TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024130842
公報種別
公開特許公報(A)
公開日
2024-09-30
出願番号
2023040767
出願日
2023-03-15
発明の名称
ブレードの製造方法、ブレードおよび飛翔体
出願人
三井化学株式会社
代理人
弁理士法人鷲田国際特許事務所
主分類
B29C
43/20 20060101AFI20240920BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】加圧および加熱による接着一体化の際に生じるUDシートやその織物の位置ずれを抑制することができるブレードの製造方法を提供すること。
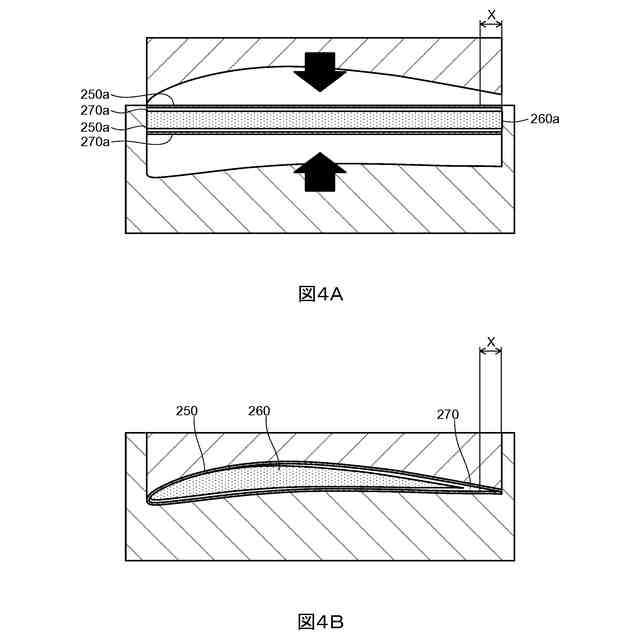
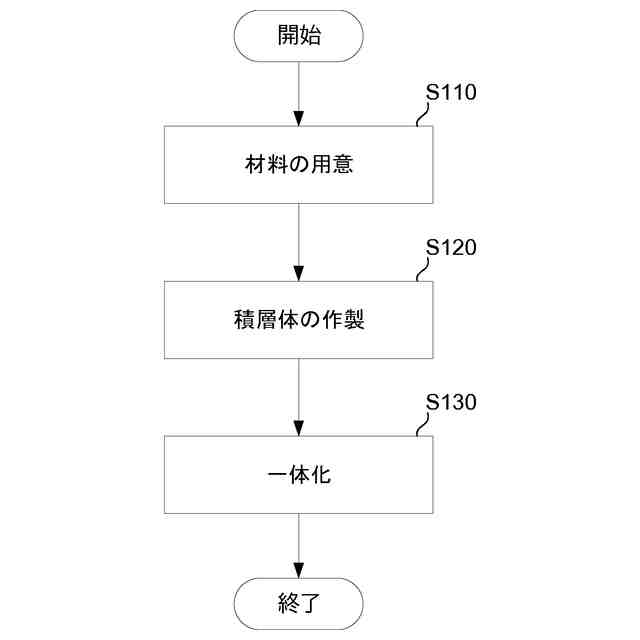
【解決手段】熱可塑性樹脂の発泡体と、発泡していない熱可塑性樹脂のシートと、一方向に配列した強化繊維と熱可塑性樹脂であるマトリクス樹脂とを含む繊維強化樹脂シートと、を含む材料を用意する工程と、前記材料を、成形後に内側となる方向から外側となる方向に向けて、発泡体、熱可塑性樹脂のシート、繊維強化樹脂シートの順に積層して積層体とする工程と、前記積層体を加熱および加圧して一体化する工程と、を有する、ブレードの製造方法。
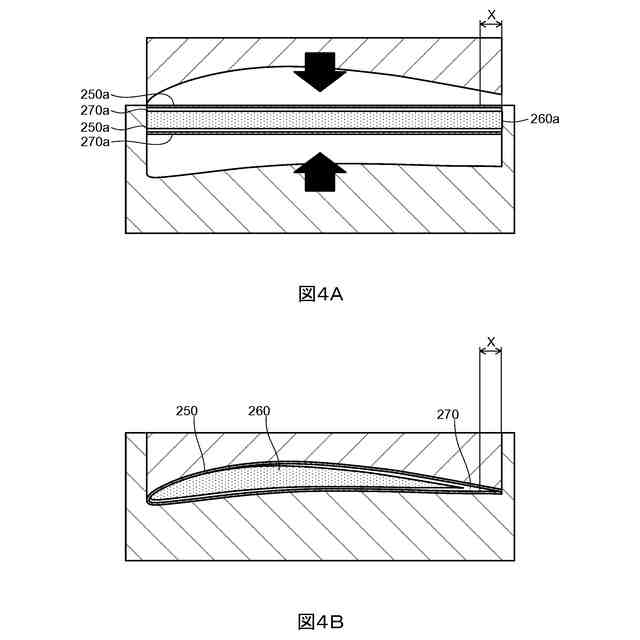
【選択図】図4
特許請求の範囲
【請求項1】
熱可塑性樹脂の発泡体と、発泡していない熱可塑性樹脂のシートと、一方向に配列した強化繊維と熱可塑性樹脂であるマトリクス樹脂とを含む繊維強化樹脂シートと、を含む材料を用意する工程と、
前記材料を、成形後に内側となる方向から外側となる方向に向けて、発泡体、熱可塑性樹脂のシート、繊維強化樹脂シートの順に積層して積層体とする工程と、
前記積層体を加熱および加圧して一体化する工程と、
を有する、ブレードの製造方法。
続きを表示(約 780 文字)
【請求項2】
前記熱可塑性樹脂のシートは、厚みが0.1mm以上2.0mm以下のシートを含む、
請求項1に記載のブレードの製造方法。
【請求項3】
前記発泡体が含む熱可塑性樹脂と、前記熱可塑性樹脂が含む熱可塑性樹脂とは、互いに相溶可能である、
請求項1に記載のブレードの製造方法。
【請求項4】
前記熱可塑性樹脂が含む熱可塑性樹脂と、前記繊維強化樹脂シートのマトリクス樹脂である熱可塑性樹脂とは、互いに相溶可能である、
請求項1に記載のブレードの製造方法。
【請求項5】
前記発泡体が含む熱可塑性樹脂と、前記熱可塑性樹脂が含む熱可塑性樹脂とは、融点の差が10℃以内である、
請求項1に記載のブレードの製造方法。
【請求項6】
前記熱可塑性樹脂が含む熱可塑性樹脂と、前記繊維強化樹脂シートのマトリクス樹脂である熱可塑性樹脂とは、融点の差が10℃以内である、
請求項1に記載のブレードの製造方法。
【請求項7】
前記発泡体が含む熱可塑性樹脂、前記熱可塑性樹脂が含む熱可塑性樹脂、および前記繊維強化樹脂シートのマトリクス樹脂である熱可塑性樹脂は、いずれもポリプロピレンである、
請求項1に記載のブレードの製造方法。
【請求項8】
熱可塑性樹脂の発泡体である芯材と、
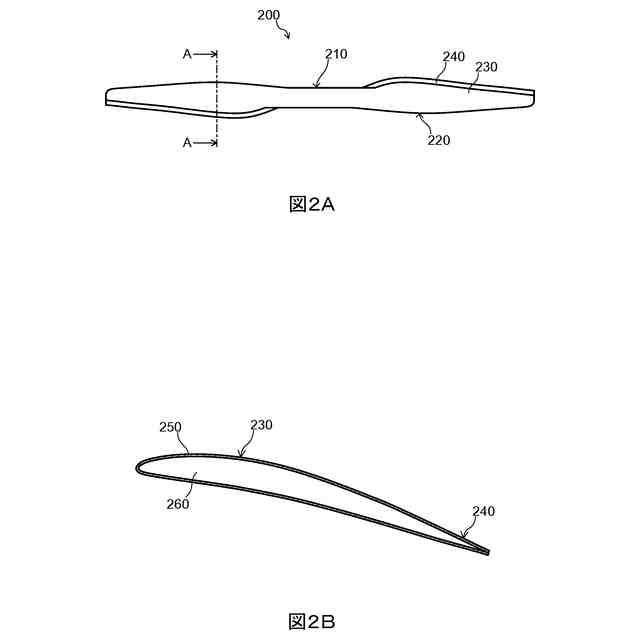
前記芯材の表面側に配置された、一方向に配列した強化繊維と熱可塑性樹脂であるマトリクス樹脂とを含む表皮材と、を有する、
前記芯材と表皮材との間に配置された、発泡していない熱可塑性樹脂を含み、かつ強化繊維が一方向に配列された層ではない中間部と、
ブレード。
【請求項9】
請求項8に記載のブレードを有する飛翔体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ブレードの製造方法、ブレードおよび飛翔体に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
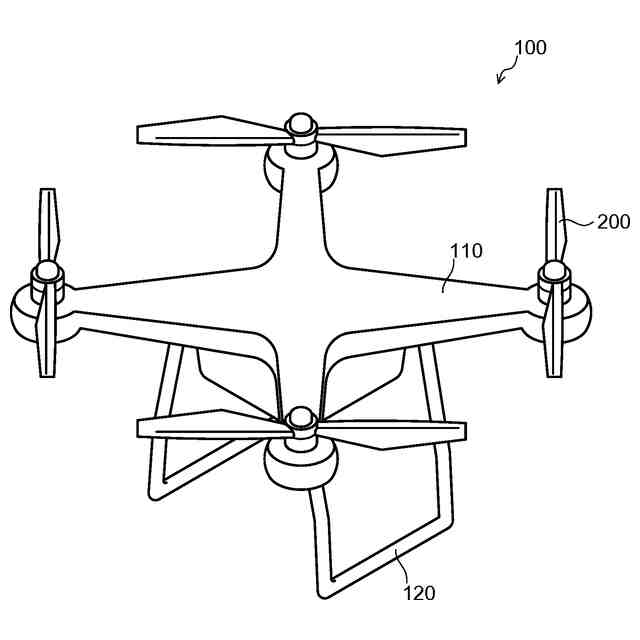
飛行機、ヘリコプターおよびドローンなどの飛翔体における翼およびプロペラ、船などのスクリュー、ならびに風車の羽根などのローター(回転体)などには、空気またはその他の流体中を回転移動等するブレードが用いられる。
【0003】
ブレードには、移動時の抵抗に耐え得る剛性を有することが要求される。また同時に、燃費低減等の目的から、より軽量化したいという要望も、ブレードに対して存在する。これらの要求をかなえる方法として、繊維強化樹脂材により、樹脂発泡体からなる芯材の表面を被覆した構成が知られている(たとえば特許文献1)。特許文献1に記載のブレードは、樹脂発泡体の表面に繊維強化樹脂材を仮着した予備成形体を作製し、繊維強化樹脂材の樹脂が十分な軟化状態となる軟化条件下でこの予備成形体を加圧し、繊維強化樹脂材と樹脂発泡体とを接着一体化することにより、作製されている。
【先行技術文献】
【特許文献】
【0004】
特開2017-177704号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載のように繊維強化樹脂材によりブレードを補強することで、ブレードの剛性が高まることが期待される。ところで、本発明者の知見によると、繊維強化樹脂材として、一方向に配向して配列された複数の強化繊維と上記強化繊維に含浸された樹脂組成物(マトリクス樹脂)とを含む薄膜状の繊維強化樹脂(以下、単に「Uni-Direction (UD)シート」ともいう。)や、これの織物などを使用すると、加圧および加熱による接着一体化の際にUDシートやその織物の位置ずれが生じやすい。ブレードは、飛翔効率を考慮して曲面状の表面を有することが多く、このような曲面状の表面を有するときには特にUDシートやその織物の位置ずれが生じやすい。そして、位置ずれが生じると、強化繊維による外観上の模様が不規則に変化してしまい、ブレードの見栄えが悪化するという問題がある。
【0006】
本発明は、上記従来技術の課題に鑑みなされたものであり、加圧および加熱による接着一体化の際に生じるUDシートやその織物の位置ずれを抑制することができるブレードの製造方法、および当該製造方法により製造されたブレードを提供することを、その目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するための本発明の一実施形態は、下記[1]~[7]のブレードの製造方法に関する。
[1]熱可塑性樹脂の発泡体と、発泡していない熱可塑性樹脂のシートと、一方向に配列した強化繊維と熱可塑性樹脂であるマトリクス樹脂とを含む繊維強化樹脂シートと、を含む材料を用意する工程と、
前記材料を、成形後に内側となる方向から外側となる方向に向けて、発泡体、熱可塑性樹脂のシート、繊維強化樹脂シートの順に積層して積層体とする工程と、
前記積層体を加熱および加圧して一体化する工程と、
を有する、ブレードの製造方法。
[2]前記熱可塑性樹脂のシートは、厚みが0.1mm以上2.0mm以下のシートを含む、
[1]に記載のブレードの製造方法。
[3]前記発泡体が含む熱可塑性樹脂と、前記熱可塑性樹脂が含む熱可塑性樹脂とは、互いに相溶可能である、
[1]または[2]に記載のブレードの製造方法。
[4]前記熱可塑性樹脂が含む熱可塑性樹脂と、前記繊維強化樹脂シートのマトリクス樹脂である熱可塑性樹脂とは、互いに相溶可能である、
[1]~[3]のいずれかに記載のブレードの製造方法。
[5]前記発泡体が含む熱可塑性樹脂と、前記熱可塑性樹脂が含む熱可塑性樹脂とは、融点の差が10℃以内である、
[1]~[4]のいずれかに記載のブレードの製造方法。
[6]前記熱可塑性樹脂が含む熱可塑性樹脂と、前記繊維強化樹脂シートのマトリクス樹脂である熱可塑性樹脂とは、融点の差が10℃以内である、
[1]~[5]のいずれかに記載のブレードの製造方法。
[7]前記発泡体が含む熱可塑性樹脂、前記熱可塑性樹脂が含む熱可塑性樹脂、および前記繊維強化樹脂シートのマトリクス樹脂である熱可塑性樹脂は、いずれもポリプロピレンである、
[1]~[6]のいずれかに記載のブレードの製造方法。
【0008】
上記課題を解決するための本発明の他の実施形態は、下記[8]のブレードに関する。
[8]熱可塑性樹脂の発泡体である芯材と、
前記芯材の表面側に配置された、一方向に配列した強化繊維と熱可塑性樹脂であるマトリクス樹脂とを含む表皮材と、を有する、
前記芯材と表皮材との間に配置された、発泡していない熱可塑性樹脂を含み、かつ強化繊維が一方向に配列された層ではない中間部と、
ブレード。
【0009】
上記課題を解決するための本発明の他の実施形態は、下記[9]の飛翔体に関する。
[9][1]~[7]のいずれかに記載の製造方法で製造されたブレード、または[8]に記載のブレードを有する飛翔体。
【発明の効果】
【0010】
本発明によれば、加圧および加熱による接着一体化の際に生じるUDシートやその織物の位置ずれを抑制することができるブレードの製造方法、および当該製造方法により製造されたブレードが提供される。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
3か月前
東レ株式会社
シート成形口金
8か月前
東レ株式会社
金型の製造方法
8か月前
東レ株式会社
プリプレグテープ
12日前
津田駒工業株式会社
連続成形機
7か月前
東レ株式会社
積層基材の製造方法
10か月前
世紀株式会社
造形装置
9か月前
輝創株式会社
接合方法
8か月前
帝人株式会社
成形体の製造方法
3か月前
東レ株式会社
延伸フィルムの製造方法
8か月前
東レ株式会社
一体化成形品の製造方法
1か月前
株式会社リコー
シート剥離装置
1か月前
株式会社吉野工業所
計量キャップ
9か月前
三菱自動車工業株式会社
予熱装置
8日前
六浦工業株式会社
接着装置
8か月前
グンゼ株式会社
印刷層の除去方法
8か月前
株式会社日本製鋼所
押出成形装置
19日前
株式会社日本製鋼所
押出成形装置
19日前
TOWA株式会社
成形型清掃用のブラシ
2日前
個人
超高速射出点描画による熱溶解積層法
8か月前
KTX株式会社
シェル型の作製方法
3か月前
株式会社アフィット
粉末焼結積層造形装置
10か月前
トヨタ自動車株式会社
真空成形方法
4か月前
東レ株式会社
リーフディスク型フィルター
9か月前
トヨタ自動車株式会社
真空成形装置
4か月前
株式会社リコー
シート処理システム
1か月前
株式会社城北精工所
押出成形用ダイ
6か月前
株式会社リコー
シート処理システム
1か月前
小林工業株式会社
振動溶着機
3か月前
大塚テクノ株式会社
樹脂製の構造体
6か月前
東レ株式会社
二軸配向ポリエステルフィルム
3か月前
東レエンジニアリング株式会社
立体造形装置
9か月前
ヒロホー株式会社
搬送容器の製造方法
3か月前
NISSHA株式会社
加飾成形品の製造方法
5か月前
豊田鉄工株式会社
接合体及び接合方法
12日前
株式会社コスメック
磁気クランプ装置
8日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































