TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024117296
公報種別
公開特許公報(A)
公開日
2024-08-29
出願番号
2023023317
出願日
2023-02-17
発明の名称
ジョイント部材の製造方法
出願人
株式会社ジェイテクト
代理人
弁理士法人あいち国際特許事務所
主分類
C21D
9/40 20060101AFI20240822BHJP(鉄冶金)
要約
【課題】焼き入れ工程時の熱処理変形量を制御できる、ジョイント部材の製造方法を提供する。
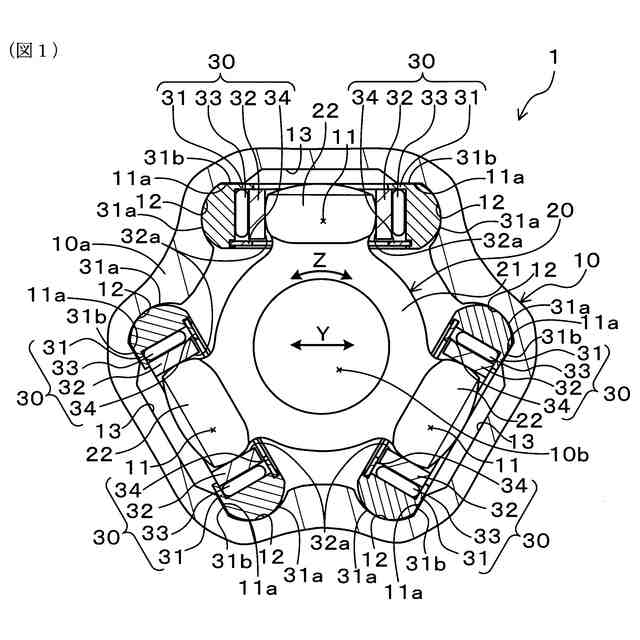
【解決手段】筒状部10aの中央を軸方向に延びる中央孔10bと、筒状部10aの中央孔10bの径方向外側に周方向Zに等間隔で配された3つの軸方向溝11と、を有し、3つの軸方向溝11のそれぞれに、互いに向かい合う少なくとも一対の転走面12と、一対の転走面12の間に位置する外側内周面13と、が設けられるジョイント部材10の製造方法であって、ワークを中央孔10b及び3つの軸方向溝11を有する形状に成形する鍛造工程と、鍛造工程で成形されたワークの3つの軸方向溝11のそれぞれの一対の転走面12及び外側内周面13を高周波コイルで加熱し加熱後に冷却水で冷却する焼き入れ工程と、を有し、焼き入れ工程では、冷却水による一対の転走面12の冷却速度と冷却水による外側内周面13の冷却速度とが異なるように調整する。
【選択図】図1
特許請求の範囲
【請求項1】
筒状部の中央を軸方向に延びる中央孔と、前記筒状部の前記中央孔の径方向外側に周方向に等間隔で配された3つの軸方向溝と、を有し、前記3つの軸方向溝のそれぞれに、互いに向かい合う少なくとも一対の転走面と、前記一対の転走面の間に位置する外側内周面と、が設けられるジョイント部材の製造方法であって、
ワークを前記中央孔及び前記3つの軸方向溝を有する形状に成形する鍛造工程と、
前記鍛造工程で成形された前記ワークの前記3つの軸方向溝のそれぞれの前記一対の転走面及び前記外側内周面を高周波コイルで加熱し加熱後に冷却液で冷却する焼き入れ工程と、
を有し、
前記焼き入れ工程では、前記冷却液による前記一対の転走面の冷却速度と前記冷却液による前記外側内周面の冷却速度とが異なるように調整する、ジョイント部材の製造方法。
続きを表示(約 500 文字)
【請求項2】
前記焼き入れ工程では、前記外側内周面に噴射する前記冷却液の流量を前記一対の転走面に噴射する前記冷却液の流量よりも少なくすることによって、前記冷却液による前記外側内周面の冷却速度が前記冷却液による前記一対の転走面の冷却速度を下回るように調整する、請求項1に記載の、ジョイント部材の製造方法。
【請求項3】
前記鍛造工程では、前記ワークを前記焼き入れ工程で生じる熱処理変形量を見越した形状に成形する、請求項1または2に記載の、ジョイント部材の製造方法。
【請求項4】
前記焼き入れ工程では、前記冷却液による前記一対の転走面の冷却速度と前記冷却液による前記外側内周面の冷却速度との比率を前記ワークの軸方向について一定とする、請求項1~3のうちのいずれか一項に記載の、ジョイント部材の製造方法。
【請求項5】
前記焼き入れ工程では、前記冷却液による前記一対の転走面の冷却速度と前記冷却液による前記外側内周面の冷却速度との比率を前記ワークの軸方向について変更する、請求項1~3のうちのいずれか一項に記載の、ジョイント部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ジョイント部材の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
下記特許文献1には、ジョイント部材の製造方法が開示されている。ジョイント部材は、自動車に用いられる等速ジョイントの一部である外側ジョイントである。この外側ジョイント部材の製造方法は、鍛造工程、焼き入れ工程、焼き戻し工程、機械加工工程の順番で実施される。
【先行技術文献】
【特許文献】
【0003】
特開2020-105560号公報
【発明の概要】
【0004】
等速ジョイントの機能を十分発揮し、かつ、耐久性も十分確保するためには、外側ジョイント部材の品質管理が重要であり、特に、外側ジョイント部材の寸法の精度を高める必要がある。そのためには、製造方法の各工程で発生する寸法のバラツキを抑制する必要がある。焼入れ工程では外側ジョイント部材が熱処理変形するが、このときの変形量の予想が困難であるため、焼き入れ工程時の熱処理変形を確認したうえでその都度金型を修正しなければならないという問題が生じ得る。
【0005】
本発明は、焼き入れ工程時の熱処理変形量を制御できる、ジョイント部材の製造方法を提供しようとするものである。
【0006】
本発明の一態様は、
筒状部の中央を軸方向に延びる中央孔と、前記筒状部の前記中央孔の径方向外側に周方向に等間隔で配された3つの軸方向溝と、を有し、前記3つの軸方向溝のそれぞれに、互いに向かい合う少なくとも一対の転走面と、前記一対の転走面の間に位置する外側内周面と、が設けられるジョイント部材の製造方法であって、
ワークを前記中央孔及び前記3つの軸方向溝を有する形状に成形する鍛造工程と、
前記鍛造工程で成形された前記ワークの前記3つの軸方向溝のそれぞれの前記一対の転走面及び前記外側内周面を高周波コイルで加熱し加熱後に冷却液で冷却する焼き入れ工程と、
を有し、
前記焼き入れ工程では、前記冷却液による前記一対の転走面の冷却速度と前記冷却液による前記外側内周面の冷却速度とが異なるように調整する、ジョイント部材の製造方法、
にある。
【発明の効果】
【0007】
上述の態様の製造方法によれば、先ず、鍛造工程において、ワークを中央孔及び3つの軸方向溝を有する形状に成形する。次いで、焼き入れ工程において、鍛造工程で成形されたワークの3つの軸方向溝のそれぞれの一対の転走面及び外側内周面を高周波コイルで加熱し加熱後に冷却液で冷却する。焼き入れ工程では、冷却液による一対の転走面の冷却速度と冷却液による外側内周面の冷却速度とが異なるように調整する。このとき、互いに異なる部位である転走面と外側内周面との冷却速度に差が生じることでワークの軸方向溝の熱処理変形が生じる。したがって、一対の転走面の冷却速度と外側内周面の冷却速度とを異ならせる調整を行うことによって、ワークの軸方向溝の熱処理変形量を制御することが可能になる。
【0008】
したがって、上述の態様によれば、焼き入れ工程時の熱処理変形量を制御できる、ジョイント部材の製造方法を提供することができる。
【図面の簡単な説明】
【0009】
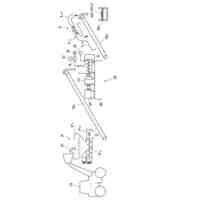
実施形態1にかかるトリポード型等速ジョイントの径方向断面図。
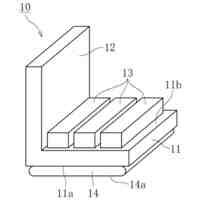
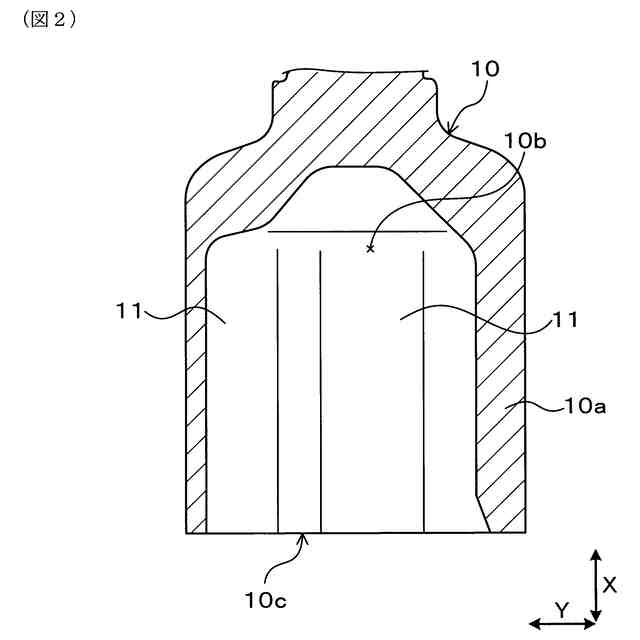
図1中のジョイント部材の軸方向断面図。
実施形態1のジョイント部材の生産準備段階における製造方法のフローチャート。
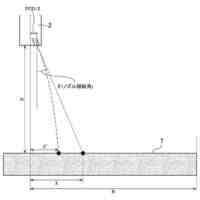
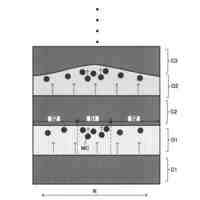
図3中の初期測定工程の様子を示す図。
図3中の変形量測定工程の様子を示す図。
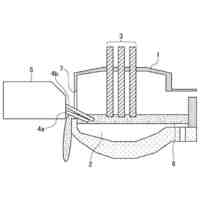
実施形態1のジョイント部材の製造で使用するワークの焼き入れ工程における軸方向断面図。
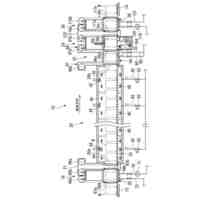
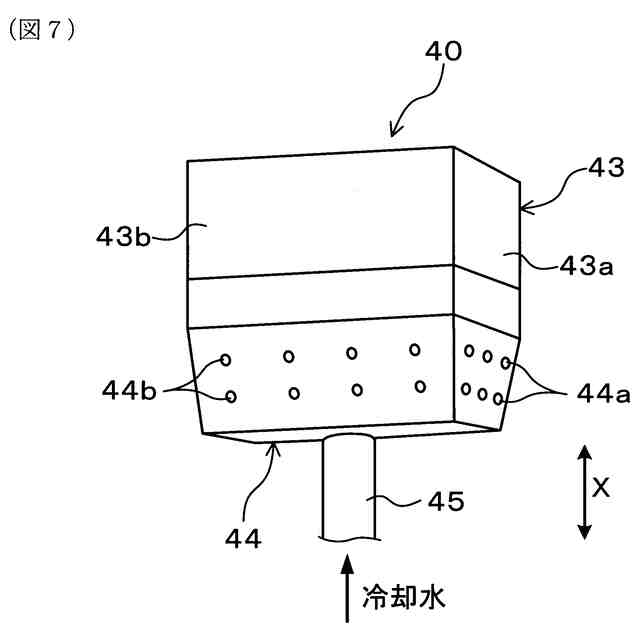
図6中の焼き入れ機の一部を示す斜視図。
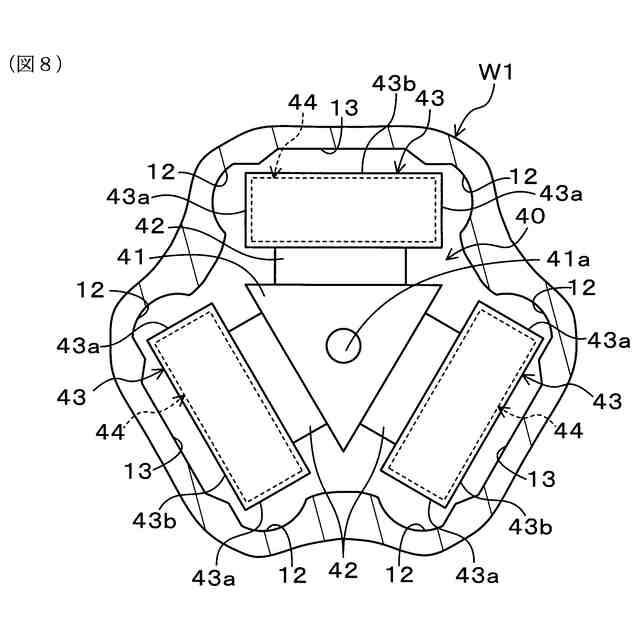
図6のVIII-VIII線矢視断面図。
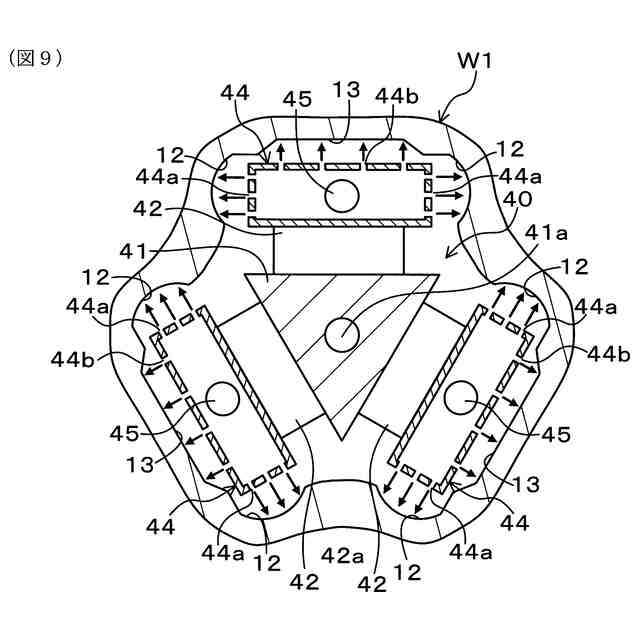
図6のIX-IX線矢視断面図。
ワークの軸方向溝における中央断面変形量と一対の転走面に対する外側内周面の冷却水流量比率との相関を示すグラフ。
実施形態1のジョイント部材の本生産段階における製造方法のフローチャート。
実施形態2について図9に対応した断面図。
実施形態2で使用する焼き入れ機の冷却ジャケットの構造を模式的に示す図。
【発明を実施するための形態】
【0010】
以下、上述の態様のジョイント部材とその製造方法について、図面を参照しつつ説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鋼材の製造方法
19日前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
19日前
日本製鉄株式会社
溶銑の製造方法
1か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
5日前
株式会社不二越
熱処理システム
2か月前
株式会社神戸製鋼所
高炉用羽口
2か月前
株式会社不二越
熱処理システム
1か月前
日本製鉄株式会社
高炉の操業方法
8日前
株式会社小熊鉄工所
鎮静剤製造設備
13日前
ダイハツ工業株式会社
冷却器具
29日前
日本製鉄株式会社
高炉の操業方法
2か月前
黒崎播磨株式会社
マッド材
23日前
日本製鉄株式会社
羽口冷却装置及び羽口冷却方法
14日前
日本製鉄株式会社
金属材の冷却方法
1か月前
大同特殊鋼株式会社
鋼材の熱処理方法
3か月前
日本製鉄株式会社
排滓量推定システム
3か月前
株式会社ゴーシュー
はだ焼鋼の鍛造熱処理方法
1か月前
日本製鉄株式会社
電気炉の操業方法
5日前
日本製鉄株式会社
電気炉の操業方法
5日前
日本製鉄株式会社
高炉用コークスの品質評価方法
1か月前
出光興産株式会社
熱処理油組成物
8日前
日本製鉄株式会社
高炉用コークスの品質評価方法
1か月前
JFEスチール株式会社
鉄源の利用方法
2か月前
日本製鉄株式会社
溶銑の脱硫方法
5日前
日本製鉄株式会社
溶銑の脱硫方法
5日前
JFEスチール株式会社
溶鋼の脱酸方法
13日前
JFEスチール株式会社
吹錬方法および鋼の製造方法
1か月前
セージ セラピューティクス, インコーポレイテッド
C17、C20、およびC21置換神経刺激性ステロイドおよびそれらの使用方法
2か月前
日本製鉄株式会社
RH真空脱ガス設備の下部槽
1か月前
日本製鉄株式会社
製鋼炉の操業方法
12日前
JFEスチール株式会社
溶銑温度の推定方法
12日前
日本製鉄株式会社
低P鋼の溶製方法
1か月前
JFEスチール株式会社
軟窒化部品の製造方法
16日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-二置換C21-N-ピラゾリルステロイドおよびその使用方法
2か月前
日本製鉄株式会社
溶鋼の製造方法
13日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ