TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126893
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023035629
出願日
2023-03-08
発明の名称
多層盛り溶接方法
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/095 20060101AFI20240912BHJP(工作機械;他に分類されない金属加工)
要約
【課題】局所的なじん性低下領域の少ない高品質な溶接金属を得ることができる多層盛り溶接方法を提供する。
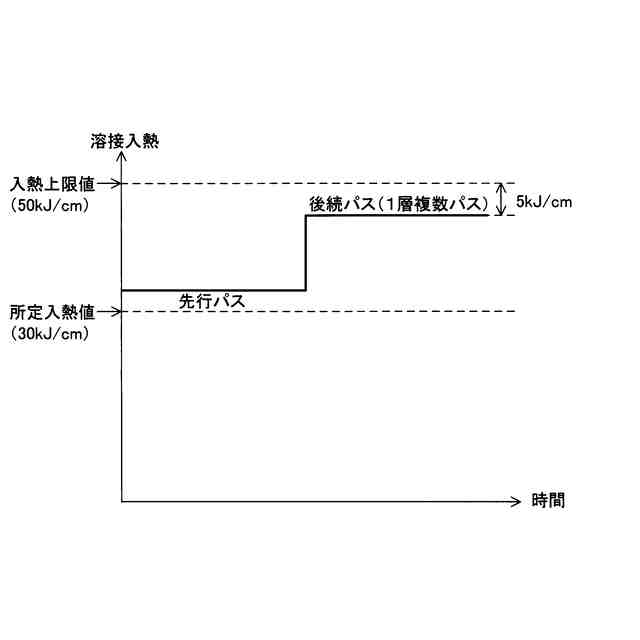
【解決手段】アシキュラーフェライトを析出させるためにTiを含有した溶接ワイヤを用い、入熱上限値を設けて行う消耗電極式の多層盛り溶接方法であって、先行パスに次ぐ後続パスを1層複数パスで溶接する場合、前記入熱上限値より5kJ/cm小さい入熱を上限値として溶接を行う。
【選択図】図2
特許請求の範囲
【請求項1】
アシキュラーフェライトを析出させるためにTiを含有した溶接ワイヤを用い、入熱上限値を設けて行う消耗電極式の多層盛り溶接方法であって、
先行パスに次ぐ後続パスを1層複数パスで溶接する場合、前記入熱上限値より5kJ/cm小さい入熱を上限値として溶接を行う
多層盛り溶接方法。
続きを表示(約 190 文字)
【請求項2】
前記後続パスを1層1パスで溶接する場合、前記入熱上限値を上限とした条件で溶接を行う
請求項1に記載の多層盛り溶接方法。
【請求項3】
前記入熱上限値は50kJ/cmである
請求項2に記載の多層盛り溶接方法。
【請求項4】
前記溶接ワイヤはJIS規格YGW18のワイヤである
請求項2に記載の多層盛り溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、多層盛り溶接方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
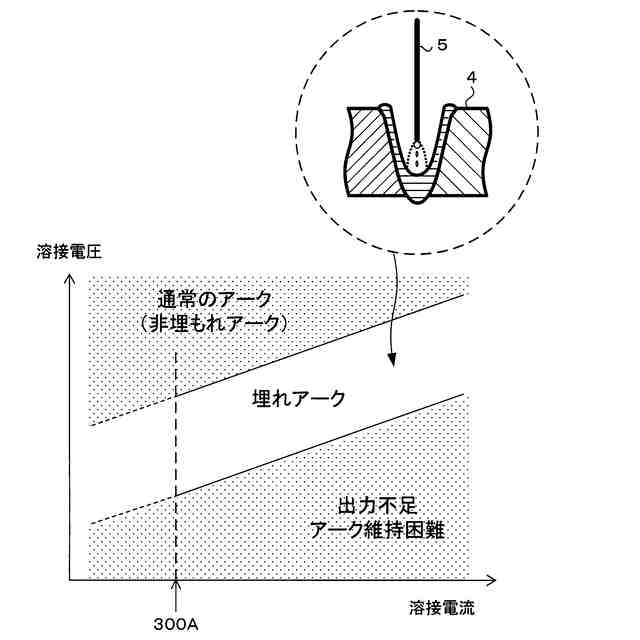
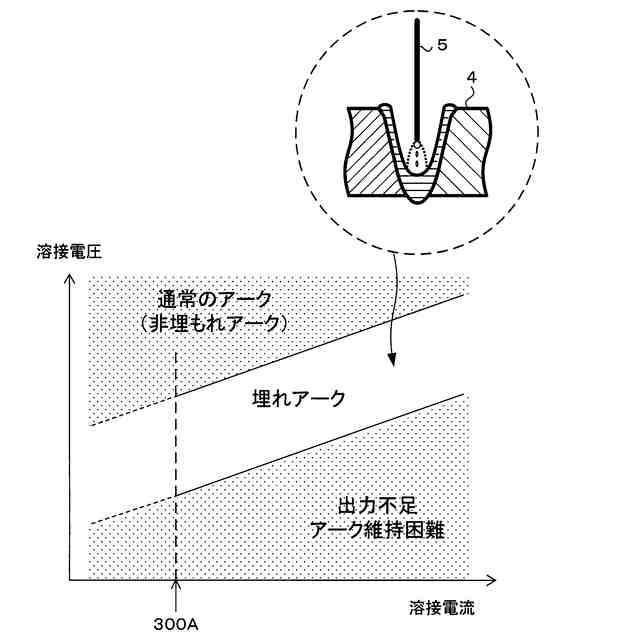
近年、高電流条件でのGMA溶接が着目されている(例えば、特許文献1)。高電流溶接では、深い溶込みが得られることや、溶接ワイヤの溶着速度が高いことにより、厚板溶接を高能率化することができる。
しかし、高電流条件での多層溶接においては、高い入熱による溶接金属のじん性低下が問題となる。そのため、溶接入熱及びパス間温度に制限が設けられる場合がある。最も一般的な基準は、溶接入熱40kJ/cm以下、パス間温度350℃以下である。このような場合、埋もれアーク溶接を含む高電流GMA溶接を用いても、入熱制限により、溶接能率を十分に向上させることができない。
ただし、40kJ/cmを超える入熱条件で溶接を行っても、溶接金属のじん性が要求値を満足する場合があり、40kJ/cmを超える高入熱溶接施工はしばしば行われている。
【先行技術文献】
【特許文献】
【0003】
特許第6581438号公報
特許第6748556号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、溶接金属のじん性指標の測定方法として最も一般的なのはシャルピー衝撃試験である。ただしこの試験で得られるのは、特定の位置、すなわち試験片を取得した位置におけるじん性指標であり、他の位置におけるじん性の指標を得ることはできない。そのため、試験を行った特定の位置において、シャルピー衝撃試験の結果が溶接金属への要求性能を満たしていたとしても、別の位置には要求性能を満たしていない部分が存在する可能性がある。溶接金属全体のじん性分布を調べることができれば望ましいが、そのためには膨大なコストが必要であり、現実的でない。したがって、通常は、例えば溶接金属の中央部や表面近傍、裏面近傍など、代表位置で行ったシャルピー衝撃試験の結果が、溶接金属全体のじん性指標を代表しているとみなされて用いられる場合が多い。
【0005】
本開示の目的は、局所的なじん性低下領域の少ない高品質な溶接金属を得ることができる多層盛り溶接方法を提供することにある。
【課題を解決するための手段】
【0006】
本開示に係る多層盛り溶接方法は、アシキュラーフェライトを析出させるためにTiを含有した溶接ワイヤを用い、入熱上限値を設けて行う消耗電極式の多層盛り溶接方法であって、先行パスに次ぐ後続パスを1層複数パスで溶接する場合、前記入熱上限値より5kJ/cm小さい入熱を上限値として溶接を行う。
【発明の効果】
【0007】
本開示によれば、局所的なじん性低下領域の少ない高品質な溶接金属を得ることができる。
【図面の簡単な説明】
【0008】
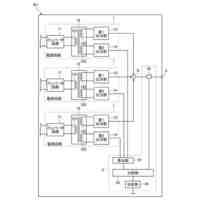
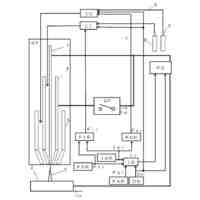
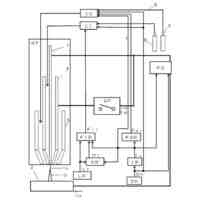
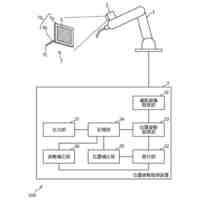
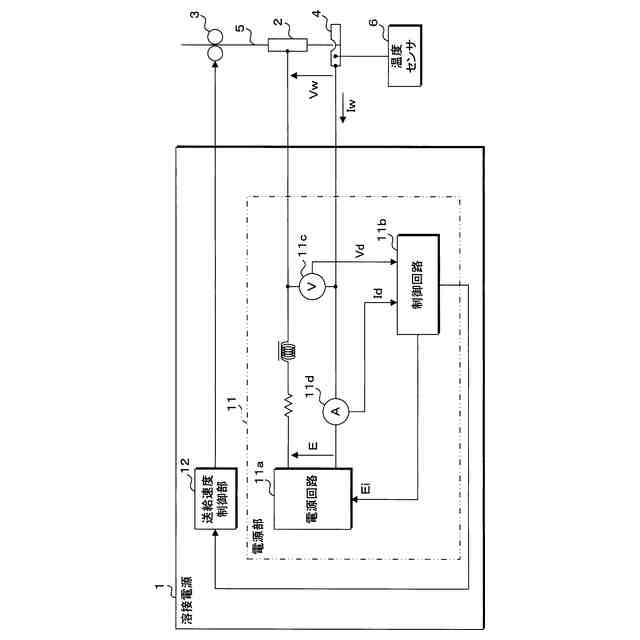
本実施形態1に係る消耗電極式のアーク溶接装置の一構成を示す模式図である。
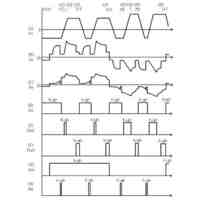
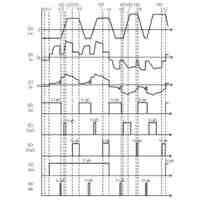
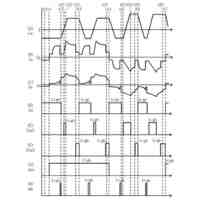
埋もれアークの溶接条件を示す模式図である。
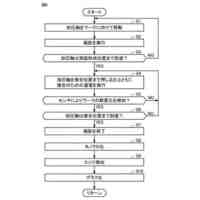
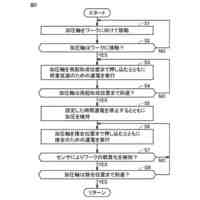
本実施形態1に係る多層盛り溶接方法の手順を示すフローチャートである。
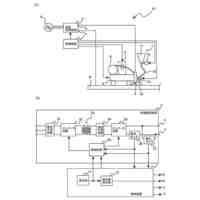
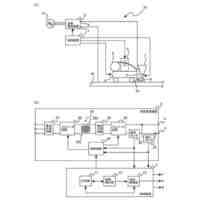
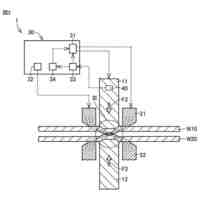
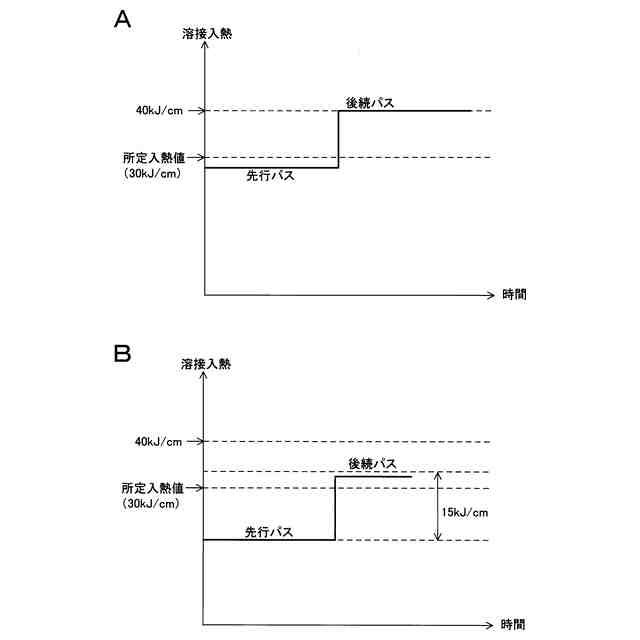
本実施形態2に係る多層盛り溶接方法を示す概念図である。
本実施形態2に係る多層盛り溶接方法を示す概念図である。
本実施形態2に係る多層盛り溶接方法を示す概念図である。
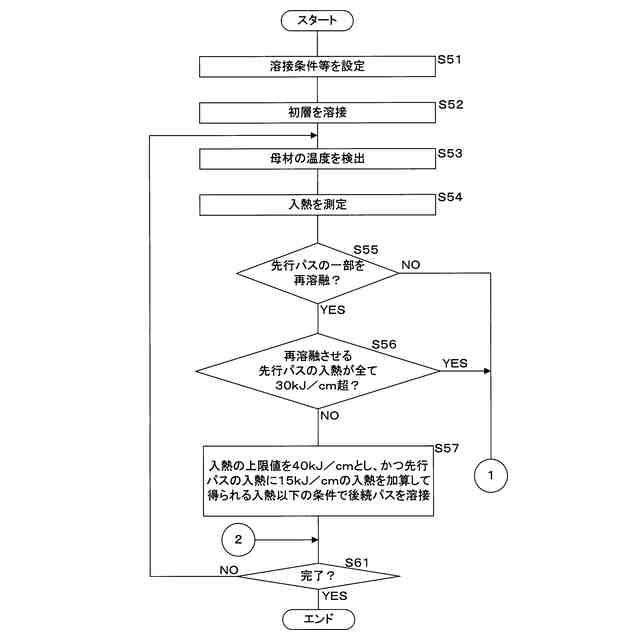
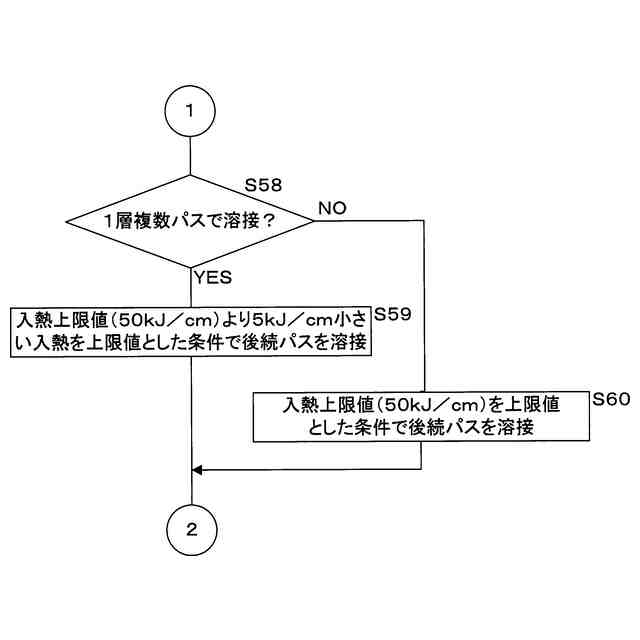
本実施形態2に係る多層盛り溶接方法の手順を示すフローチャートである。
本実施形態2に係る多層盛り溶接方法の手順を示すフローチャートである。
【発明を実施するための形態】
【0009】
本開示の実施形態に係る多層盛り溶接方法を、以下に図面を参照しつつ説明する。本実施形態に係る溶接方法は、GMA溶接、具体的には埋もれアーク溶接を用いた厚板の高入熱多層盛り溶接を実現する方法である。なお、本開示はこれらの例示に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。また、以下に記載する実施形態の少なくとも一部を任意に組み合わせてもよい。
【0010】
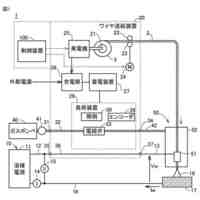
<アーク溶接装置>
図1は、本実施形態1に係る消耗電極式のアーク溶接装置の一構成を示す模式図である。本実施形態1に係るアーク溶接装置は、GMA(Gas Metal Arc)を行う溶接半自動溶接機であり、溶接電源1、トーチ2及びワイヤ送給装置3を備える。また、本実施形態1に係る多層盛り溶接方法を実施するための温度センサ6を用意する。温度センサ6は、多層盛り溶接におけるパス間温度、具体的には母材4の温度を検出するセンサである。温度センサ6は、半導体温度センサ、赤外線温度センサ、温度によって色が変化するシール又はチョーク等である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
移動体
16日前
株式会社ダイヘン
移動体
16日前
株式会社ダイヘン
搬送装置
1か月前
株式会社ダイヘン
電源装置
1か月前
株式会社ダイヘン
電源装置
1か月前
株式会社ダイヘン
端末装置
16日前
株式会社ダイヘン
電源装置
1か月前
株式会社ダイヘン
充電装置
9日前
株式会社ダイヘン
搬送装置
9日前
株式会社ダイヘン
可搬型端末
9日前
株式会社ダイヘン
充電システム
9日前
株式会社ダイヘン
干渉判定装置
9日前
株式会社ダイヘン
給電システム
1か月前
株式会社ダイヘン
レーザ加工装置
9日前
株式会社ダイヘン
レーザ加工装置
9日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
23日前
株式会社ダイヘン
2重シールドティグ溶接方法
17日前
株式会社ダイヘン
サブマージアーク溶接システム
2日前
株式会社ダイヘン
サブマージアーク溶接システム
2日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
23日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
17日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
17日前
株式会社ダイヘン
位置姿勢取得装置、及びプローブ
1か月前
株式会社ダイヘン
接合監視システムおよび測定方法
10日前
株式会社ダイヘン
溶接ワイヤ送給装置および溶接装置
29日前
株式会社ダイヘン
制御回路、および、三相力率改善装置
23日前
国立大学法人大阪大学
固相接合装置および固相接合方法
10日前
国立大学法人大阪大学
固相接合装置および不純物の除去方法
10日前
国立大学法人大阪大学
抵抗スポット接合方法及び抵抗スポット接合装置
10日前
個人
作業用治具
1か月前
個人
トーチノズル
1か月前
日東精工株式会社
検査装置
1か月前
個人
コンタクトチップ
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ