TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024118467
公報種別
公開特許公報(A)
公開日
2024-08-30
出願番号
2024034403
出願日
2024-02-16
発明の名称
成形機制御装置、成形システム、成形機制御方法およびプログラム
出願人
株式会社プラーツ
代理人
主分類
B29C
45/77 20060101AFI20240823BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】溶融樹脂に加えるべき目標圧力を適切な圧力に設定することができる成形機制御装置、成形システム、成形機制御方法およびプログラムを提供する。
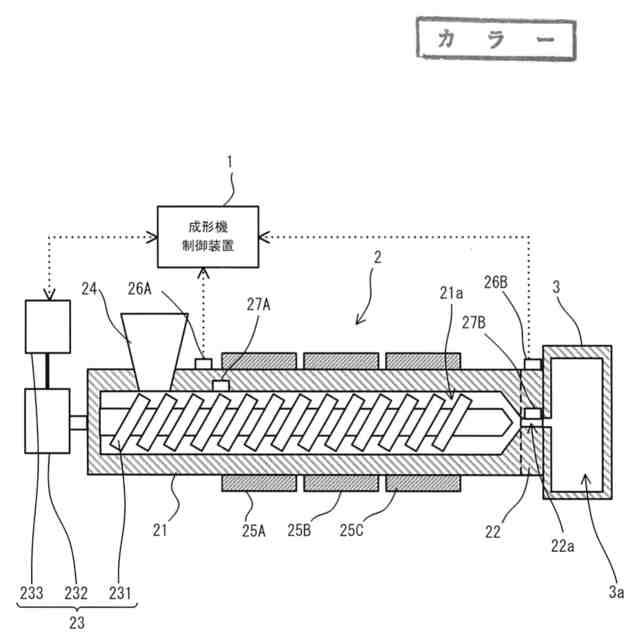
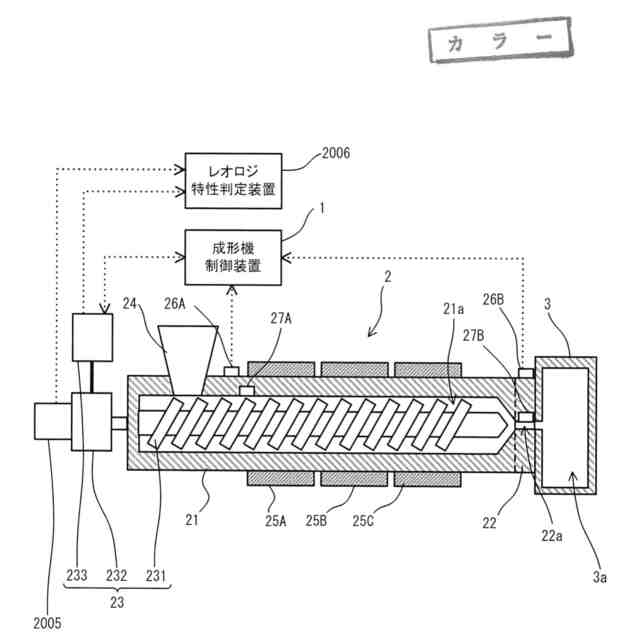
【解決手段】成形機制御装置1は、溶融樹脂を加圧する際に発生するAE波を計測するAE波センサ26A、26Bにより検出されたAE波の振幅の大きさを示すAE波情報を取得するAE波情報取得部111と、吐出ノズル22から吐出する溶融樹脂の指示流量と、AE波情報が示す振幅の大きさと、吐出ノズル22のノズル径と、に基づいて、シリンダ21内の溶融樹脂を加圧機構23により加圧するときの目標圧力を推定する目標圧力推定部115と、シリンダ21内の溶融樹脂に加わる圧力が目標圧力となるように制御する圧力制御部116と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
溶融樹脂を収容するシリンダと、シリンダに連通した吐出ノズルと、前記シリンダ内の溶融樹脂を加圧することにより、吐出ノズルから溶融樹脂を吐出させる加圧機構と、を備える成形機を制御する成形機制御装置であって、
前記溶融樹脂を加圧する際に発生するアコースティックエミッション波を計測するアコースティックエミッション波センサにより検出されたアコースディックエミッション波の振幅の大きさを示すアコースティックエミンション波情報を取得する第1アコースティックエミッション波情報取得部と、
前記吐出ノズルから吐出する前記溶融樹脂の指示流量と、前記アコースティックエミッション波情報が示す振幅の大きさと、吐出ノズルのノズル径と、に基づいて、前記シリンダ内の溶融樹脂を前記加圧機構により加圧するときの目標圧力を推定する目標圧力推定部と、
前記シリンダ内の前記溶融樹脂に加わる圧力が目標圧力となるように制御する圧力制御部と、を備える、
成形機制御装置。
続きを表示(約 2,400 文字)
【請求項2】
前記シリンダ内の溶融樹脂の温度を取得する第1温度情報取得部を更に備え、
前記目標圧力推定部は、前記溶融樹脂の指示流量と、前記アコースティックエミッション波情報が示す振幅の大きさと、吐出ノズルのノズル径と、とともに、前記溶融樹脂の温度と、に基づいて、前記シリンダ内の溶融樹脂を前記加圧機構により加圧するときの目標圧力を推定する、
請求項1に記載の成形機制御装置。
【請求項3】
前記アコースティックエミッション波センサは、少なくとも前記吐出ノズルに装着され、前記吐出ノズルに伝達するアコースティックエミッション波を検出する、
請求項1または2に記載の成形機制御装置。
【請求項4】
前記指示流量と、前記溶融樹脂の温度と、前記アコースティックエミッション波情報が示す振幅の大きさと、前記吐出ノズルのノズル径と、から前記目標圧力を推定するための圧力推定モデルを示す圧力推定モデル情報を記憶する圧力推定モデル記憶部と、
利用者により指定された変更後の目標圧力を示す変更後圧力情報を取得する圧力取得部と、
前記指示流量と、前記溶融樹脂の温度と、前記アコースティックエミッション波情報が示す振幅の大きさと、前記ノズル径と、前記変更後圧力情報が示す前記目標圧力と、に基づいて、前記圧力推定モデル情報を生成し、生成した前記圧力推定モデル情報で前記圧力推定モデル記憶部が記憶する前記圧力推定モデル情報を更新するモデル更新部と、を更に備え、
前記目標圧力推定部は、前記圧力推定モデルを用いて、前記指示流量と、前記溶融樹脂の温度と、前記アコースティックエミッション波情報が示す振幅の大きさと、前記吐出ノズルのノズル径と、から前記目標圧力を推定する、
請求項1または2に記載の成形機制御装置。
【請求項5】
溶融樹脂を収容するシリンダと、シリンダに連通した吐出ノズルと、前記シリンダ内の溶融樹脂を加圧することにより、吐出ノズルから溶融樹脂を吐出させる加圧機構と、を備える成形機と、
前記溶融樹脂を加圧する際に発生するアコースティックエミッション波を計測するアコースティックエミッション波センサにより検出されたアコースディックエミッション波の振幅の大きさを示すアコースティックエミッション波情報を取得するアコースティックエミッション波情報取得部と、
前記吐出ノズルから吐出する前記溶融樹脂の指示流量と、前記アコースティックエミッション波情報が示す振幅の大きさと、吐出ノズルのノズル径と、に基づいて、前記シリンダ内の溶融樹脂を前記加圧機構により加圧するときの目標圧力を推定する目標圧力推定部と、
前記シリンダ内の前記溶融樹脂に加わる圧力が目標圧力となるように制御する圧力制御部と、を備える、
成形システム。
【請求項6】
前記加圧機構は、
前記シリンダ内に収容された樹脂を搬送するスクリュと、
前記スクリュの基端部に連結されたモータと、を有し、
前記スクリュが前記溶融樹脂を搬送するときの前記モータのトルクと、前記モータに供給する電流の電流値と、の相関情報に基づいて、前記成形機から吐出する前記溶融樹脂のレオロジ特性を判定するレオロジ特性判定装置を更に備える、
請求項5に記載の成形システム。
【請求項7】
前記アコースティックエミッション波センサにより検出されたアコースディックエミッション波のピーク強度と、前記シリンダ内の溶融樹脂の温度と、の相関情報に基づいて、前記成形機から吐出する前記溶融樹脂のレオロジ特性を判定するレオロジ特性判定装置を更に備える、
請求項5に記載の成形システム。
【請求項8】
溶融樹脂を収容するシリンダと、シリンダに連通した吐出ノズルと、前記シリンダ内の溶融樹脂を加圧することにより、吐出ノズルから溶融樹脂を吐出させる加圧機構と、を備える成形機を制御する成形機制御方法であって、
前記溶融樹脂を加圧する際に発生するアコースティックエミッション波を計測するアコースティックエミッション波センサにより検出されたアコースディックエミッション波の振幅の大きさを示すアコースティックエミッション波情報を取得するステップと、
前記吐出ノズルから吐出する前記溶融樹脂の指示流量と、前記アコースティックエミッション波情報が示す振幅の大きさと、吐出ノズルのノズル径と、に基づいて、前記シリンダ内の溶融樹脂を前記加圧機構により加圧するときの目標圧力を推定するステップと、
前記シリンダ内の前記溶融樹脂に加わる圧力が目標圧力となるように制御するステップと、を含む、
成形機制御方法。
【請求項9】
コンピュータを、
溶融樹脂を収容するシリンダと、シリンダに連通した吐出ノズルと、前記シリンダ内の溶融樹脂を加圧することにより、吐出ノズルから溶融樹脂を吐出させる加圧機構と、を備える成形機が、前記溶融樹脂を加圧する際に発生するアコースティックエミッション波を計測するアコースティックエミッション波センサにより検出されたアコースディックエミッション波の振幅の大きさを示すアコースティックエミッション波情報を取得するアコースティックエミッション波情報取得部、
前記吐出ノズルから吐出する前記溶融樹脂の指示流量と、前記アコースティックエミッション波情報が示す振幅の大きさと、吐出ノズルのノズル径と、に基づいて、前記シリンダ内の溶融樹脂を前記加圧機構により加圧するときの目標圧力を推定する目標圧力推定部、
前記シリンダ内の前記溶融樹脂に加わる圧力が目標圧力となるように制御する圧力制御部、
として機能させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形機制御装置、成形システム、成形機制御方法およびプログラムに関する。
続きを表示(約 2,900 文字)
【背景技術】
【0002】
溶融樹脂を収容するシリンダと、吐出ノズルと、吐出ノズルから溶融樹脂を吐出させるピストンと、を備え、吐出ノズルから吐出される溶融樹脂の指示流量、溶融樹脂の温度並びに溶融樹脂の温度から見積もった溶融樹脂の塑性粘度の理論値等に基づいて、シリンダ内の溶融樹脂に対するターゲット圧力を算出し、シリンダ内の溶融樹脂の圧力をターゲット圧力となるように制御する射出成形機が提案されている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2022-154934号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載された射出成形機では、射出成形機が実際に使用されている環境等に起因してシリンダ内に収容された溶融樹脂の塑性粘度が、溶融樹脂の塑性粘度の理論値と乖離している場合がある。この場合、ターゲット圧力を適切に算出できない虞がある。
【0005】
本発明は、上記事由に鑑みてなされたもので、溶融樹脂に加えるべき目標圧力を適切な圧力に設定することができる成形機制御装置、成形システム、成形機制御方法およびプログラムを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するため、本発明に係る成形機制御装置は、
溶融樹脂を収容するシリンダと、シリンダに連通した吐出ノズルと、前記シリンダ内の溶融樹脂を収容するシリンダと、シリンダに連通した吐出ノズルと、前記シリンダ内の溶融樹脂を加圧することにより、吐出ノズルから溶融樹脂を吐出させる加圧機構と、を備える成形機を制御する成形機制御装置であって、
前記溶融樹脂を加圧する際に発生するアコースティックエミッション波を計測するアコースティックエミッション波センサにより検出されたアコースディックエミッション波の振幅の大きさを示すアコースティックエミッション波情報を取得するアコースティックエミッション波情報取得部と、
前記吐出ノズルから吐出する前記溶融樹脂の指示流量と、前記アコースティックエミッション波情報が示す振幅の大きさと、吐出ノズルのノズル径と、に基づいて、前記シリンダ内の溶融樹脂を前記加圧機構により加圧するときの目標圧力を推定する目標圧力推定部と、
前記シリンダ内の前記溶融樹脂に加わる圧力が目標圧力となるように制御する圧力制御部と、を備える。
【発明の効果】
【0007】
本発明によれば、目標圧力推定部が、吐出ノズルから吐出する溶融樹脂の指示流量と、溶融樹脂を加圧する際に発生するアコースティックエミッション波の振幅の大きさと、吐出ノズルのノズル径と、に基づいて、シリンダ内の溶融樹脂を加圧機構で加圧するときの目標圧力を推定する。これにより、溶融樹脂のレオロジ特性を反映したアコースティックエミッション波の振幅の大きさを加味して溶融樹脂を加圧する際の目標圧力が推定されるので、目標圧力を溶融樹脂の実際の物性に応じて適切に設定することができる。
【図面の簡単な説明】
【0008】
本発明の実施の形態1に係る成形機システムの構成の一例を示す図である。
実施の形態1に係る成形機制御システムの構成を示すブロック図である。
実施の形態1に係るAE波センサで検出されるAE波の一例を示す図である。
実施の形態1に係る圧力推定モデル記憶部が記憶する圧力推定モデルの説明図である
実施の形態1に係る制御装置が実行する圧力制御処理の流れの一例を示すフローチャートである。
AE波の振幅の大きさと溶融樹脂の温度との相関関係を示す図である。
本発明の実施の形態2に係る成形機システムの構成の一例を示す図である。
実施の形態2に係るレオロジ判定装置の構成を示すブロック図である。
スクリュのトルクの大きさとモータに供給する電流の電流値との相関関係を示す図である。
実施の形態2に係るレオロジ判定装置が実行するレオロジ判定処理の流れの一例を示すフローチャートである。
本発明の実施の形態3に係る成形機システムの構成の一例を示す図である。
実施の形態3に係るレオロジ判定装置の構成を示すブロック図である。
AE波の特徴量を算出する方法を説明するための図である。
(A)はAE波のピーク強度とMFIとの相関関係を示す図であり、(B)はAE波のピーク強度と溶融樹脂の温度との相関関係を示す図である。
実施の形態3に係るレオロジ判定装置が実行するレオロジ判定処理の流れの一例を示すフローチャートである。
【発明を実施するための形態】
【0009】
(実施の形態1)
以下、本発明の実施の形態に係る成形機制御装置について図面を参照しながら説明する。本実施の形態に係る成形機制御装置は、溶融樹脂を収容するシリンダと、シリンダに連通した吐出ノズルと、シリンダ内の溶融樹脂を加圧することにより、吐出ノズルから溶融樹脂を吐出させる加圧機構と、を備える射出成形機を制御するものである。この射出成形機制御装置は、溶融樹脂を加圧する際に発生するアコースティックエミッション波を計測するアコースティックエミッション波センサにより検出されたアコースディックエミッション波の振幅の大きさを示すアコースティックエミッション波情報を取得するアコースティックエミッション波情報取得部と、吐出ノズルから吐出する溶融樹脂の指示流量と、アコースティックエミッション波情報が示す振幅の大きさと、吐出ノズルのノズル径と、に基づいて、シリンダ内の溶融樹脂を加圧機構により加圧するときの目標圧力を推定する目標圧力推定部と、シリンダ内の溶融樹脂に加わる圧力が目標圧力となるように制御する圧力制御部と、を備える。
【0010】
本実施の形態に係る成形機システムは、図1に示すように、成形機2と、金型3と、成形機2の動作を制御する成形機制御装置1と、を備える。成形機2は、溶融樹脂を収容するシリンダ21と、シリンダ21に連通した吐出ノズル22と、シリンダ21内の溶融樹脂を加圧することにより、吐出ノズル22から溶融樹脂を吐出させる加圧機構23と、を備える。シリンダ21は、筒状であり、内側に溶融樹脂の搬送スペース21aが設けられている。また、シリンダ21には、樹脂を受け入れる漏斗状のホッパ24が設けられている。更に、シリンダ21の外壁における搬送スペース21aに対応する部分には、バンド状のヒータ25A、25B、25Cが巻回されている。吐出ノズル22には、シリンダ21の搬送スペース21a内に連通する吐出孔22aが形成されている。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
2か月前
東レ株式会社
金型の製造方法
7か月前
東レ株式会社
シート成形口金
8か月前
津田駒工業株式会社
連続成形機
6か月前
輝創株式会社
接合方法
8か月前
東レ株式会社
一体化成形品の製造方法
1か月前
株式会社リコー
シート剥離装置
1か月前
東レ株式会社
延伸フィルムの製造方法
7か月前
帝人株式会社
成形体の製造方法
2か月前
六浦工業株式会社
接着装置
8か月前
株式会社日本製鋼所
押出成形装置
2日前
株式会社日本製鋼所
押出成形装置
2日前
グンゼ株式会社
印刷層の除去方法
7か月前
株式会社リコー
シート処理システム
23日前
株式会社城北精工所
押出成形用ダイ
6か月前
大塚テクノ株式会社
樹脂製の構造体
6か月前
小林工業株式会社
振動溶着機
2か月前
個人
超高速射出点描画による熱溶解積層法
8か月前
トヨタ自動車株式会社
真空成形装置
4か月前
株式会社リコー
シート処理システム
1か月前
KTX株式会社
シェル型の作製方法
2か月前
トヨタ自動車株式会社
真空成形方法
3か月前
ヒロホー株式会社
搬送容器の製造方法
2か月前
東レ株式会社
二軸配向ポリエステルフィルム
2か月前
株式会社日本製鋼所
射出成形機
2か月前
東レエンジニアリング株式会社
立体造形方法
5か月前
東ソー株式会社
高純度薬品用容器の製造方法
2か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
NISSHA株式会社
加飾成形品の製造方法
4か月前
UBEマシナリー株式会社
シミュレータ装置
8か月前
株式会社イクスフロー
成形装置
5か月前
株式会社スリーエス
光造形装置
4か月前
KTX株式会社
通気性電鋳殻の製造方法
1か月前
東レエンジニアリング株式会社
テープ貼付装置
5か月前
空研工業株式会社
溶着装置及び溶着方法
6日前
東レ株式会社
熱可塑性樹脂フィルムの製造方法
2か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ