TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024125619
公報種別
公開特許公報(A)
公開日
2024-09-19
出願番号
2023033552
出願日
2023-03-06
発明の名称
パイプベンダー
出願人
トヨタ自動車株式会社
代理人
弁理士法人YKI国際特許事務所
主分類
B21D
7/025 20060101AFI20240911BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】径の異なる金属パイプに対応可能な金型を備えた、パイプベンダーを提供する。
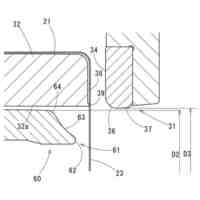
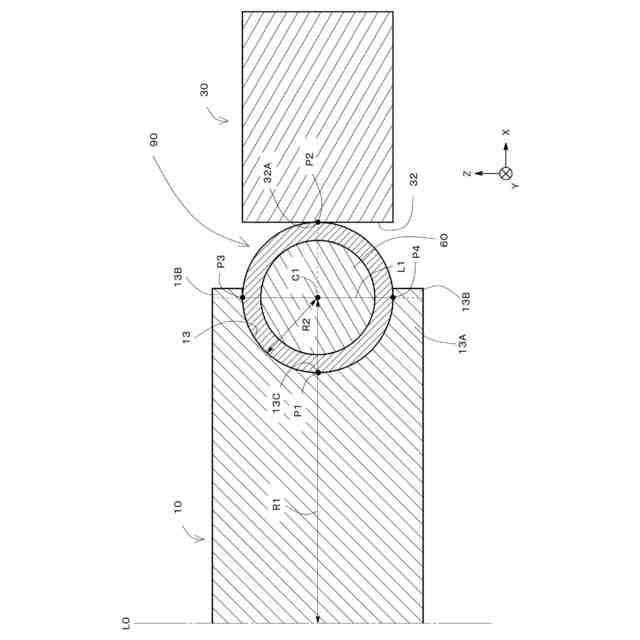
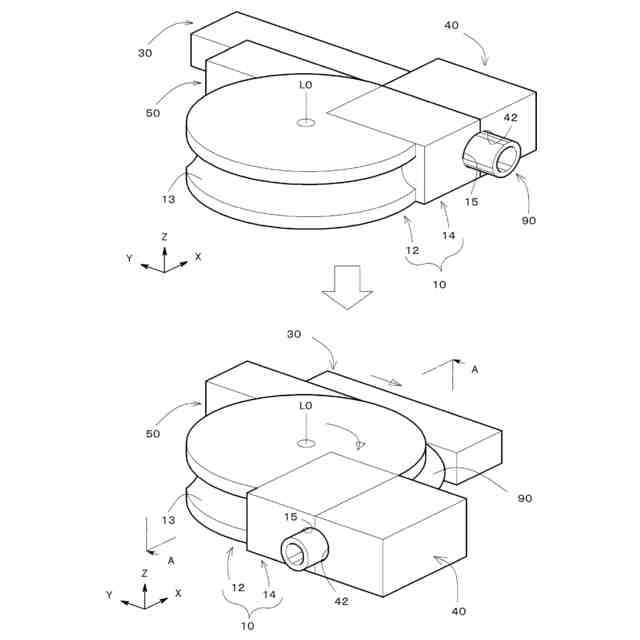
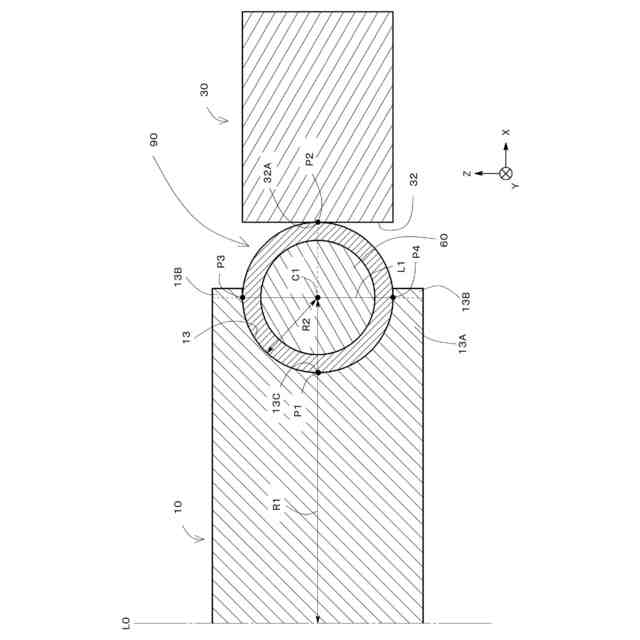
【解決手段】ベンドダイ10の外周面には、金属パイプ90を支持する支持溝13が形成される。支持溝13の深さは、金属パイプ90の断面半径を超過する。プレッシャーダイ30には、金属パイプ90と当接する当接面32が形成される。この当接面32は、曲げ半径R1方向に沿って支持溝13と対向する。さらに、支持溝13の、溝幅方向に沿った中央部分13C、及び、曲げ半径R1方向に沿って中央部分13Cと対向する対向部分32Aの、少なくとも一方の、金属パイプ90の中心軸C1に対する垂直断面形状が、直線形状である。
【選択図】図7
特許請求の範囲
【請求項1】
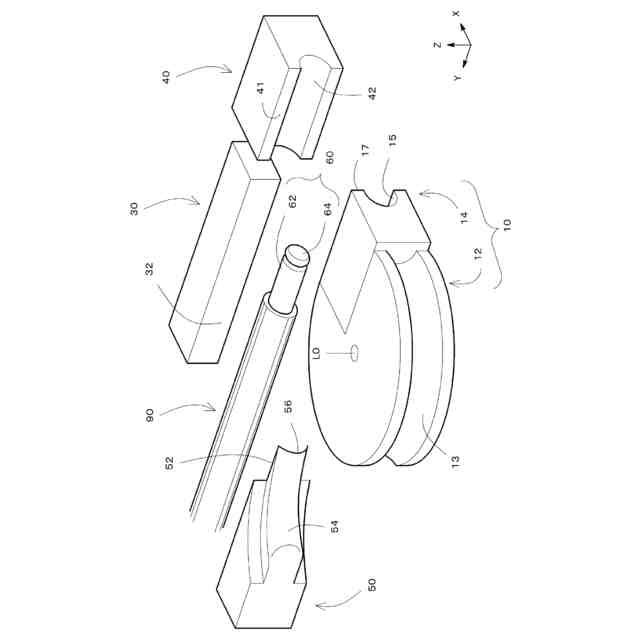
金属パイプをドローベンディング方式で曲げ加工する、パイプベンダーであって、
曲げ中心軸周りに回転するとともに、前記金属パイプの、曲げ半径方向に沿った内周側を支持する、円盤形状のベンドダイと、
前記金属パイプの、曲げ半径方向に沿った外周側を支持する、プレッシャーダイと、
を備え、
前記ベンドダイの外周面には、前記金属パイプを支持する支持溝が形成され、
前記支持溝の深さは、前記金属パイプの断面半径を超過し、
前記プレッシャーダイには、曲げ半径方向に沿って前記支持溝と対向し、前記金属パイプと当接する当接面が形成され、
前記支持溝の、溝幅方向に沿った中央部分、及び、曲げ半径方向に沿って前記中央部分と対向する前記当接面の対向部分の、少なくとも一方の、前記金属パイプの中心軸に対する垂直断面形状が、直線形状である、
パイプベンダー。
続きを表示(約 660 文字)
【請求項2】
請求項1に記載のパイプベンダーであって、
前記プレッシャーダイの前記当接面が平面形状である、
パイプベンダー。
【請求項3】
請求項1または2に記載のパイプベンダーであって、
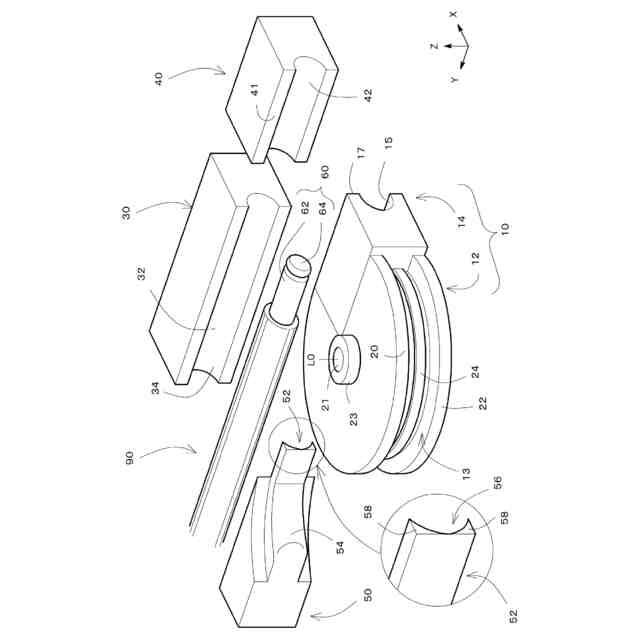
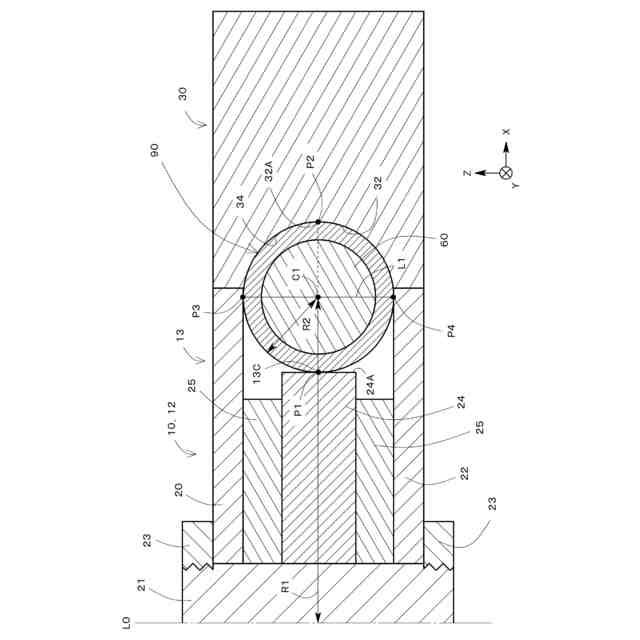
前記ベンドダイは、前記支持溝の一対の側壁となる上ベースリング及び下ベースリングを備え、
さらに前記ベンドダイは、前記上ベースリング及び前記下ベースリングの間に配置される中間リングを備え、
前記中間リングは、前記上ベースリング及び前記下ベースリングよりも小径であって、
前記中間リングの外周面の、前記金属パイプの中心軸に対する垂直断面形状が、直線形状である、
パイプベンダー。
【請求項4】
請求項3に記載のパイプベンダーであって、
前記上ベースリングと前記中間リングの間、及び、前記下ベースリングと前記中間リングの間のそれぞれに、スペーサリングが配置され、
それぞれの前記スペーサリングは、前記中間リングよりも小径である、
パイプベンダー。
【請求項5】
請求項4に記載のパイプベンダーであって、
前記金属パイプの送り方向に沿って、前記ベンドダイの上流に接続されるワイパーダイを備え、
前記ワイパーダイには、前記ベンドダイの前記支持溝に接続される送り溝が設けられ、
前記送り溝の、前記支持溝に接続する先端部分は、溝幅方向両端に肉厚部分を備える、
パイプベンダー。
発明の詳細な説明
【技術分野】
【0001】
本明細書では、パイプベンダーが開示される。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
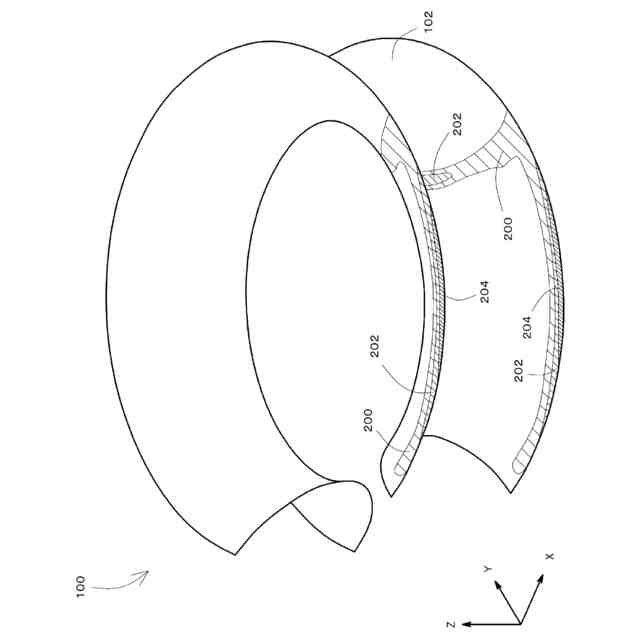
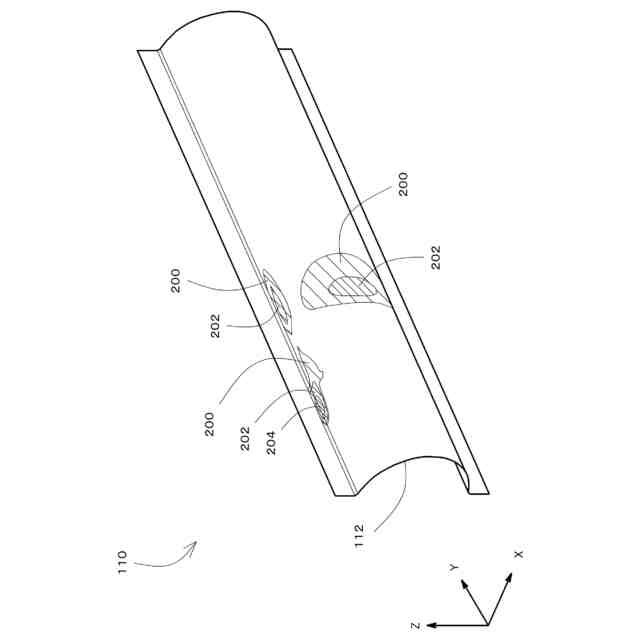
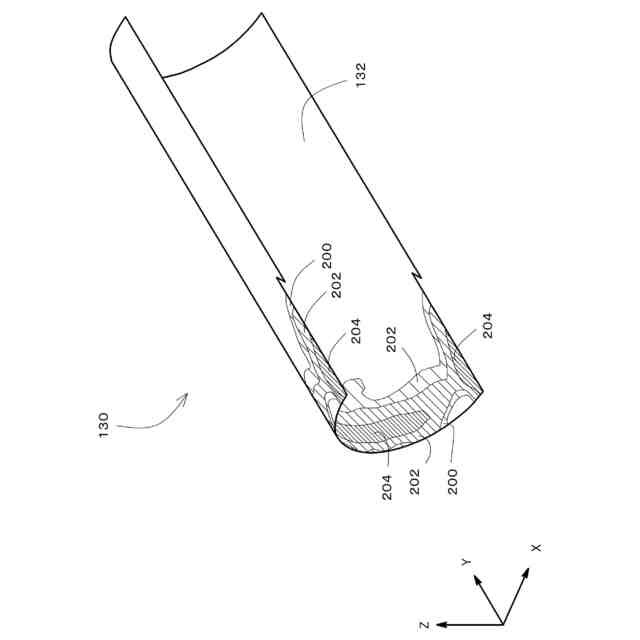
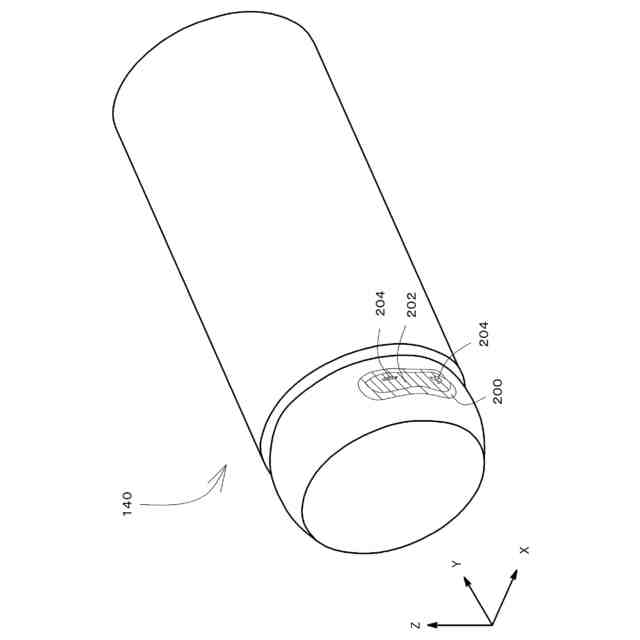
パイプベンダーは、金属パイプを曲げ加工する装置である。例えば、特許文献1に開示されたパイプベンダーは、ロータリードローベンディング方式により曲げ加工を行う。パイプベンダーは複数の金型を備える。図12に例示されるように、ロータリードローベンディング方式のパイプベンダーは、ベンドダイ100、プレッシャーダイ110、クランプダイ120、ワイパーダイ130、及びマンドレル140といった金型が用いられる。
【0003】
ベンドダイ100は円盤形状のディスク101を備える。またベンドダイ100はディスク101の接線方向に延伸するインサート104を備える。ディスク101及びインサート104には、断面円弧形状の支持溝102,106が形成される。さらにワイパーダイ130に送り溝132が形成される。送り溝132は、支持溝102に接続される。またプレッシャーダイ110及びクランプダイ120には、断面円弧形状の支持溝112,122が形成される。支持溝112は、支持溝102及び送り溝132に対向する。支持溝122は支持溝106に対向する。
【0004】
金属パイプ150の先端部分について、インサート104の支持溝106及びクランプダイ120の支持溝122に、金属パイプ150の全周が支持される。金属パイプ150の上流部分について、ディスク101の支持溝102及びワイパーダイ130の送り溝132と、プレッシャーダイ110の支持溝112に、金属パイプ150の全周が支持される。
【0005】
このようにして、金属パイプ150の曲げ半径方向外側が、クランプダイ120及びプレッシャーダイ110に支持される。さらに金属パイプ150の曲げ半径方向内側が、ベンドダイ100及びワイパーダイ130に支持される。さらに金属パイプ150内にはマンドレル140が挿入される。
【0006】
曲げ加工の際には、ベンドダイ100が曲げ中心軸L100周りに回転する。クランプダイ120は金属パイプ150を支持したまま、ベンドダイ100と同期して曲げ中心軸L100周りに回転する。この回転に併せて、金属パイプ150が上流から引き出される。さらにプレッシャーダイ110は、曲げ半径方向外側から金属パイプ150を支持した状態で、金属パイプ150の延伸方向に沿って直線移動する。
【先行技術文献】
【特許文献】
【0007】
特開2019-51532号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、従来のパイプベンダーにおいては、ベンドダイ及びプレッシャーダイによって、金属パイプの全周が支持される。したがって従来のパイプベンダーでは、金属パイプの径に応じて、支持溝の円弧径の異なる複数種類のベンドダイ及びプレッシャーダイを揃える必要がある。
【0009】
そこで本明細書では、径の異なる金属パイプに対応可能な金型を備えた、パイプベンダーが開示される。
【課題を解決するための手段】
【0010】
本明細書で開示されるパイプベンダーは、金属パイプをドローベンディング方式で曲げ加工する。このパイプベンダーは、ベンドダイ及びプレッシャーダイを備える。ベンドダイは、円盤形状であって、曲げ中心軸周りに回転する。さらにベンドダイは、金属パイプの、曲げ半径方向に沿った内周側を支持する。プレッシャーダイは、金属パイプの、曲げ半径方向に沿った外周側を支持する。ベンドダイの外周面には、金属パイプを支持する支持溝が形成される。支持溝の深さは、金属パイプの断面半径を超過する。プレッシャーダイには、金属パイプと当接する当接面が形成される。この当接面は、曲げ半径方向に沿って支持溝と対向する。さらに、支持溝の、溝幅方向に沿った中央部分、及び、曲げ半径方向に沿って中央部分と対向する当接面の対向部分の、少なくとも一方の、金属パイプの中心軸に対する垂直断面形状が、直線形状である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
2か月前
株式会社プロテリアル
熱間鍛造用金型
20日前
トヨタ自動車株式会社
交換装置
4か月前
トヨタ自動車株式会社
プレス装置
4か月前
トヨタ自動車株式会社
プレス金型
1か月前
トヨタ自動車株式会社
鍛造加工装置
3か月前
トヨタ紡織株式会社
金型装置
1か月前
株式会社ゴーシュー
歯車素材
13日前
大裕株式会社
鋼矢板の矯正装置
2か月前
トヨタ自動車株式会社
プレス成型方法
3か月前
石田鉄工株式会社
格子状製品の製造方法
1か月前
日産自動車株式会社
逐次成形方法
10日前
株式会社小矢部精機
膜厚制御装置
2か月前
株式会社リード
金属管曲げ型
3か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
6日前
A株式会社
接合部材、及び、骨組み構造体
6日前
株式会社不二越
歯車転造加工ユニット
3か月前
村田機械株式会社
上型ホルダ及びプレス機械
2か月前
冨士発條株式会社
プレス成形方法
4か月前
大同特殊鋼株式会社
鋼種判別装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
5か月前
ニデック株式会社
金型及び打ち抜き方法
1か月前
冨士発條株式会社
トリミング装置
17日前
ダイハツ工業株式会社
曲げ加工装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
ニデック株式会社
金型及びプレス加工装置
1か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
3か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
3か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
5か月前
旭サナック株式会社
圧造機
4か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
23日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ