TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024118682
公報種別
公開特許公報(A)
公開日
2024-09-02
出願番号
2023025102
出願日
2023-02-21
発明の名称
構造体の製造方法
出願人
株式会社SUBARU
代理人
個人
主分類
B64F
5/10 20170101AFI20240826BHJP(航空機;飛行;宇宙工学)
要約
【課題】航空機部品等の構造体の組立において、キー特性を有するコンポーネントの部分が輪郭度を逸脱しないようにすることである。
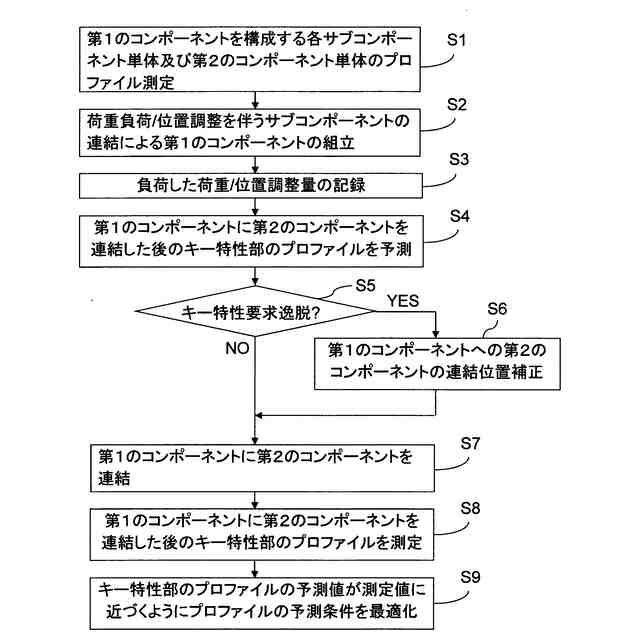
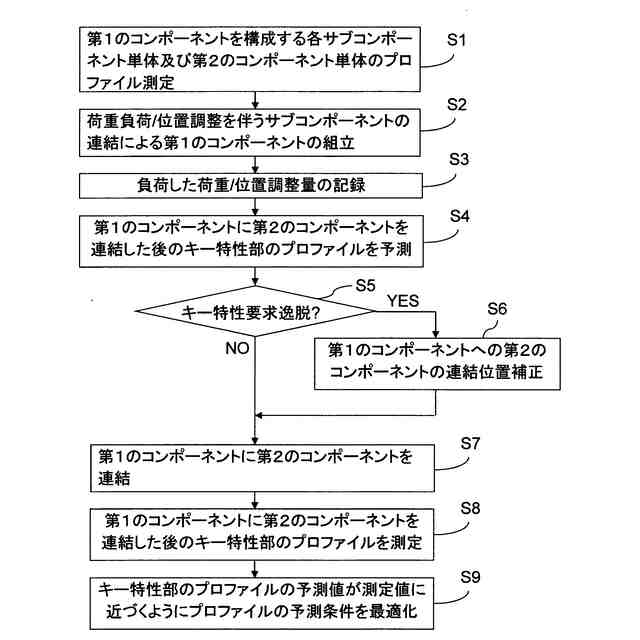
【解決手段】構造体の製造方法は、第1のコンポーネントを構成するサブコンポーネント及び第2のコンポーネントの各プロファイルを測定するステップと、荷重負荷及び位置調整の少なくとも一方を含む調整を伴ってサブコンポーネントを連結することによって第1のコンポーネントを組立てるステップと、測定した各プロファイル及び調整を表すデータに基づいて、第1のコンポーネントに第2のコンポーネントを連結した場合における第2のコンポーネントのキー特性面のプロファイルを予測するステップと、予測したキー特性面のプロファイルに基づいて第2のコンポーネントの連結位置を決定するステップと、決定した連結位置で第2のコンポーネントを連結するステップとを有する。
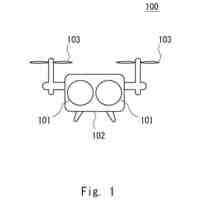
【選択図】 図1
特許請求の範囲
【請求項1】
複数のサブコンポーネントを連結することによって第1の面を有する第1のコンポーネントを組立てた後、所定の輪郭度が要求される第2の面を有する第2のコンポーネントの第3の面を、前記第1のコンポーネントの前記第1の面に連結することによって、航空機、航空機部品、宇宙飛行体又は宇宙飛行体の部品からなる構造体を製造する構造体の製造方法であって、
連結前における前記第2のコンポーネントの前記第2の面及び前記第3の面の各プロファイルを測定するステップと、
連結前における前記複数のサブコンポーネントの、前記第1の面を形成し得る少なくとも1つの第4の面のプロファイルを測定するステップと、
前記複数のサブコンポーネントの連結後における前記第1のコンポーネントの前記第1の面におけるプロファイルに影響を与える面として決定された、連結前における前記複数のサブコンポーネントの少なくとも1つの第5の面のプロファイルを測定するステップと、
荷重負荷及び位置調整の少なくとも一方を含む調整を伴って前記複数のサブコンポーネントを連結することによって前記第1のコンポーネントを組立てるステップと、
前記調整を表すデータを記録するステップと、
測定した前記第2の面から前記第5の面の前記各プロファイルと、記録した前記調整を表すデータに基づいて、組立後における前記第1のコンポーネントの前記第1の面に前記第2のコンポーネントの前記第3の面を連結した場合における前記第2の面のプロファイルを、前記第2のコンポーネントを連結する前に予測するステップと、
予測した前記第2の面のプロファイルに基づいて前記第1のコンポーネントの前記第1の面への前記第2のコンポーネントの前記第3の面の連結位置を決定するステップと、
決定した前記連結位置で前記第2のコンポーネントの前記第3の面を前記第1のコンポーネントの前記第1の面に連結するステップと、
を有する構造体の製造方法。
続きを表示(約 1,000 文字)
【請求項2】
予測した前記第2の面のプロファイルが前記所定の輪郭度を逸脱すると判定した場合には、前記第1のコンポーネントの前記第1の面に前記第2のコンポーネントの前記第3の面を実際に連結した場合において前記第2の面のプロファイルが前記所定の輪郭度を満足するように、前記第1のコンポーネントの前記第1の面への前記第2のコンポーネントの前記第3の面の連結位置の、初期の予定位置からの補正量を決定することによって前記第2のコンポーネントの実際の連結位置を決定する請求項1記載の構造体の製造方法。
【請求項3】
前記第2のコンポーネントの前記第3の面の前記連結位置を決定するステップにおいて、予測した前記第2の面のプロファイルに基づいて、厚さが一方向に減少するシムを挟んで前記第1のコンポーネントの前記第1の面に前記第2のコンポーネントの前記第3の面を連結するべきか否かを判定し、
前記シムを挟んで前記第2のコンポーネントの前記第3の面を連結するべきと判定した場合には、前記第2のコンポーネントの前記第3の面を前記第1のコンポーネントの前記第1の面に連結するステップにおいて、前記シムを挟んで前記第2のコンポーネントの前記第3の面を前記第1のコンポーネントの前記第1の面に連結する請求項1記載の構造体の製造方法。
【請求項4】
前記第2のコンポーネントの前記第3の面を前記第1のコンポーネントの前記第1の面に連結した後の、前記第2の面のプロファイルを測定するステップと、
予測した前記第2の面のプロファイルと、測定した前記第2の面のプロファイルとの間における相違を表す指標値が減少するように、前記第2の面のプロファイルを予測するために用いた条件を変更するステップと、
を更に有し、
別の前記構造体について、変更後の前記条件で、前記第1のコンポーネントの前記第1の面に前記第2のコンポーネントの前記第3の面を連結した場合における前記第2の面のプロファイルを、前記第2のコンポーネントを連結する前に予測する請求項1記載の構造体の製造方法。
【請求項5】
前記第2の面のプロファイルを予測するステップにおいて、有限要素解析を行うことによって、或いは、ニューラルネットワークを用いることによって、前記第2の面のプロファイルを予測し、有限要素解析又はニューラルネットワークのパラメータの値を前記条件として変更する請求項4記載の構造体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、構造体の製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
航空機や航空機部品は、複数のコンポーネントを組立てることによって製造されるが、コンポーネント同士を円滑に結合できるように各コンポーネントのインターフェース部分には他の部分よりも高い輪郭度が要求される。輪郭度等のばらつきを管理することが要求されるコンポーネントの特性は、キー特性と呼ばれる。キー特性は、品質管理上の用語として日本産業規格(JIS:Japanese Industrial Standards)等の規格においても意味が定義されている。
【0003】
輪郭度についてキー特性を有するコンポーネントの多くは、複数のサブコンポーネントを組立てることによって製作される。サブコンポーネントの輪郭や形状には通常製造誤差があるため、サブコンポーネント同士を連結する際に、荷重を付加して変形させたり、僅かにサブコンポーネントの位置をずらして位置決めを行ったりする場合がある。その結果、キー特性を有するコンポーネントのインターフェース部分が、輪郭度についての要求を逸脱する場合がある。
【0004】
輪郭度についてキー特性を有するコンポーネントのインターフェース部分におけるプロファイル(輪郭)は三次元測定器で検査され、輪郭度の要求を逸脱している場合には、専用部品を製作して取付けるなど、大規模な修理が必要となる。
【0005】
そこで、航空機部品を高精度に結合するための様々な技術が提案されている(例えば特許文献1及び特許文献2参照)。
【先行技術文献】
【特許文献】
【0006】
特開2006-51557号公報
特開2018-51751号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、航空機や航空機部品等の構造体の組立において、キー特性を有するコンポーネントの部分が輪郭度についての要求を逸脱しないようにすることを目的とする。
【課題を解決するための手段】
【0008】
本発明の実施形態に係る構造体の製造方法は、複数のサブコンポーネントを連結することによって第1の面を有する第1のコンポーネントを組立てた後、所定の輪郭度が要求される第2の面を有する第2のコンポーネントの第3の面を、前記第1のコンポーネントの前記第1の面に連結することによって、航空機、航空機部品、宇宙飛行体又は宇宙飛行体の部品からなる構造体を製造するものである。この構造体の製造方法は、連結前における前記第2のコンポーネントの前記第2の面及び前記第3の面の各プロファイルを測定するステップと、連結前における前記複数のサブコンポーネントの、前記第1の面を形成し得る少なくとも1つの第4の面のプロファイルを測定するステップと、前記複数のサブコンポーネントの連結後における前記第1のコンポーネントの前記第1の面におけるプロファイルに影響を与える面として決定された、連結前における前記複数のサブコンポーネントの少なくとも1つの第5の面のプロファイルを測定するステップと、荷重負荷及び位置調整の少なくとも一方を含む調整を伴って前記複数のサブコンポーネントを連結することによって前記第1のコンポーネントを組立てるステップと、前記調整を表すデータを記録するステップと、測定した前記第2から前記第5の面の前記各プロファイルと、記録した前記調整を表すデータに基づいて、組立後における前記第1のコンポーネントの前記第1の面に前記第2のコンポーネントの前記第3の面を連結した場合における前記第2の面のプロファイルを、前記第2のコンポーネントを連結する前に予測するステップと、予測した前記第2の面のプロファイルに基づいて前記第1のコンポーネントの前記第1の面への前記第2のコンポーネントの前記第3の面の連結位置を決定するステップと、決定した前記連結位置で前記第2のコンポーネントの前記第3の面を前記第1のコンポーネントの前記第1の面に連結するステップとを有する。
【図面の簡単な説明】
【0009】
本発明の実施形態に係る構造体の製造方法の流れを説明するフローチャート。
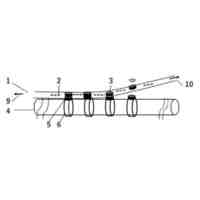
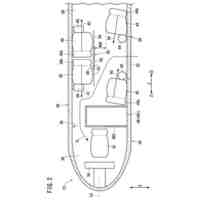
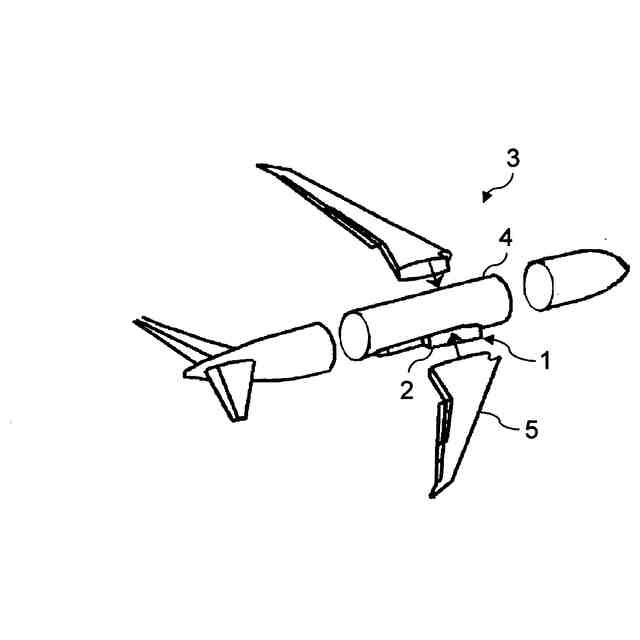
図1に示す製造方法で製造される構造体の一例である中央翼を含む航空機の分解斜視図。
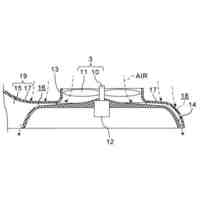
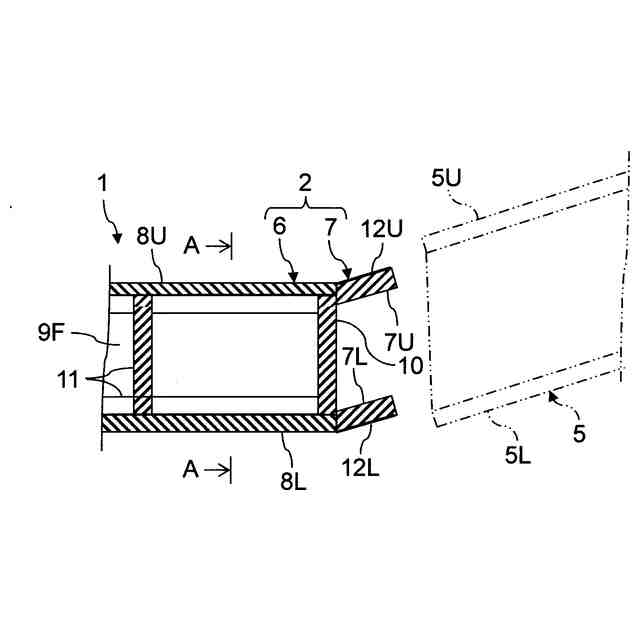
図2に示す中央翼の構造例を簡略化して説明する図。
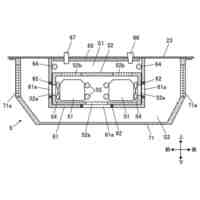
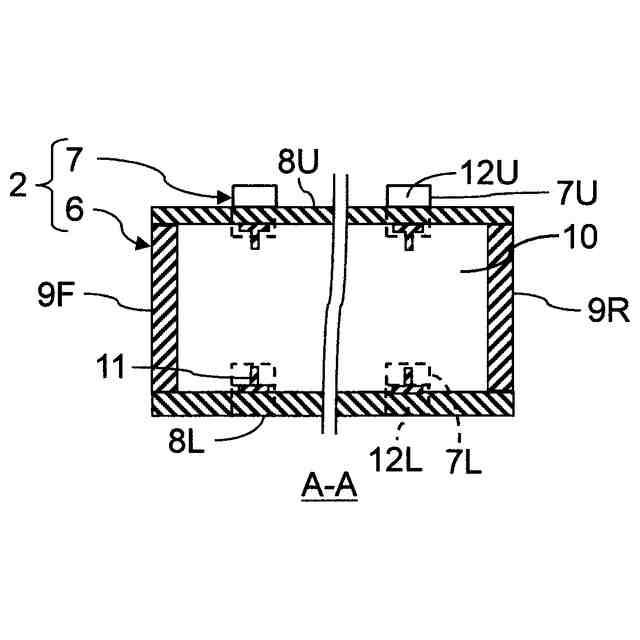
図3に示す中央翼の位置A-Aにおける断面図。
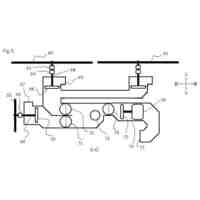
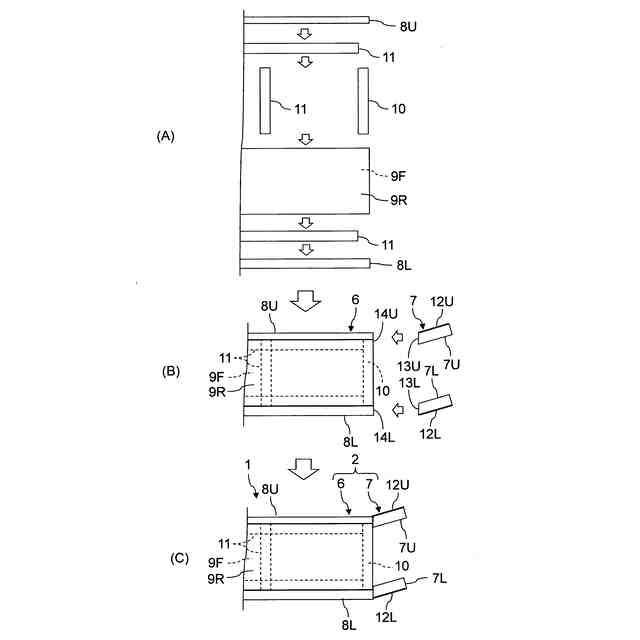
図2に示す中央翼を構成する部品の組立順序を説明する図。
図3に示す中央翼本体を構成する部品のうち、キー特性面である上側翼胴結合金具の上面及び下側翼胴結合金具の下面の輪郭度に。プロファイルが無視できない影響を与えると考えられる部品の面の一例を示す図。
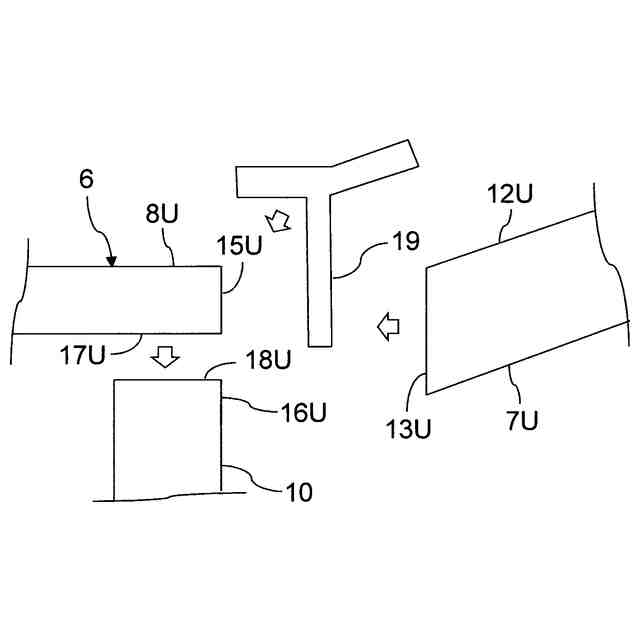
図3に示す中央翼本体と上側翼胴結合金具との間に金具を配置した例を示す図。
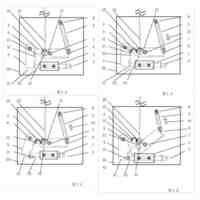
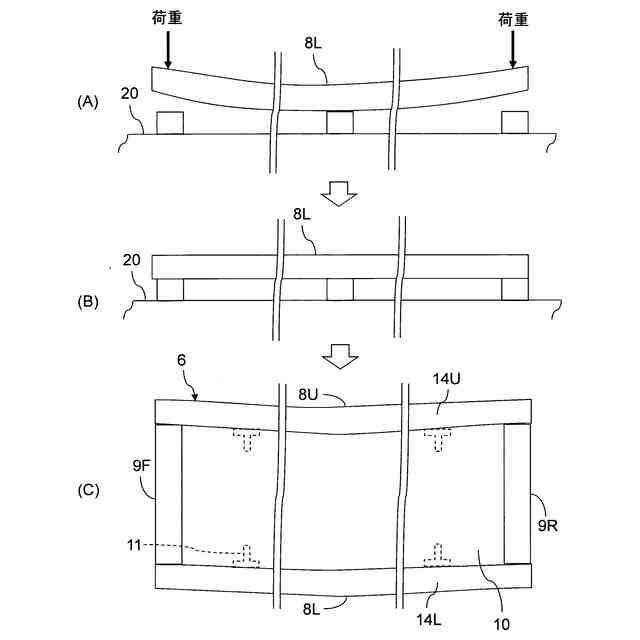
荷重の負荷を伴って図3に示す中央翼本体を組立てる場合の一例を示す図。
位置調整を含む位置決めを伴って図3に示す中央翼本体を組立てる場合の一例を示す図。
位置調整を含む位置決めを伴って図3に示す中央翼本体を組立てる場合の別の一例を示す図。
図3に示す上側翼胴結合金具及び下側翼胴結合金具の中央翼本体への連結位置を平行移動させることによって連結位置を補正する場合の例を示す図。
図3に示す上側翼胴結合金具の中央翼本体への取付角度の調整を伴って連結位置を補正する場合の例を示す図。
【発明を実施するための形態】
【0010】
本発明の実施形態に係る構造体の製造方法について添付図面を参照して説明する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
ドローン
2か月前
個人
ドローンシステム
3か月前
個人
連続回転可能な飛行機翼
3日前
個人
空港用貨物搬送車
11か月前
株式会社三圓
浮上装置
8か月前
個人
陸海空用の乗り物
28日前
個人
ドローンの計測操作方法3
8か月前
個人
飛行艇
10か月前
個人
垂直離着陸機用エンジン改
3か月前
個人
ドローンの計測操作方法2
8か月前
キヤノン電子株式会社
磁気トルカ
9か月前
個人
ドローンを自動離着陸する方法
3か月前
個人
ドローン消音装置
6か月前
個人
空中移動システム
5か月前
個人
エアライナー全自動パラシュート
2か月前
トヨタ自動車株式会社
ドローン
1か月前
株式会社セネック
ドローンポート
11か月前
株式会社ACSL
システム
2か月前
株式会社小糸製作所
飛行体ポート
4日前
株式会社セネック
ドローンポート
11か月前
株式会社ACSL
システム
2か月前
合同会社アドエア
パラシュート射出装置
2か月前
株式会社中北製作所
羽ばたき装置
11か月前
合同会社アドエア
飛行体の落下補助装置
4か月前
株式会社SUBARU
移動体
5か月前
株式会社SUBARU
回転翼航空機
12か月前
全日本空輸株式会社
ドーリシステム
7か月前
個人
垂直離着陸機用ガスタービンエンジン
3か月前
ミネベアミツミ株式会社
無人機
1か月前
川崎重工業株式会社
水素航空機
3日前
HDサービス合同会社
カメラ装着装置
6か月前
ミネベアミツミ株式会社
無人機
1か月前
株式会社小糸製作所
航空機用灯具
8か月前
株式会社SUBARU
構造体の製造方法
8か月前
本田技研工業株式会社
移動体
9か月前
本田技研工業株式会社
移動体
9か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ