TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024120256
公報種別
公開特許公報(A)
公開日
2024-09-05
出願番号
2023026927
出願日
2023-02-24
発明の名称
コネクタ接続装置
出願人
トヨタ車体株式会社
代理人
弁理士法人あいち国際特許事務所
主分類
B21D
37/04 20060101AFI20240829BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】一対のコネクタを接続不良の発生を抑えて円滑に接続できるコネクタ接続装置を提供する。
【解決手段】コネクタ接続装置1は、第1コネクタ11を有する第1ベース10と、第2コネクタ21を有する第2ベース20と、保持機構部30と、駆動機構部40と、を備え、第1ベース10にコネクタピン12が設けられ、保持機構部30にガイドピン33が設けられ、第2ベース20にコネクタピンホール22及びガイドピンホール23が設けられており、ガイドピン33は、第1ベース10が駆動機構部40によってコネクタ接続方向X1に移動するとき、コネクタピンホール22へのコネクタピン12の挿入開始前にガイドピンホール23への挿入を開始し、コネクタピン12をそのピン先端12aがコネクタピンホール22の開口範囲内に収まって挿入されるようにガイドする。
【選択図】図8
特許請求の範囲
【請求項1】
第1コネクタを有する第1ベースと、
第2コネクタを有する第2ベースと、
上記第1ベースと上記第2ベースをコネクタ接続方向に相対移動させる駆動機構部と、
上記第1ベースと上記第2ベースのうちのいずれか一方を他方に対して上記コネクタ接続方向と直交する方向に位置ズレ吸収可能に保持する保持機構部と、
を備え、
上記第1ベースには円錐形状を有するコネクタピンが上記第2ベースに向けて突出するように設けられ、上記保持機構部にはガイドピンが上記第2ベースに向けて突出するように設けられ、上記第2ベースには上記コネクタピンを挿入可能なコネクタピンホールと、上記ガイドピンを挿入可能なガイドピンホールと、が設けられており、上記ガイドピン及び上記コネクタピンの挿入完了時に上記第1コネクタと上記第2コネクタが互いに接続されるように構成されており、
上記ガイドピンは、上記第1ベースと上記第2ベースが上記駆動機構部によって上記コネクタ接続方向に相対移動するとき、上記コネクタピンホールへの上記コネクタピンの挿入開始前に上記ガイドピンホールへの挿入を開始し、上記コネクタピンをそのピン先端が上記コネクタピンホールの開口範囲内に収まって挿入されるようにガイドする、コネクタ接続装置。
続きを表示(約 470 文字)
【請求項2】
上記第1ベースには、上記第1コネクタを挟んでその両側に上記コネクタピンが設けられ、上記保持機構部には、上記第1ベースの2つの上記コネクタピンを挟んでその両側に上記ガイドピンが設けられている、請求項1に記載のコネクタ接続装置。
【請求項3】
上記第1ベースは、プレス加工機の下部ユニットに設けられ、上記第2ベースは、上記プレス加工機に金型を搬入出可能なボルスターに設けられており、上記ボルスターが上記プレス加工機に対して搬入位置にセットされた状態で、上記駆動機構部が上記第1ベースと上記第2ベースを上記コネクタ接続方向に相対移動させるように構成されている、請求項1または2に記載のコネクタ接続装置。
【請求項4】
上記ボルスターが上記プレス加工機への上記金型の搬入を開始してから上記第1コネクタと上記第2コネクタが互いに接続されるまでの間の所定期間に、上記第1コネクタと上記第2コネクタの少なくとも一方に向けてエアを噴射するエア噴射部を備える、請求項3に記載のコネクタ接続装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コネクタ接続装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
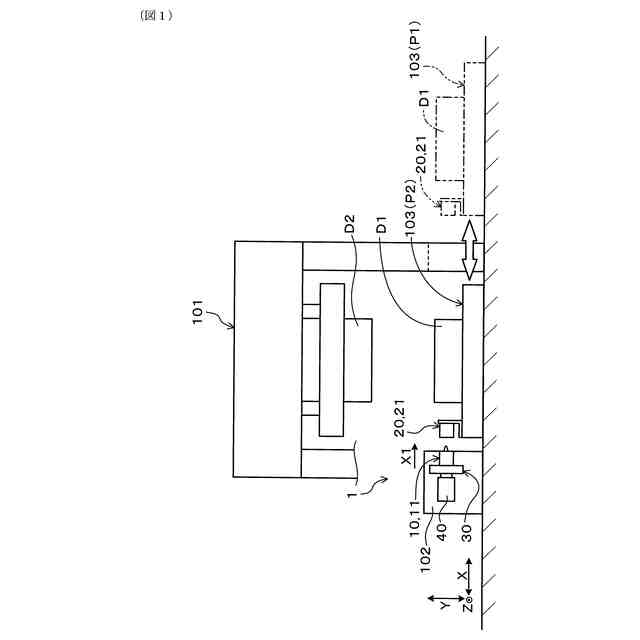
下記特許文献1には、金型交換装置が開示されている。この種の金型交換装置として、プレス加工を行うプレス加工機に下側の金型を搬入出するためのボルスターを備えるものが知られている。ボルスターをプレス加工機に対して金型の搬入位置にセットした後、プレス加工機側に設けられている一方のコネクタベースを、ボルスターに設けられている他方のコネクタベースに向けてアクチュエータで駆動する。これにより、一方のコネクタベースのコネクタを他方のコネクタベースのコネクタに自動的に密着させて電気的に接続することができる。
【先行技術文献】
【特許文献】
【0003】
特開2020-22994号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、プレス加工機のような設備では、振動等の影響によって一対のコネクタの間に位置ズレが生じ易く、この位置ズレによってコネクタの接続不良が発生するという問題を抱えている。また、このような問題は、プレス加工機以外の設備においても同様に起こり得る。
【0005】
本発明は、かかる課題に鑑みてなされたものであり、一対のコネクタを接続不良の発生を抑えて円滑に接続できるコネクタ接続装置を提供する。
【課題を解決するための手段】
【0006】
本発明の一態様は、
第1コネクタを有する第1ベースと、
第2コネクタを有する第2ベースと、
上記第1ベースと上記第2ベースをコネクタ接続方向に相対移動させる駆動機構部と、
上記第1ベースと上記第2ベースのうちのいずれか一方を他方に対して上記コネクタ接続方向と直交する方向に位置ズレ吸収可能に保持する保持機構部と、
を備え、
上記第1ベースには円錐形状を有するコネクタピンが上記第2ベースに向けて突出するように設けられ、上記保持機構部にはガイドピンが上記第2ベースに向けて突出するように設けられ、上記第2ベースには上記コネクタピンを挿入可能なコネクタピンホールと、上記ガイドピンを挿入可能なガイドピンホールと、が設けられており、上記ガイドピン及び上記コネクタピンの挿入完了時に上記第1コネクタと上記第2コネクタが互いに接続されるように構成されており、
上記ガイドピンは、上記第1ベースと上記第2ベースが上記駆動機構部によって上記コネクタ接続方向に相対移動するとき、上記コネクタピンホールへの上記コネクタピンの挿入開始前に上記ガイドピンホールへの挿入を開始し、上記コネクタピンをそのピン先端が上記コネクタピンホールの開口範囲内に収まって挿入されるようにガイドする、コネクタ接続装置、
にある。
【発明の効果】
【0007】
上述の態様のコネクタ接続装置において、第1コネクタを有する第1ベースと、第2コネクタを有する第2ベースは、駆動機構部によってコネクタ接続方向に相対移動する。このとき、第1ベースと第2ベースとの間の、コネクタ接続方向と直交する方向の位置ズレは、保持機構部の機能によって吸収されるようになっている。このとき、ガイドピンは、コネクタピンホールへの円錐形状のコネクタピンの挿入開始前にガイドピンホールへの挿入を開始し、これによりコネクタピンをそのピン先端がコネクタピンホールの開口範囲内に収まって挿入されるようにガイドする機能を果たす。
【0008】
上記構成のコネクタ接続装置によれば、コネクタピンがコネクタピンホールに対してコネクタ接続方向と直交する方向に位置ズレしている場合でも、ガイドピンによるガイド機能によってコネクタピンのピン先端をコネクタピンホールの開口範囲内にガイドすることができる。その後、このコネクタピンは、保持機構部による位置ズレ吸収機能によって、その軸線がコネクタピンホールの軸線に合うようにコネクタピンホールに挿入される。そして、第1コネクタと第2コネクタは、ガイドピン及びコネクタピンの挿入完了時に予定の接続位置で互いに接続される。これにより、第1コネクタと第2コネクタの位置ズレによって、コネクタピンがコネクタピンホールに対して芯ズレしている場合であっても、第1コネクタと第2コネクタを確実に接続することができる。また、駆動機構部を使用して第1ベースと第2ベースをコネクタ接続方向に相対移動させることにより、第1コネクタと第2コネクタの接続を自動で円滑に行うことができる。
【0009】
以上のごとく、上述の態様によれば、一対のコネクタを接続不良の発生を抑えて円滑に接続できるコネクタ接続装置を提供することが可能になる。
【図面の簡単な説明】
【0010】
実施形態1にかかるプレス加工機の構成を示す側面図。
実施形態1のコネクタ接続装置の第1ベース及び保持機構部の斜視図。
図2を矢印A方向からみた正面図。
図3のIV-IV線矢視断面図。
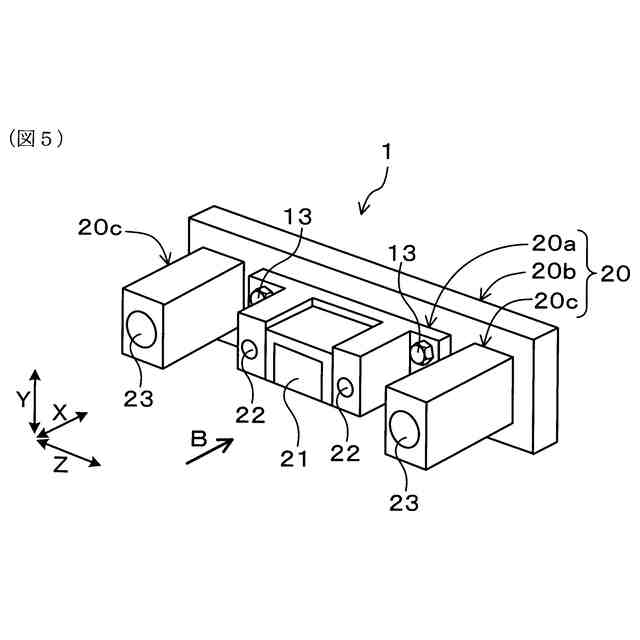
実施形態1のコネクタ接続装置の第2ベースの斜視図。
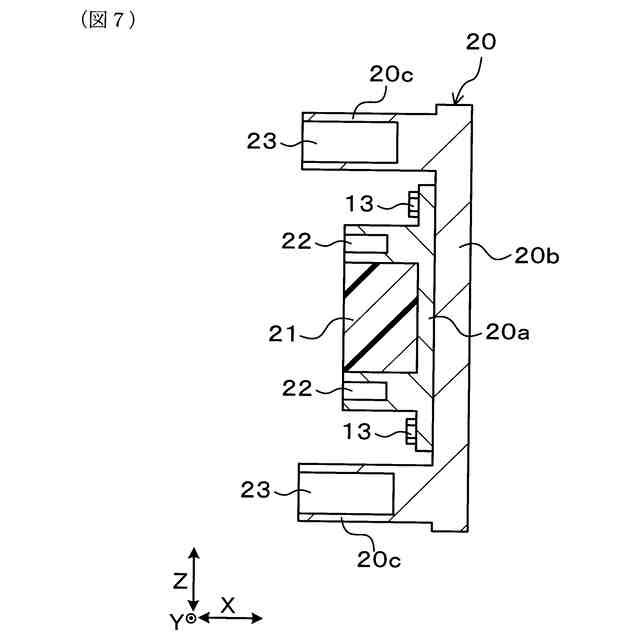
図5を矢印B方向からみた正面図。
図6のVII-VII線矢視断面図。
実施形態1のコネクタ接続装置を第1ベース及び第2ベースがそれぞれの第1位置にある待機状態にて示す図。
図8中の第1ベースが第1位置から第2位置まで移動したときの様子を示す図。
図9中の第1ベースが第2位置から第3位置まで移動したときの様子を示す図。
図10中の第1ベースが第3位置からコネクタ接続位置まで移動したときの様子を示す図。
実施形態2のコネクタ接続装置を第1ベース及び第2ベースがそれぞれの第1位置にある待機状態にて示す図。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
3か月前
個人
鋼線材の高減面率延伸装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
16日前
村田機械株式会社
プレス機械
9日前
株式会社プロテリアル
熱間鍛造用金型
1か月前
トヨタ自動車株式会社
プレス金型
2か月前
株式会社ゴーシュー
歯車素材
1か月前
トヨタ紡織株式会社
金型装置
1か月前
トヨタ自動車株式会社
鍛造加工装置
4か月前
トヨタ自動車株式会社
プレス成型方法
3か月前
日伸工業株式会社
加工システム
3日前
大裕株式会社
鋼矢板の矯正装置
3か月前
石田鉄工株式会社
格子状製品の製造方法
2か月前
株式会社小矢部精機
膜厚制御装置
3か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
29日前
株式会社リード
金属管曲げ型
4か月前
A株式会社
接合部材、及び、骨組み構造体
29日前
村田機械株式会社
上型ホルダ及びプレス機械
3か月前
株式会社不二越
歯車転造加工ユニット
4か月前
株式会社不二越
転造加工用鋼製平ダイス
1日前
冨士発條株式会社
トリミング装置
1か月前
大同特殊鋼株式会社
鋼種判別装置
3か月前
ニデック株式会社
金型及び打ち抜き方法
1か月前
大同特殊鋼株式会社
横型鍛造装置
9日前
ダイハツ工業株式会社
曲げ加工装置
2か月前
ダイハツ工業株式会社
曲げ加工装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
神鋼鋼線工業株式会社
ばね用線材
3か月前
ニデック株式会社
金型及びプレス加工装置
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
22日前
株式会社ヤマナカゴーキン
ダイセット装置
22日前
トヨタ紡織株式会社
カシメ装置
9日前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
2か月前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
4か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ


































