TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024104677
公報種別
公開特許公報(A)
公開日
2024-08-05
出願番号
2023009017
出願日
2023-01-24
発明の名称
鉄源の利用方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21C
5/28 20060101AFI20240729BHJP(鉄冶金)
要約
【課題】製鋼スラグを鉄源として用いる場合において、精錬負荷の増加を抑制することができる、鉄源の利用方法を提供すること。
【解決手段】製鋼スラグを破砕し磁力選別して得た粉粒状地金を溶銑に添加する添加工程と、前記添加工程の後、前記溶銑に溶銑脱硫処理を施す脱硫工程と、を備え、前記粉粒状地金は、CaOとSとを含む。
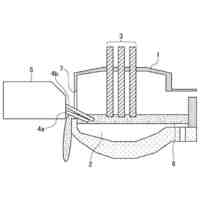
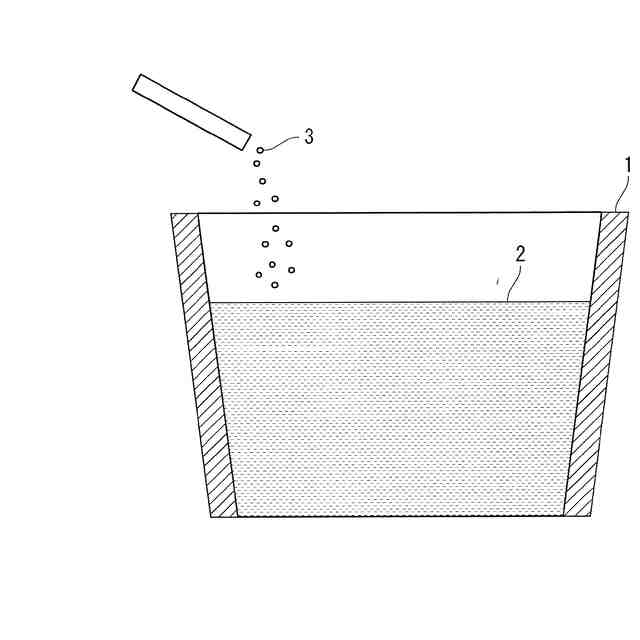
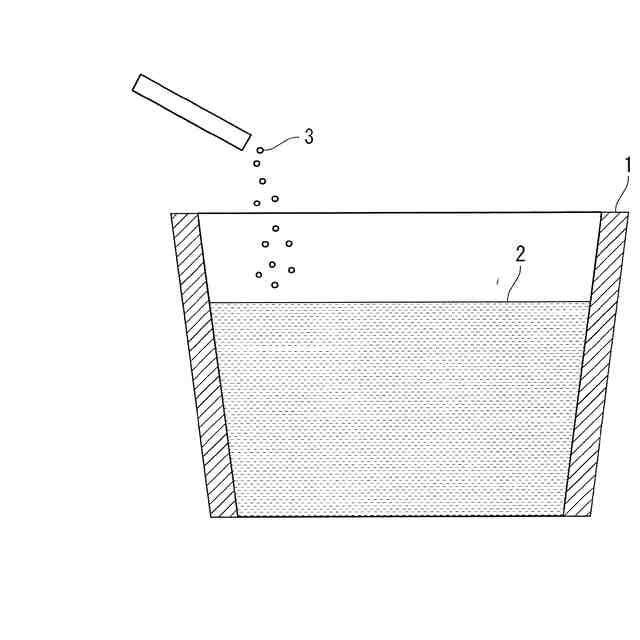
【選択図】図1
特許請求の範囲
【請求項1】
製鋼スラグを破砕し磁力選別して得た粉粒状地金を溶銑に添加する添加工程と、
前記添加工程の後、前記溶銑に溶銑脱硫処理を施す脱硫工程と、
を備え、
前記粉粒状地金は、CaOとSとを含む、鉄源の利用方法。
続きを表示(約 440 文字)
【請求項2】
前記添加工程では、溶銑鍋に充填された前記溶銑に前記粉粒状地金を添加する、請求項1に記載の鉄源の利用方法。
【請求項3】
前記粉粒状地金の成分は、CaOが15mass%以上35mass%以下、T.Feが40mass%以下、M.Feが10mass%以上、塩基度が2.5以上を満たす、請求項1又は2に記載の鉄源の利用方法。
【請求項4】
前記粉粒状地金の成分は、Sが0.001mass%以上0.05mass%以下を満たす、請求項3に記載の鉄源の利用方法。
【請求項5】
前記粉粒状地金の粒径は、0.5mm以上5mm以下を満たす、請求項4に記載の鉄源の利用方法。
【請求項6】
前記溶銑鍋の充填量は、200t以上400t以下であり、
前記溶銑の成分は、Siが0.01mass%以上1.0mass%以下、Cが4.0mass%以上5.3mass%以下を満たす、請求項2に記載の冷鉄源の利用方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鉄源の利用方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
製鋼工程では、鉄歩留りの向上を目的として、溶鉄への冷鉄源の添加が行われている。例えば、特許文献1では、溶銑鍋に付着する地金量を抑制しつつ冷鉄源を溶銑鍋に投入することができる技術を提供している。また、特許文献2では、空の溶銑鍋に冷鉄源を入置することで熱ロス削減する技術を提供している。
また、製鋼工程では様々なスラグが発生しており、このスラグには不純物(SiやP、S、Mn、Alなどの酸化物)と鉄分とが含まれている。この鉄分を回収して、鉄源として再利用することが行われている。
【先行技術文献】
【特許文献】
【0003】
特開2014-189841号公報
特開2007-113055号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1の技術では、投入する冷鉄源の成分については触れておらず、冷鉄源が溶銑に溶けた後にピックアップする不純物の除去をするには副原料のコストが大幅に増加する可能性がある。また、特許文献2の技術についても、成分に関する記載がなく、次工程で副原料のコストが増加する可能性がある。
また、製鋼スラグを溶鉄に添加した場合、製鋼スラグには不純物が多く含まれていることから、精錬コストの悪化が見込まれる。特にSは酸化反応での除去ができないため、精錬コストが大幅に悪化することが問題となる。
【0005】
そこで、本発明は、上記の課題に着目してなされたものであり、製鋼スラグを鉄源として用いる場合において、精錬負荷の増加を抑制することができる、鉄源の利用方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
(1)本発明の一態様によれば、製鋼スラグを破砕し磁力選別して得た粉粒状地金を溶銑に添加する添加工程と、上記添加工程の後、上記溶銑に溶銑脱硫処理を施す脱硫工程と、を備え、上記粉粒状地金は、CaOとSとを含む、鉄源の利用方法が提供される。
(2)上記(1)の構成において、上記添加工程では、溶銑鍋に充填された上記溶銑に上記粉粒状地金を添加する。
(3)上記(1)又は(2)の構成において、上記粉粒状地金の成分は、CaOが15mass%以上35mass%以下、T.Feが20mass%以上40mass%以下、M.Feが10mass%以上、塩基度が2.5以上を満たす。
(4)上記(1)~(3)のいずれか1つの構成において、上記粉粒状地金の成分は、Sが0.001%以上0.05%以下を満たす。
(5)上記(1)~(4)のいずれか1つの構成において、上記粉粒状地金の粒径は、0.5mm以上5mm以下を満たす。
(6)上記(1)~(5)のいずれか1つの構成において、上記溶銑鍋の充填量は、200t以上400t以下であり、上記溶銑の成分は、Siが0.01mass%以上1.0mass%以下、Cが4.0mass%以上5.3mass%以下を満たす。
【発明の効果】
【0007】
本発明の一態様によれば、製鋼スラグを鉄源として用いる場合において、精錬負荷の増加を抑制することができる、鉄源の利用方法が提供される。
【図面の簡単な説明】
【0008】
本発明の一実施形態における添加工程を示す模式図である。
【発明を実施するための形態】
【0009】
以下の詳細な説明では、図面を参照して、本発明の実施形態を説明する。図面の記載において、同一又は類似の部分には同一又は類似の符号を付し、重複する説明を省略する。各図面は模式的なものであり、現実のものとは異なる場合が含まれる。また、以下に示す実施形態は、本発明の技術的思想を具体化するための装置や方法を例示するものであって、本発明の技術的思想は、構成部品の材質、構造、配置等を下記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において種々の変更を加えることができる。
【0010】
<鉄源の利用方法>
図1を参照して、本発明の一実施形態に係る鉄源の利用方法を説明する。本実施形態では、製鋼スラグを粉砕し磁力選別して得た粉粒状地金を溶銑に添加する添加工程を行った後に、溶銑に脱硫処理を施す脱硫工程を行う。なお、添加工程と脱硫工程との間では、他の精錬処理は行われないものとする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鋼材の製造方法
5か月前
株式会社戸畑製作所
高炉用羽口
1か月前
日本製鉄株式会社
溶鋼の製造方法
5か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
富士電子工業株式会社
焼き入れ装置
5日前
個人
製鋼用副資材及びその製造方法
25日前
日本製鉄株式会社
溶鋼の脱窒処理方法
4か月前
大同特殊鋼株式会社
工具鋼の製造方法
4か月前
日本製鉄株式会社
高炉の操業方法
4か月前
株式会社小熊鉄工所
鎮静剤製造設備
4か月前
日本製鉄株式会社
脱炭精錬方法
26日前
日本製鉄株式会社
羽口冷却装置及び羽口冷却方法
4か月前
株式会社神戸製鋼所
溶銑の脱りん方法
1か月前
JFEスチール株式会社
高強度鋼板の製造方法
1か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
1か月前
出光興産株式会社
熱処理油組成物
4か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
JFEスチール株式会社
高周波焼入部品の製造方法
1か月前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
4か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
日本製鉄株式会社
高炉冷却装置
3か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
JFEスチール株式会社
溶鋼の脱酸方法
4か月前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
2か月前
日本製鉄株式会社
溶鋼の製造方法
5日前
日本製鉄株式会社
還元鉄の溶解方法
1か月前
JFEスチール株式会社
異常検知システム
3か月前
日本製鉄株式会社
製鋼炉の操業方法
4か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
2か月前
JFEスチール株式会社
溶銑温度の推定方法
4か月前
日本製鉄株式会社
溶鋼の製造方法
4か月前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
2か月前
日本製鉄株式会社
高炉炉底部冷却構造
4か月前
JFEスチール株式会社
軟窒化部品の製造方法
4か月前
日本製鉄株式会社
高炉用冷却構造体
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ