TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024129710
公報種別
公開特許公報(A)
公開日
2024-09-27
出願番号
2023039078
出願日
2023-03-13
発明の名称
金型装置、成形体の製造装置および成形品の製造方法
出願人
株式会社カネカ
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
B29C
43/36 20060101AFI20240919BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ベースプレート部に対して複数の入子部が装着された金型本体に対して、各入子部を効率的に加熱する。
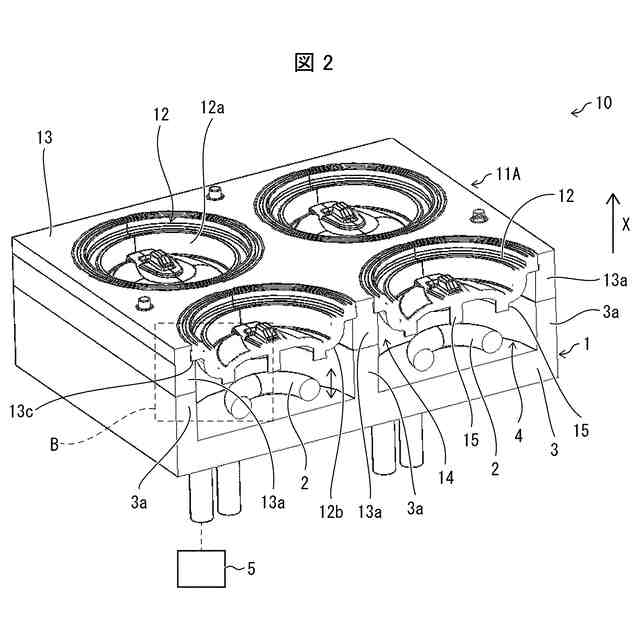
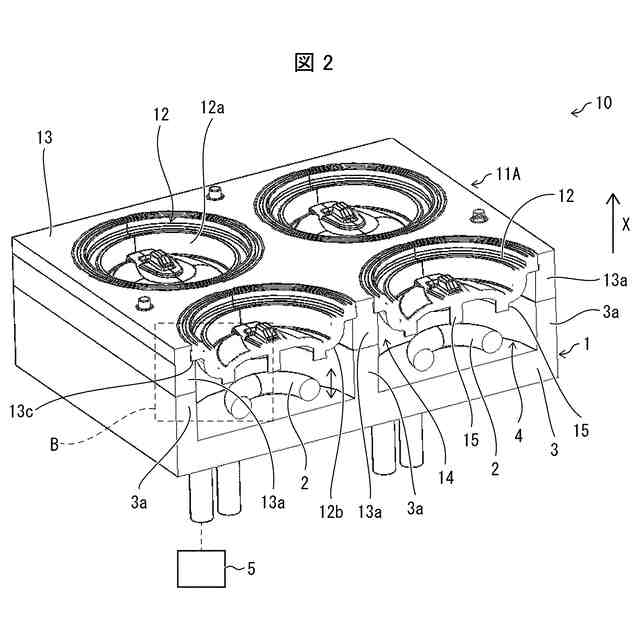
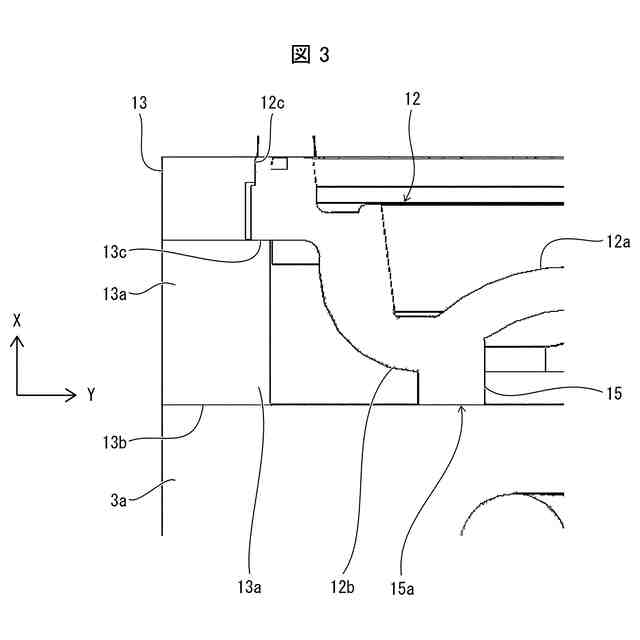
【解決手段】金型装置(10)において、ベースプレート部(13)は、入子部(12)毎に区切る区画部(14)を有し、区画部(14)は、入子部(12)の非成形面(12b)を壁面として有し、区画部(14)の隔壁(13a)は、入子部(12)の非成形面(12b)側から加熱する加熱部(2)が入子部(12)毎に区画されて収容されるように設計されている。
【選択図】図2
特許請求の範囲
【請求項1】
成形面を構成する複数の入子部と、各入子部を保持する保持部を有するベースプレート部と、を有し、1つのベースプレート部に対して複数の入子部が保持された、プレス成形用の金型本体を備え、
前記ベースプレート部は、入子部毎に区切る区画部を有し、
前記区画部は、前記入子部における成形面と反対側の非成形面を壁面として有し、
前記区画部の隔壁は、入子部の非成形面側から加熱する加熱部が入子部毎に区画されて収容されるように設計されている、金型装置。
続きを表示(約 1,600 文字)
【請求項2】
前記入子部の収容空間を構成する前記隔壁の内壁面は、鏡面処理または金メッキ処理が施されている、請求項1に記載の金型装置。
【請求項3】
前記入子部は、前記非成形面に形成された突起部を備え、
前記突起部の先端は、前記ベースプレート部の前記非成形面側の端部と、略同一面である、請求項1または2に記載の金型装置。
【請求項4】
前記プレス成形における前記金型本体のプレス方向を第1方向とし、前記第1方向に対して垂直な方向を第2方向としたとき、
前記入子部は、前記第2方向において前記ベースプレート部と接触していない非接触部を有し、
前記非接触部は、前記入子部の加熱時の熱膨張により、前記第2方向において前記ベースプレート部と接触するように構成されている、請求項1または2に記載の金型装置。
【請求項5】
前記入子部の非成形面は、黒色メッキ処理が施されている、請求項1または2に記載の金型装置。
【請求項6】
請求項1または2に記載の金型装置を予熱する予熱装置を備えた、成形品の製造装置であって、
前記予熱装置は、
前記入子部の非成形面側から加熱する複数の加熱部と、
前記複数の加熱部を収容する収容空間が入子部毎に区画して形成された収容部と、を備える、成形品の製造装置。
【請求項7】
前記プレス成形における前記金型本体のプレス方向を第1方向とし、前記第1方向に対して垂直な方向を第2方向としたとき、
前記予熱部は、前記第1方向において、前記入子部に対して前記加熱部を離反または接近可能に移動させる移動機構を備える、請求項6に記載の成形品の製造装置。
【請求項8】
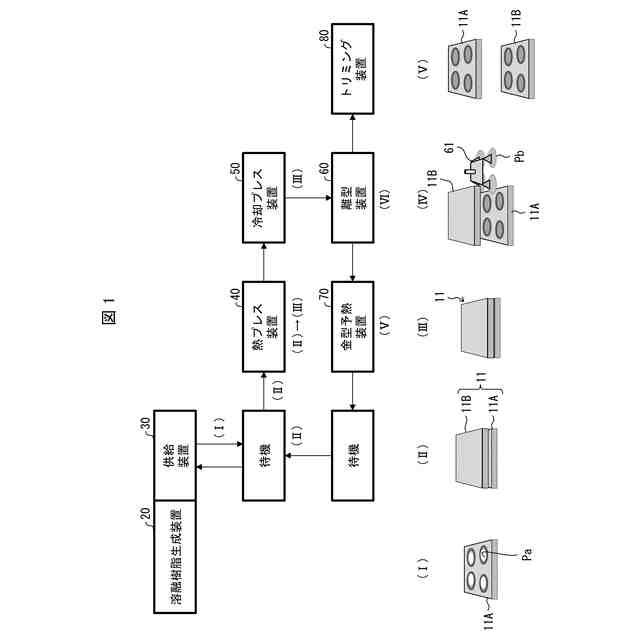
熱可塑性樹脂を含有する樹脂組成物を加熱して溶融樹脂組成物とする加熱工程と、
前記溶融樹脂組成物を吐出部から吐出することにより、金型装置に備えられた金型本体へ前記溶融樹脂組成物を供給する樹脂供給工程と、
前記金型本体を閉じて、流動可能な前記溶融樹脂組成物を熱プレスする熱プレス工程と、
前記金型本体を閉じたまま、流動可能な前記溶融樹脂組成物を冷却プレスする冷却プレス工程と、
前記金型本体を型開きしてプレス成形品を離型する離型工程と
前記樹脂供給工程の前段階において、前記金型本体を備えた金型装置を予熱する予熱工程と、を含み、
前記金型本体は、成形面を構成する複数の入子部と、各入子部を保持する保持部を有するベースプレート部と、を有し、1つのベースプレート部に対して複数の入子部が保持されており、
前記ベースプレート部は、入子部毎に区切る区画部を有し、
前記区画部は、前記入子部における成形面と反対側の非成形面を壁面として有し、
前記区画部の隔壁は、入子部の非成形面側から加熱する加熱部が入子部毎に区画されて収容されるように設計されており、
前記予熱工程は、前記区画部により区画された入子部に対応して配された加熱部を用いて、入子部毎に加熱する工程を含む、成形品の製造方法。
【請求項9】
前記金型本体のプレス方向を第1方向とし、前記第1方向に対して垂直な方向を第2方向としたとき、
前記入子部は、前記第2方向において前記ベースプレート部と接触していない非接触部を有し、
前記予熱工程は、加熱による前記入子部の熱膨張により、前記第2方向において前記入子部の前記非接触部を前記ベースプレート部に接触させることによって、前記入子部の位置合わせを行う位置合わせ工程を含む、請求項8に記載の成形品の製造方法。
【請求項10】
前記位置合わせ工程では、前記入子部を120℃~160℃に加熱する、請求項9に記載の成形品の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型装置、成形体の製造装置および成形品の製造方法に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
熱可塑性樹脂を加熱して溶融樹脂組成物とし、当該溶融樹脂組成物を金型装置の金型本体間に注入して、金型本体を閉じてプレス成形し、冷却して成形品を得る技術が知られている。ここでいう金型本体とは、プレス成形にて溶融樹脂組成物が注入される一対の金型を意味する。
【0003】
そして、一連のプレス成形工程において、金型装置の金型本体を加熱する技術が知られている。例えば特許文献1には、プラスチック成形品に微細なパターン(構造)を精度よく転写する技術において、当該転写に用いるスタンパを加熱することが開示されている。具体的には、特許文献1の成形装置は、加熱装置、スタンパ、冷却部材、第1の金型、および第2の金型を備えている。前記加熱装置は、光源を用いて赤外線輻射加熱を行う。そして、前記スタンパは、前記光源から照射された赤外線によって輻射加熱される。前記冷却部材は、輻射加熱された前記スタンパと接触して該スタンパを冷却する。前記第1の金型は、前記スタンパ及び/又は前記冷却部材を移動可能に保持し、前記スタンパと前記冷却部材とを接触させたり離したりすることを可能とする構造を有している。また、前記第2の金型は、前記スタンパの賦形面の構造が転写される熱可塑性樹脂を保持する。そして、このような構成において、特許文献1の成形装置は、前記スタンパが、少なくとも、前記冷却部材と離れた状態で輻射加熱される構成となっている。
【先行技術文献】
【特許文献】
【0004】
国際公開2013/008410号
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1の技術では、金型装置の金型本体が、入子部としてスタンパを保持する第1の金型と、第2の金型とから構成されている。入子部としてのスタンパは、第1の金型に対して1つ装着される。第1の金型は、1つの入子部を保持するベースプレート部といえる。そして、特許文献1の成形装置は、スタンパの賦形面と反対側の面から加熱する加熱ヒータを収容する空間が確保されており、1つのスタンパ(入子部)のみを効率的に加熱できる構成である。
【0006】
特許文献1の成形装置には、ベースプレート部に対して複数の入子部が装着された金型本体に対して、各入子部を効率的に加熱する点で、改善の余地がある。
【0007】
本発明の一態様は、ベースプレート部に対して複数の入子部が装着された金型本体に対して、各入子部を効率的に加熱できる金型装置、成形体の製造装置および成形品の製造方法を実現することを目的とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明の一態様に係る金型装置は、成形面を構成する複数の入子部と、各入子部を保持する保持部を有するベースプレート部と、を有し、1つのベースプレート部に対して複数の入子部が保持された、プレス成形用の金型本体を備え、前記ベースプレート部は、入子部毎に区切る区画部を有し、前記区画部は、前記入子部における成形面と反対側の非成形面を壁面として有し、前記区画部の隔壁は、入子部の非成形面側から加熱する加熱部が入子部毎に区画されて収容されるように設計されている、ことを特徴としている。
【0009】
また、上記の課題を解決するために、本発明の一態様に係る成形品の製造方法は、熱可塑性樹脂を含有する樹脂組成物を加熱して溶融樹脂組成物とする加熱工程と、前記溶融樹脂組成物を吐出部から吐出することにより、金型装置に備えられた金型本体へ前記溶融樹脂組成物を供給する樹脂供給工程と、前記金型本体を閉じて、流動可能な前記溶融樹脂組成物を熱プレスする熱プレス工程と、前記金型本体を閉じたまま、流動可能な前記溶融樹脂組成物を冷却プレスする冷却プレス工程と、前記金型本体を型開きしてプレス成形品を離型する離型工程と前記樹脂供給工程の前段階において、前記金型本体を備えた金型装置を予熱する予熱工程と、を含み、前記金型本体は、成形面を構成する複数の入子部と、各入子部を保持する保持部を有するベースプレート部と、を有し、1つのベースプレート部に対して複数の入子部が保持されており、前記ベースプレート部は、入子部毎に区切る区画部を有し、前記区画部は、前記入子部における成形面と反対側の非成形面を壁面として有し、前記区画部の隔壁は、入子部の非成形面側から加熱する加熱部が入子部毎に区画されて収容されるように設計されており、前記予熱工程は、前記区画部により区画された入子部に対応して配された加熱部を用いて、入子部毎に加熱する工程を含む、ことを特徴としている。
【発明の効果】
【0010】
本発明の一態様によれば、ベースプレート部に対して複数の入子部が装着された金型本体に対して、各入子部を効率的に加熱できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
11か月前
東レ株式会社
溶融紡糸設備
3か月前
東レ株式会社
金型の製造方法
8か月前
東レ株式会社
シート成形口金
8か月前
津田駒工業株式会社
連続成形機
7か月前
東レ株式会社
プリプレグテープ
12日前
東レ株式会社
積層基材の製造方法
10か月前
輝創株式会社
接合方法
8か月前
世紀株式会社
造形装置
9か月前
帝人株式会社
成形体の製造方法
3か月前
東レ株式会社
延伸フィルムの製造方法
8か月前
東レ株式会社
一体化成形品の製造方法
1か月前
株式会社リコー
シート剥離装置
1か月前
グンゼ株式会社
印刷層の除去方法
8か月前
六浦工業株式会社
接着装置
8か月前
三菱自動車工業株式会社
予熱装置
8日前
株式会社日本製鋼所
押出成形装置
19日前
株式会社日本製鋼所
押出成形装置
19日前
株式会社吉野工業所
計量キャップ
9か月前
TOWA株式会社
成形型清掃用のブラシ
2日前
株式会社リコー
シート処理システム
1か月前
株式会社アフィット
粉末焼結積層造形装置
10か月前
株式会社リコー
シート処理システム
1か月前
トヨタ自動車株式会社
真空成形方法
4か月前
小林工業株式会社
振動溶着機
3か月前
個人
超高速射出点描画による熱溶解積層法
8か月前
東レ株式会社
リーフディスク型フィルター
9か月前
ダイハツ工業株式会社
3Dプリンタ
10か月前
株式会社城北精工所
押出成形用ダイ
6か月前
トヨタ自動車株式会社
真空成形装置
4か月前
大塚テクノ株式会社
樹脂製の構造体
6か月前
KTX株式会社
シェル型の作製方法
3か月前
UBEマシナリー株式会社
シミュレータ装置
8か月前
株式会社コスメック
磁気クランプ装置
8日前
ヒロホー株式会社
搬送容器の製造方法
3か月前
株式会社スリーエス
光造形装置
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































