TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024126633
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023035157
出願日
2023-03-08
発明の名称
インサート成形機及びインサート成形方法
出願人
矢崎総業株式会社
代理人
弁理士法人虎ノ門知的財産事務所
主分類
B29C
45/14 20060101AFI20240912BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】原価を低く抑えること。
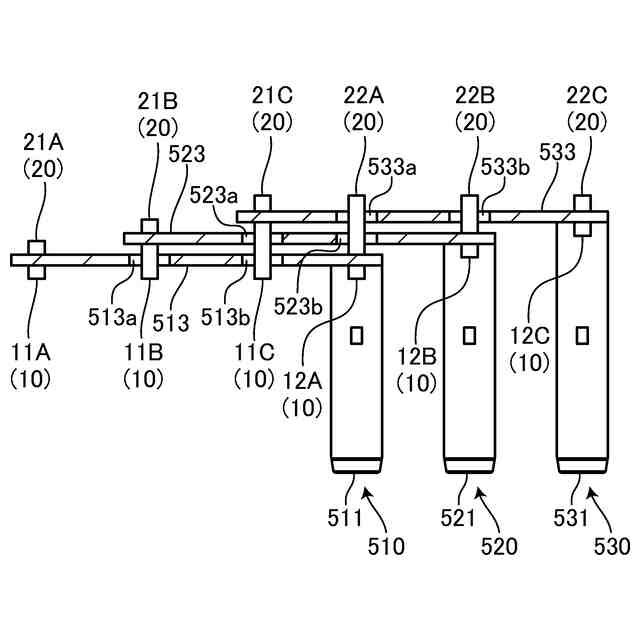
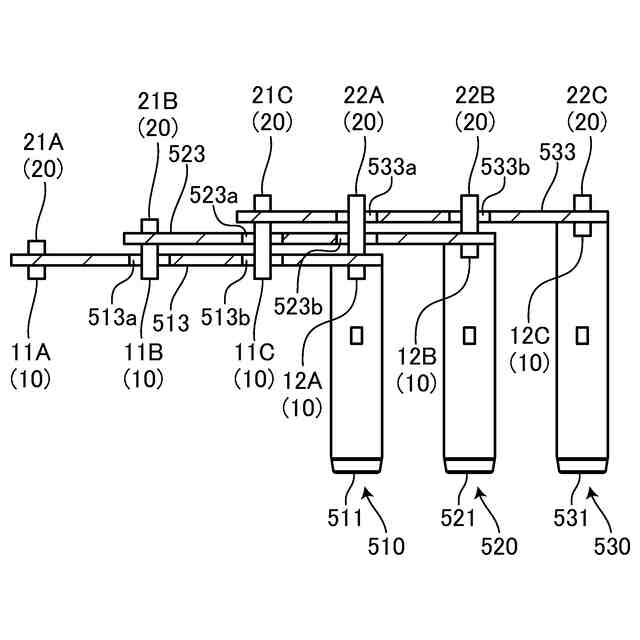
【解決手段】第1金型10と第2金型20の樹脂成形空間に連結部513,523,533を互いに間隔を空け且つ貫通孔の配列方向にずらして積層配置させ、第1金型の第1支持ピン11Aと第2金型の第1押えピン21Aの間及び第1金型の第2支持ピン12Aと貫通孔533a,523bに挿通させた第2金型の第2押えピン22Aの間で連結部513を挟み込み、貫通孔513aに挿通させた第1金型の第1支持ピン11Bと第2金型の第1押えピン21Bの間及び第1金型の第2支持ピン12Bと貫通孔533bに挿通させた第2金型の第2押えピン22Bの間で連結部523を挟み込み、貫通孔513b,523aに挿通させた第1金型の第1支持ピン11Cと第2金型の第1押えピン21Cの間及び第1金型の第2支持ピン12Cと第2金型の第2押えピン22Cの間で連結部533を挟み込むこと。
【選択図】図3
特許請求の範囲
【請求項1】
第1貫通孔及び第2貫通孔を有する連結部によって第1電気接続部及び第2電気接続部が繋がれた板状の第1から第3のバスバのそれぞれの前記連結部を互いに間隔を空け且つ前記第1貫通孔及び前記第2貫通孔の配列方向にずらして積層配置させる第1金型と、
それぞれの前記連結部を内在させる樹脂成形空間を前記第1金型との間で内方に形成する第2金型と、
前記樹脂成形空間に内在させたそれぞれの前記連結部に樹脂部をインサート成形するための液状の合成樹脂材料を前記樹脂成形空間に流し込む樹脂供給装置と、
を備え、
前記第1金型は、前記第1バスバの前記連結部に先端を突き当てる前記第1バスバ用の第1支持ピンと、前記第1バスバの前記連結部に先端を突き当てる前記第1バスバ用の第2支持ピンと、前記第1バスバの前記連結部の前記第1貫通孔に先端から挿通させ、かつ、前記第2バスバの前記連結部に先端を突き当てる前記第2バスバ用の第1支持ピンと、前記第2バスバの前記連結部に先端を突き当てる前記第2バスバ用の第2支持ピンと、前記第1バスバの前記連結部の前記第2貫通孔と前記第2バスバの前記連結部の前記第1貫通孔に先端から挿通させ、かつ、前記第3バスバの前記連結部に先端を突き当てる前記第3バスバ用の第1支持ピンと、前記第3バスバの前記連結部に先端を突き当てる前記第3バスバ用の第2支持ピンと、を有し、
前記第2金型は、前記第1バスバの前記連結部を前記第1バスバ用の前記第1支持ピンとの間に挟み込む前記第1バスバ用の第1押えピンと、前記第3バスバの前記第1貫通孔と前記第2バスバの前記第2貫通孔に先端から挿通させ、かつ、前記第1バスバの前記連結部を前記第1バスバ用の前記第2支持ピンとの間に挟み込む前記第1バスバ用の第2押えピンと、前記第2バスバの前記連結部を前記第2バスバ用の前記第1支持ピンとの間に挟み込む前記第2バスバ用の第1押えピンと、前記第3バスバの前記第2貫通孔に先端から挿通させ、かつ、前記第2バスバの前記連結部を前記第2バスバ用の前記第2支持ピンとの間に挟み込む前記第2バスバ用の第2押えピンと、前記第3バスバの前記連結部を前記第3バスバ用の前記第1支持ピンとの間に挟み込む前記第3バスバ用の第1押えピンと、前記第3バスバの前記連結部を前記第3バスバ用の前記第2支持ピンとの間に挟み込む前記第3バスバ用の第2押えピンと、を有することを特徴としたインサート成形機。
続きを表示(約 1,500 文字)
【請求項2】
前記第1金型は、それぞれの前記第1電気接続部を前記第1貫通孔及び前記第2貫通孔の配列方向にずらし、かつ、それぞれの前記第2電気接続部を前記第1貫通孔及び前記第2貫通孔の配列方向にずらして、それぞれの前記連結部を積層配置させることを特徴とした請求項1に記載のインサート成形機。
【請求項3】
第1貫通孔及び第2貫通孔を有する連結部によって第1電気接続部及び第2電気接続部が繋がれた板状の第1から第3のバスバのそれぞれの前記連結部を互いに間隔を空け且つ前記第1貫通孔及び前記第2貫通孔の配列方向にずらして第1金型に積層配置するバスバ設置工程と、
前記第1金型と第2金型とで形成される内方の樹脂成形空間にそれぞれの前記連結部を内在させ、かつ、前記第1金型における前記連結部毎の第1支持ピン及び第2支持ピンと前記第2金型における前記連結部毎の第1押えピン及び第2押えピンとでそれぞれの前記連結部を挟み込む金型設置工程と、
前記樹脂成形空間に液状の合成樹脂材料を流し込み、それぞれの前記連結部に樹脂部をインサート成形する成形工程と、
を有し、
前記バスバ設置工程では、前記第1バスバの前記連結部に前記第1バスバ用の前記第1支持ピンと前記第2支持ピンのそれぞれの先端を突き当てると共に、前記第1バスバの前記連結部の前記第1貫通孔と前記第2貫通孔に前記第2バスバ用の前記第1支持ピンと前記第3バスバ用の前記第1支持ピンを先端から各々挿通して前記第1バスバを設置し、かつ、前記第2バスバの前記連結部に前記第2バスバ用の前記第1支持ピンと前記第2支持ピンのそれぞれの先端を突き当てると共に、前記第2バスバの前記連結部の前記第1貫通孔に前記第3バスバ用の前記第1支持ピンを先端から挿通して前記第2バスバを設置し、前記第3バスバの前記連結部に前記第3バスバ用の前記第1支持ピンと前記第2支持ピンのそれぞれの先端を突き当てて前記第3バスバを設置して、互いに前記間隔を空け且つ前記第1貫通孔及び前記第2貫通孔の配列方向にずらしてそれぞれの前記連結部を積層配置し、
金型設置工程では、前記第1バスバ用の前記第1押えピンで前記第1バスバの前記連結部を前記第1バスバ用の前記第1支持ピンとの間に挟み込むと共に、前記第3バスバの前記第1貫通孔と前記第2バスバの前記第2貫通孔に先端から挿通させた前記第1バスバ用の前記第2押えピンで前記第1バスバの前記連結部を前記第1バスバ用の前記第2支持ピンとの間に挟み込み、かつ、前記第2バスバ用の前記第1押えピンで前記第2バスバの前記連結部を前記第2バスバ用の前記第1支持ピンとの間に挟み込むと共に、前記第3バスバの前記第2貫通孔に先端から挿通させた前記第2バスバ用の前記第2押えピンで前記第2バスバの前記連結部を前記第2バスバ用の前記第2支持ピンとの間に挟み込み、かつ、前記第3バスバ用の前記第1押えピンで前記第3バスバの前記連結部を前記第3バスバ用の前記第1支持ピンとの間に挟み込むと共に、前記第3バスバ用の前記第2押えピンで前記第3バスバの前記連結部を前記第3バスバ用の前記第2支持ピンとの間に挟み込むことを特徴としたインサート成形方法。
【請求項4】
前記バスバ設置工程では、それぞれの前記第1電気接続部を前記第1貫通孔及び前記第2貫通孔の配列方向にずらし、かつ、それぞれの前記第2電気接続部を前記第1貫通孔及び前記第2貫通孔の配列方向にずらして、それぞれの前記連結部を積層配置することを特徴とした請求項3に記載のインサート成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、インサート成形機及びインサート成形方法に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
従来、コネクタや中継器等の電気接続部品では、複数枚の板状のバスバを互いに隙間を空けて金型内に設置し、その金型内に流し込んだ液状の合成樹脂材料を固化させるインサート成形が採用されることがある。かかるインサート成形については、例えば、下記の特許文献1及び2に開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-034448号公報
特開2014-78406号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、電気接続部品においては、バスバ間の絶縁距離を確保するために、インサート成形に際してバスバ間の隙間を確保しておく必要がある。例えば、上記の特許文献1及び2には、インサート成形を行う際にバスバ間に樹脂製のスペーサを介在させることで、インサート成形後の電気接続部品でバスバ間の絶縁距離を確保すると云う技術が開示されている。しかしながら、この技術は、スペーサを別途用意した上で、これをインサート成形時にバスバに取り付けなければならず、生産性、延いては原価低減の観点で改善の余地がある。また、上記の特許文献2には、2枚の矩形の平板状のバスバの間に配置した中型でバスバ間における両端部の隙間を確保した上で、更に上下それぞれの金型に設けたピンでバスバ間における中央部の隙間を確保し、これにより、インサート成形後の電気接続部品でバスバ間の絶縁距離を確保すると云う技術が開示されている。しかしながら、この技術は、インサート成形を行う際に3つの金型が必要になり、生産性、延いては原価低減の観点で改善の余地がある。
【0005】
そこで、本発明は、原価を低く抑え得るインサート成形機及びインサート成形方法を提供することを、その目的とする。
【課題を解決するための手段】
【0006】
本発明に係るインサート成形機は、第1貫通孔及び第2貫通孔を有する連結部によって第1電気接続部及び第2電気接続部が繋がれた板状の第1から第3のバスバのそれぞれの前記連結部を互いに間隔を空け且つ前記第1貫通孔及び前記第2貫通孔の配列方向にずらして積層配置させる第1金型と、それぞれの前記連結部を内在させる樹脂成形空間を前記第1金型との間で内方に形成する第2金型と、前記樹脂成形空間に内在させたそれぞれの前記連結部に樹脂部をインサート成形するための液状の合成樹脂材料を前記樹脂成形空間に流し込む樹脂供給装置と、を備え、前記第1金型は、前記第1バスバの前記連結部に先端を突き当てる前記第1バスバ用の第1支持ピンと、前記第1バスバの前記連結部に先端を突き当てる前記第1バスバ用の第2支持ピンと、前記第1バスバの前記連結部の前記第1貫通孔に先端から挿通させ、かつ、前記第2バスバの前記連結部に先端を突き当てる前記第2バスバ用の第1支持ピンと、前記第2バスバの前記連結部に先端を突き当てる前記第2バスバ用の第2支持ピンと、前記第1バスバの前記連結部の前記第2貫通孔と前記第2バスバの前記連結部の前記第1貫通孔に先端から挿通させ、かつ、前記第3バスバの前記連結部に先端を突き当てる前記第3バスバ用の第1支持ピンと、前記第3バスバの前記連結部に先端を突き当てる前記第3バスバ用の第2支持ピンと、を有し、前記第2金型は、前記第1バスバの前記連結部を前記第1バスバ用の前記第1支持ピンとの間に挟み込む前記第1バスバ用の第1押えピンと、前記第3バスバの前記第1貫通孔と前記第2バスバの前記第2貫通孔に先端から挿通させ、かつ、前記第1バスバの前記連結部を前記第1バスバ用の前記第2支持ピンとの間に挟み込む前記第1バスバ用の第2押えピンと、前記第2バスバの前記連結部を前記第2バスバ用の前記第1支持ピンとの間に挟み込む前記第2バスバ用の第1押えピンと、前記第3バスバの前記第2貫通孔に先端から挿通させ、かつ、前記第2バスバの前記連結部を前記第2バスバ用の前記第2支持ピンとの間に挟み込む前記第2バスバ用の第2押えピンと、前記第3バスバの前記連結部を前記第3バスバ用の前記第1支持ピンとの間に挟み込む前記第3バスバ用の第1押えピンと、前記第3バスバの前記連結部を前記第3バスバ用の前記第2支持ピンとの間に挟み込む前記第3バスバ用の第2押えピンと、を有することを特徴としている。
【0007】
また、本発明に係るインサート成形方法は、第1貫通孔及び第2貫通孔を有する連結部によって第1電気接続部及び第2電気接続部が繋がれた板状の第1から第3のバスバのそれぞれの前記連結部を互いに間隔を空け且つ前記第1貫通孔及び前記第2貫通孔の配列方向にずらして第1金型に積層配置するバスバ設置工程と、前記第1金型と第2金型とで形成される内方の樹脂成形空間にそれぞれの前記連結部を内在させ、かつ、前記第1金型における前記連結部毎の第1支持ピン及び第2支持ピンと前記第2金型における前記連結部毎の第1押えピン及び第2押えピンとでそれぞれの前記連結部を挟み込む金型設置工程と、前記樹脂成形空間に液状の合成樹脂材料を流し込み、それぞれの前記連結部に樹脂部をインサート成形する成形工程と、を有し、前記バスバ設置工程では、前記第1バスバの前記連結部に前記第1バスバ用の前記第1支持ピンと前記第2支持ピンのそれぞれの先端を突き当てると共に、前記第1バスバの前記連結部の前記第1貫通孔と前記第2貫通孔に前記第2バスバ用の前記第1支持ピンと前記第3バスバ用の前記第1支持ピンを先端から各々挿通して前記第1バスバを設置し、かつ、前記第2バスバの前記連結部に前記第2バスバ用の前記第1支持ピンと前記第2支持ピンのそれぞれの先端を突き当てると共に、前記第2バスバの前記連結部の前記第1貫通孔に前記第3バスバ用の前記第1支持ピンを先端から挿通して前記第2バスバを設置し、前記第3バスバの前記連結部に前記第3バスバ用の前記第1支持ピンと前記第2支持ピンのそれぞれの先端を突き当てて前記第3バスバを設置して、互いに前記間隔を空け且つ前記第1貫通孔及び前記第2貫通孔の配列方向にずらしてそれぞれの前記連結部を積層配置し、金型設置工程では、前記第1バスバ用の前記第1押えピンで前記第1バスバの前記連結部を前記第1バスバ用の前記第1支持ピンとの間に挟み込むと共に、前記第3バスバの前記第1貫通孔と前記第2バスバの前記第2貫通孔に先端から挿通させた前記第1バスバ用の前記第2押えピンで前記第1バスバの前記連結部を前記第1バスバ用の前記第2支持ピンとの間に挟み込み、かつ、前記第2バスバ用の前記第1押えピンで前記第2バスバの前記連結部を前記第2バスバ用の前記第1支持ピンとの間に挟み込むと共に、前記第3バスバの前記第2貫通孔に先端から挿通させた前記第2バスバ用の前記第2押えピンで前記第2バスバの前記連結部を前記第2バスバ用の前記第2支持ピンとの間に挟み込み、かつ、前記第3バスバ用の前記第1押えピンで前記第3バスバの前記連結部を前記第3バスバ用の前記第1支持ピンとの間に挟み込むと共に、前記第3バスバ用の前記第2押えピンで前記第3バスバの前記連結部を前記第3バスバ用の前記第2支持ピンとの間に挟み込むことを特徴としている。
【発明の効果】
【0008】
本発明に係るインサート成形機及びインサート成形方法においては、第1金型と第2金型によって第1から第3のバスバに樹脂部がインサート成形されるので、原価を低く抑えて第1から第3のバスバにおける互いの絶縁距離を確保することができる。
【図面の簡単な説明】
【0009】
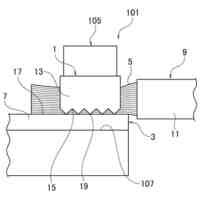
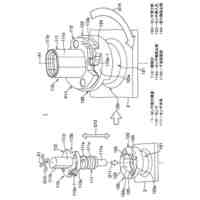
図1は、実施形態のインサート成形機及びインサート成形方法で作り出された電気接続部品を第1金型及び第2金型の模式図と共に説明する平面図である。
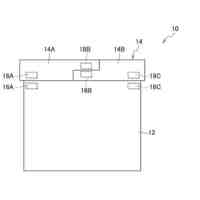
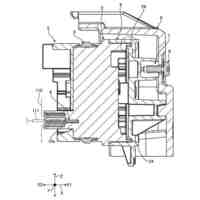
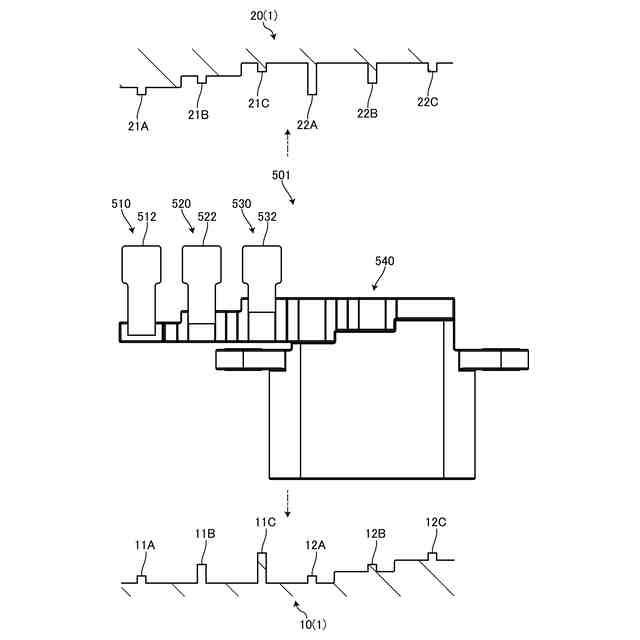
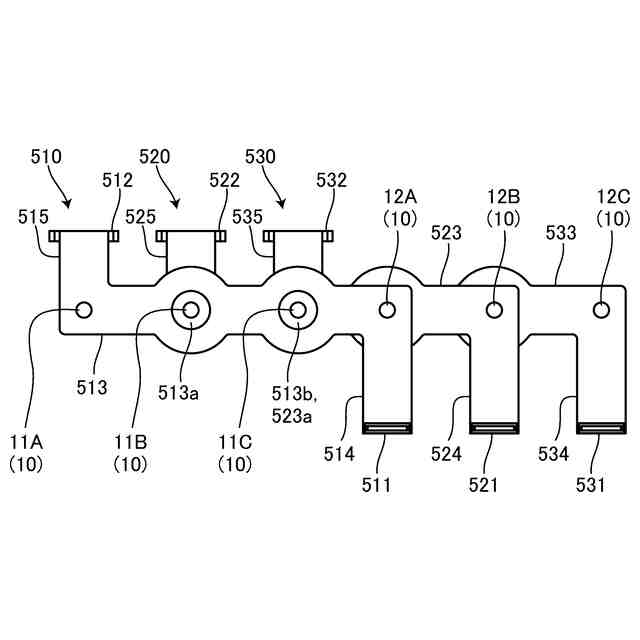
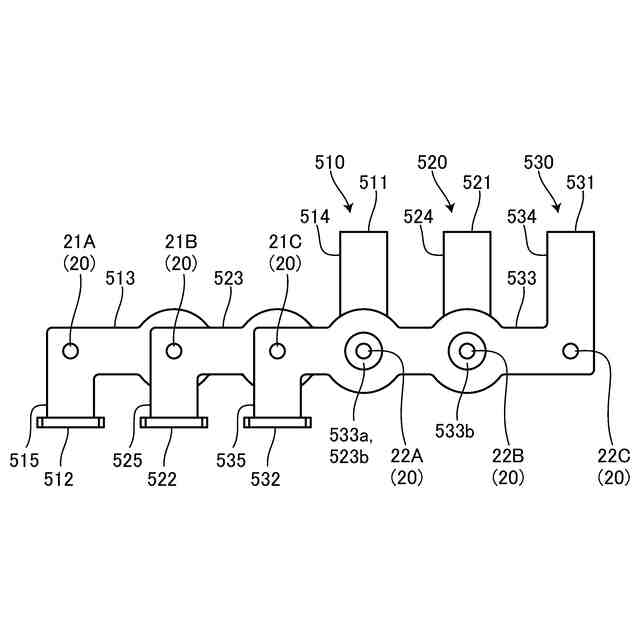
図2は、第1金型と第2金型で挟まれたバスバについて説明する平面図である。
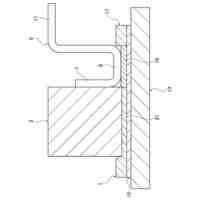
図3は、第1金型と第2金型で挟まれたバスバについて説明する断面図である。
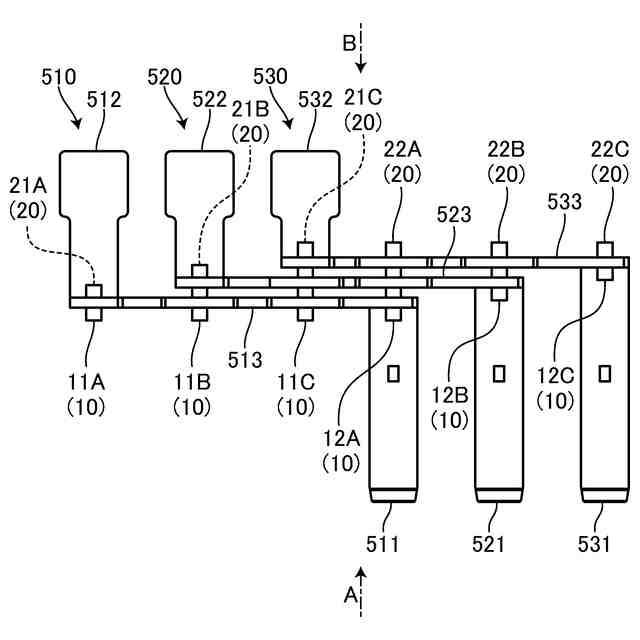
図4は、第1金型と第2金型で挟まれたバスバを図2の矢印Aの方向に見た説明図である。
図5は、第1金型と第2金型で挟まれたバスバを図2の矢印Bの方向に見た説明図である。
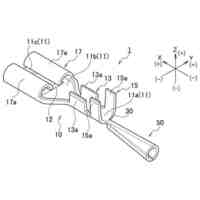
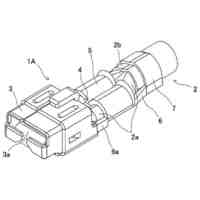
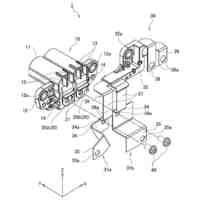
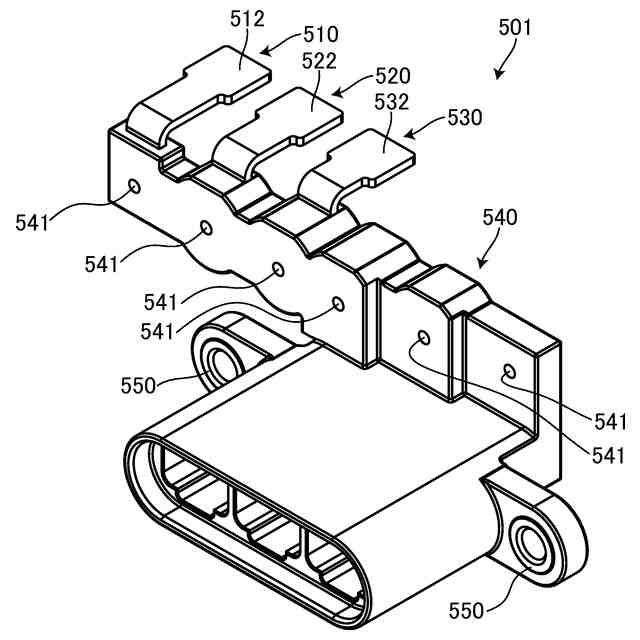
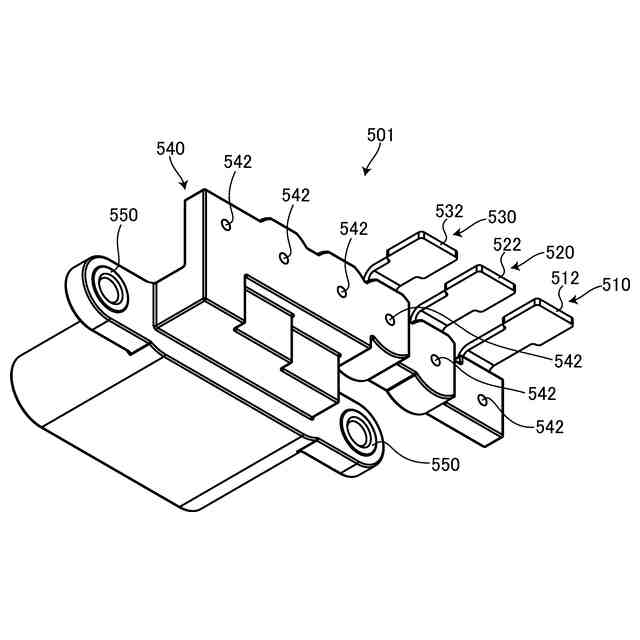
図6は、実施形態のインサート成形機及びインサート成形方法で作り出された電気接続部品の斜視図である。
図7は、実施形態のインサート成形機及びインサート成形方法で作り出された電気接続部品を別角度から見た斜視図である。
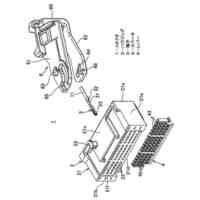
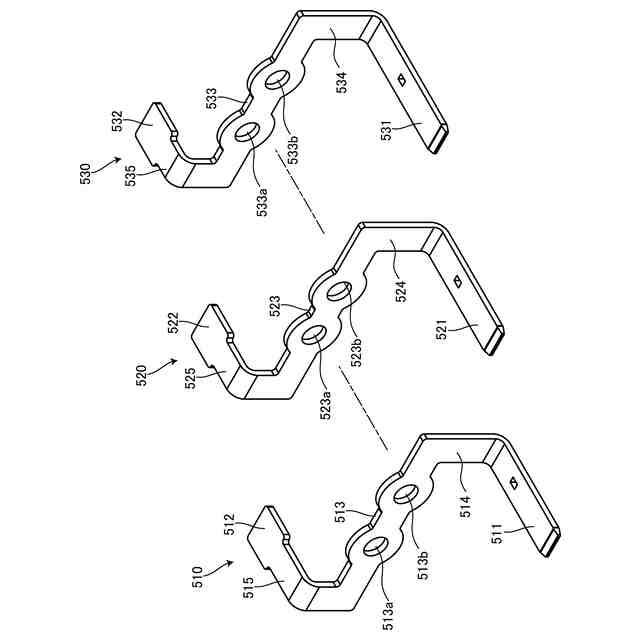
図8は、それぞれのバスバを示す斜視図である。
【発明を実施するための形態】
【0010】
以下に、本発明に係るインサート成形機及びインサート成形方法の実施形態を図面に基づいて詳細に説明する。尚、この実施形態によりこの発明が限定されるものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
矢崎総業株式会社
端子
25日前
矢崎総業株式会社
配線板
23日前
矢崎総業株式会社
スペーサ
10日前
矢崎総業株式会社
保持装置
25日前
矢崎総業株式会社
コネクタ
24日前
矢崎総業株式会社
コネクタ
25日前
矢崎総業株式会社
コネクタ
10日前
矢崎総業株式会社
接続端子
11日前
矢崎総業株式会社
接続端子
17日前
矢崎総業株式会社
コネクタ
25日前
矢崎総業株式会社
コネクタ
17日前
矢崎総業株式会社
コネクタ
10日前
矢崎総業株式会社
コネクタ
3日前
矢崎総業株式会社
コネクタ
3日前
矢崎総業株式会社
伝熱部材
25日前
矢崎総業株式会社
コネクタ
24日前
矢崎総業株式会社
電気接続箱
5日前
矢崎総業株式会社
照明ユニット
10日前
矢崎総業株式会社
防水コネクタ
17日前
矢崎総業株式会社
照明ユニット
10日前
矢崎総業株式会社
電源システム
25日前
矢崎総業株式会社
照明ユニット
10日前
矢崎総業株式会社
表示制御装置
18日前
矢崎総業株式会社
制御システム
17日前
矢崎総業株式会社
アンテナ装置
3日前
矢崎総業株式会社
コネクタ構造
16日前
矢崎総業株式会社
電源制御装置
25日前
矢崎総業株式会社
コネクタ構造
17日前
矢崎総業株式会社
端子接合用治具
17日前
矢崎総業株式会社
コネクタカバー
10日前
矢崎総業株式会社
筐体及びカバー
3日前
矢崎総業株式会社
ワイヤハーネス
24日前
矢崎総業株式会社
端子台ユニット
10日前
矢崎総業株式会社
ワイヤハーネス
24日前
矢崎総業株式会社
光伝送システム
25日前
矢崎総業株式会社
センサ取付構造
10日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ