TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024129301
公報種別
公開特許公報(A)
公開日
2024-09-27
出願番号
2023038413
出願日
2023-03-13
発明の名称
コイル後端材の取出装置
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
B21D
43/04 20060101AFI20240919BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス機で発生したコイル後端材を長尺の場合でも人手をかけずに取り出すことができる、コイル後端材の取出装置を提供する。
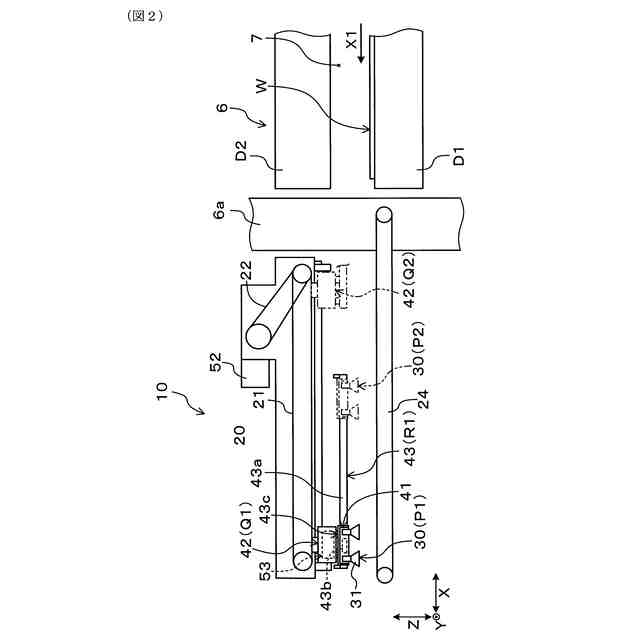
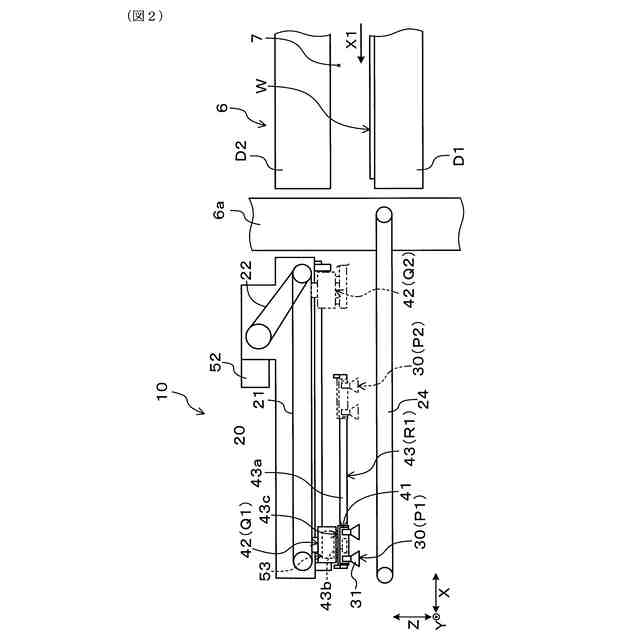
【解決手段】コイル後端材の取出装置101は、プレス機6に並置される本体部20と、コイル後端材Wを保持するための保持ユニット30と、本体部20と保持ユニット30との間に介装され、本体部20に対する保持ユニット30の前後方向Xの相対位置が可変となるように互いに前後方向Xにスライド可能に連結された複数の可動体41,42と、複数の可動体41,42のそれぞれをそれぞれがスライド駆動する複数の駆動部51,52と、保持ユニット30が本体部20に対して本体部20側からプレス機6のプレス加工領域7までの間で複数の可動体41,42を介して前後方向Xに複数段階で動くように複数の駆動部51,52を制御する制御部と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
プレス機で発生したコイル後端材をプレス加工領域から取り出す、コイル後端材の取出装置であって、
上記プレス機に並置される本体部と、
上記コイル後端材を保持するための保持ユニットと、
上記本体部と上記保持ユニットとの間に介装され、上記本体部に対する上記保持ユニットの前後方向の相対位置が可変となるように互いに前後方向にスライド可能に連結された複数の可動体と、
上記複数の可動体のそれぞれをそれぞれがスライド駆動する複数の駆動部と、
上記保持ユニットが上記本体部に対して上記本体部側から上記プレス機の上記プレス加工領域までの間で上記複数の可動体を介して前後方向に複数段階で動くように、上記複数の駆動部を制御する制御部と、
を備える、コイル後端材の取出装置。
続きを表示(約 470 文字)
【請求項2】
上記複数の可動体は、上記保持ユニットと一体化された取付部材と、上記取付部材を前後方向にスライド可能に支持する支持機構部と、で構成されており、上記支持機構部は、上記本体部によって前後方向にスライド可能に支持されている、請求項1に記載の、コイル後端材の取出装置。
【請求項3】
上記支持機構部は、上記取付部材を前後方向にスライド可能に支持するために前後方向に延びるスライドシリンダを有し、上記スライドシリンダは、ピストンを内蔵したシリンダ部と、上記ピストンに連結されたスライダと、を有し、上記スライダが上記取付部材に固定されている、請求項2に記載の、コイル後端材の取出装置。
【請求項4】
上記スライドシリンダを上下方向に昇降させる昇降駆動部を備える、請求項3に記載の、コイル後端材の取出装置。
【請求項5】
上記保持ユニットと上記取付部材と上記スライドシリンダは、前後方向から見たときに互いに横並びとなるように配置される、請求項3または4に記載の、コイル後端材の取出装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コイル後端材の取出装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
下記特許文献1には、コイル材の材料端末送り装置が開示されている。この装置は、プレス機のプレス加工領域に配置されるものであり、コイル材を平坦に展開した材料をピッチ送りしてプレス加工領域に送るように動作する。この装置によれば、コイル材の端末送りが可能になる。
【先行技術文献】
【特許文献】
【0003】
特開2021-62394号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、プレス機のプレス加工領域では、コイル材の加工によってコイル後端材が発生する。このコイル後端材には、予定された一定長さの製品材料と、短尺の欠寸材料と、が含まれる。製品材料は製品に使用され、欠寸材料は廃棄される。コイル材の加工後にプレス加工領域からコイル後端材を取り出す必要がある。コイル後端材の取り出し作業は、作業者がプレス加工領域に直にアクセスして行う人手作業ではなく、プレス機の下流側に設置した取出設備を使用して自動で行われるのが好ましい。この場合、取出設備の設置に要するスペースが限られていても、長尺のコイル後端材をプレス機のプレス加工領域から確実に取り出すことを可能とする技術が求められている。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、プレス機で発生したコイル後端材を長尺の場合でも人手をかけずに取り出すことができる、コイル後端材の取出装置を提供しようとするものである。
【課題を解決するための手段】
【0006】
本発明の一態様は、
プレス機で発生したコイル後端材をプレス加工領域から取り出す、コイル後端材の取出装置であって、
上記プレス機に並置される本体部と、
上記コイル後端材を保持するための保持ユニットと、
上記本体部と上記保持ユニットとの間に介装され、上記本体部に対する上記保持ユニットの前後方向の相対位置が可変となるように互いに前後方向にスライド可能に連結された複数の可動体と、
上記複数の可動体のそれぞれをそれぞれがスライド駆動する複数の駆動部と、
上記保持ユニットが上記本体部に対して上記本体部側から上記プレス機の上記プレス加工領域までの間で上記複数の可動体を介して前後方向に複数段階で動くように、上記複数の駆動部を制御する制御部と、
を備える、コイル後端材の取出装置、
にある。
【発明の効果】
【0007】
上述の態様の、コイル後端材の取出装置において、本体部と、コイル後端材を保持するための保持ユニットと、の間に介装される複数の可動体は、本体部に対する保持ユニットの前後方向の相対位置が可変となるように互いに前後方向にスライド可能に連結されている。複数の可動体のそれぞれの駆動部を制御部で制御することによって、保持ユニットが本体部に対して本体部側からプレス機のプレス加工領域までの間で複数の可動体を介して前後方向に複数段階で動く。すなわち、所謂「伸縮式掛け竿構造」に類似の原理を利用して、保持ユニットをプレス機のプレス加工領域まで伸長させたり本体部側に向けて短縮させたりするものである。
【0008】
本構造によれば、保持ユニットを支持する部位の前後方向の寸法を比較的短く抑えても、プレス機のプレス加工領域からコイル後端材を取り出すための、保持ユニットの前後方向のストローク代をかせぐことが可能になる。これにより、取出設備の設置に要する前後方向のスペースに制限がない場合は勿論、このスペースが限られている場合であっても、長尺のコイル後端材をプレス機のプレス加工領域から取り出すことが可能になる。要するに、コイル後端材の前後方向の長さ寸法の制約を受けにくくなる。また、制御部による制御によって保持ユニットが自動的に動くため、作業者がプレス加工領域に直にアクセスして行うような人手作業を要しない。
【0009】
以上のごとく、上述の態様によれば、プレス機で発生したコイル後端材を長尺の場合でも人手をかけずに取り出すことができる、コイル後端材の取出装置を提供することが可能になる。
【図面の簡単な説明】
【0010】
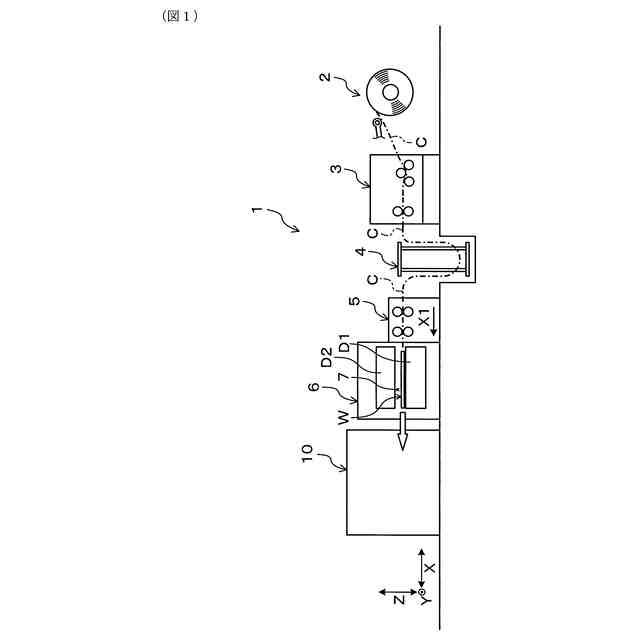
本実施形態に係る、コイル材の加工設備の全体側面図。
本実施形態の、コイル後端材の取出装置の側面図。
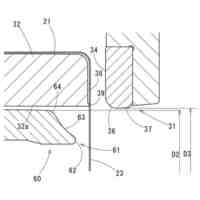
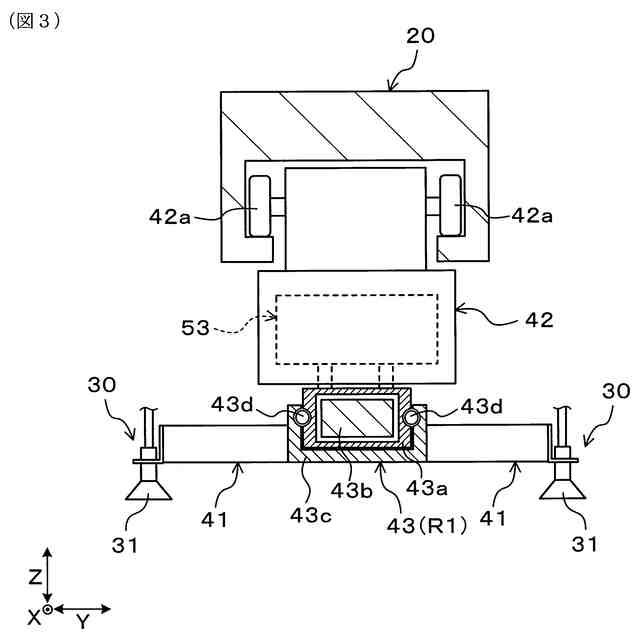
図2中の支持機構部及びスライドシリンダの断面図であって、スライドシリンダが上昇位置にあるときの状態を示す断面図。
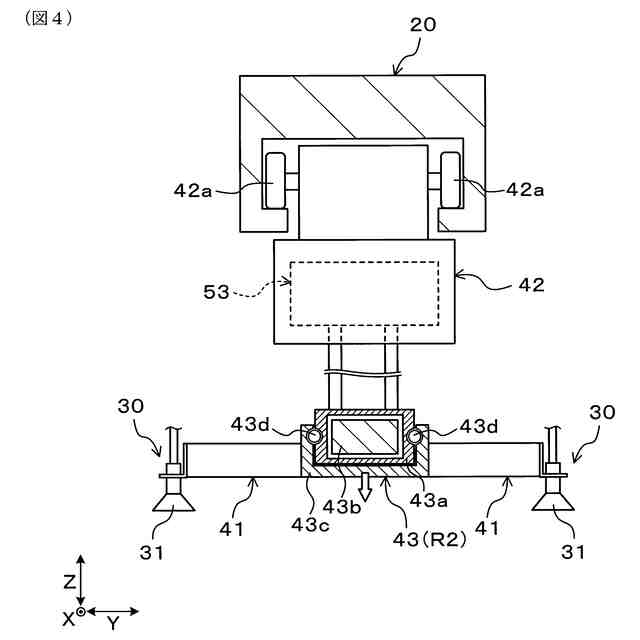
図2中の支持機構部及びスライドシリンダの断面図であって、スライドシリンダが下降位置にあるときの状態を示す断面図。
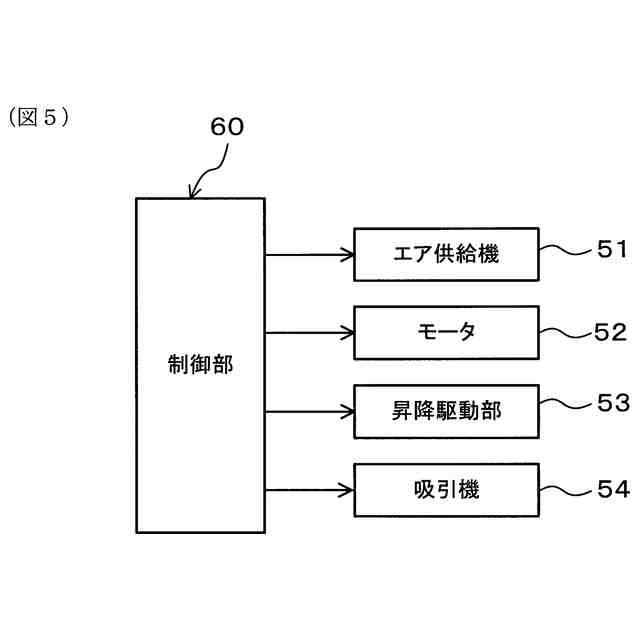
コイル後端材の取出装置の制御にかかるシステム構成図。
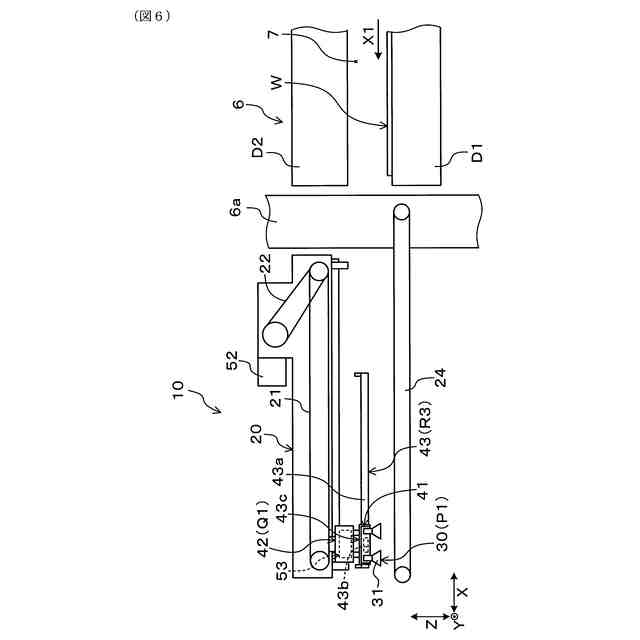
コイル後端材の取出装置の第1動作段階の様子を示す側面図。
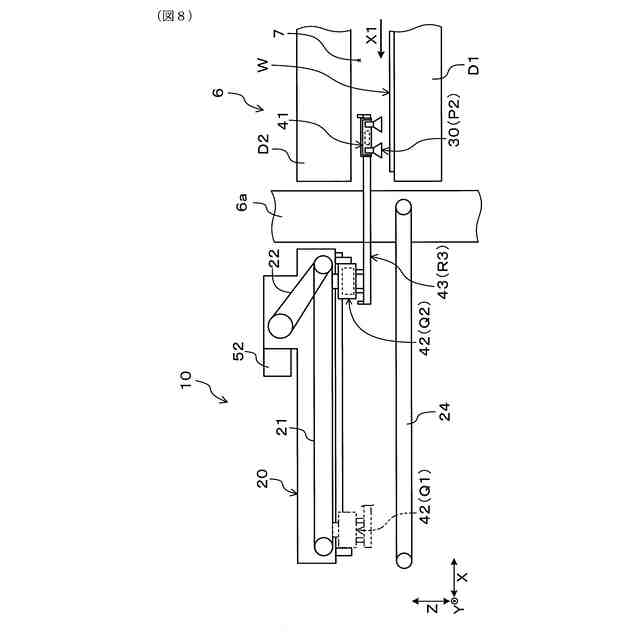
コイル後端材の取出装置の第2動作段階の様子を示す側面図。
コイル後端材の取出装置の第3動作段階の様子を示す側面図。
コイル後端材の取出装置の第4動作段階の様子を示す側面図。
コイル後端材の取出装置の第5動作段階の様子を示す側面図。
コイル後端材の取出装置の第6動作段階の様子を示す側面図。
コイル後端材の取出装置の第7動作段階の様子を示す側面図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
2か月前
トヨタ自動車株式会社
交換装置
4か月前
株式会社プロテリアル
熱間鍛造用金型
20日前
トヨタ自動車株式会社
プレス金型
1か月前
トヨタ自動車株式会社
プレス装置
4か月前
トヨタ紡織株式会社
金型装置
1か月前
トヨタ自動車株式会社
鍛造加工装置
3か月前
株式会社ゴーシュー
歯車素材
13日前
大裕株式会社
鋼矢板の矯正装置
2か月前
トヨタ自動車株式会社
プレス成型方法
3か月前
石田鉄工株式会社
格子状製品の製造方法
1か月前
日産自動車株式会社
逐次成形方法
10日前
株式会社小矢部精機
膜厚制御装置
2か月前
株式会社リード
金属管曲げ型
3か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
6日前
A株式会社
接合部材、及び、骨組み構造体
6日前
株式会社不二越
歯車転造加工ユニット
3か月前
村田機械株式会社
上型ホルダ及びプレス機械
2か月前
冨士発條株式会社
トリミング装置
17日前
冨士発條株式会社
プレス成形方法
4か月前
大同特殊鋼株式会社
鋼種判別装置
2か月前
ニデック株式会社
金型及び打ち抜き方法
1か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
ニデック株式会社
金型及びプレス加工装置
1か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
3か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
23日前
旭サナック株式会社
圧造機
4か月前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
3か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
5か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ