TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024104929
公報種別
公開特許公報(A)
公開日
2024-08-06
出願番号
2023009375
出願日
2023-01-25
発明の名称
部材の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B23K
26/21 20140101AFI20240730BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接により得られた部材を成型する際に、割れが生じるのを抑制する。
【解決手段】部材の製造方法は、板状の部材である第1板材における第1部分と、板状の部材である第2板材における第2部分とをレーザ溶接により接合することで、溶接部材を形成することを備える。また、該部材の製造方法は、レーザ溶接を行う際、第1板材における第1部分の付近の部分と、第2板材における第2部分の付近の部分とを冷却することと、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
部材の製造方法であって、
板状の部材である第1板材における第1部分と、板状の部材である第2板材における第2部分とをレーザ溶接により接合することで、溶接部材を形成することと、
前記レーザ溶接を行う際、前記第1板材における前記第1部分の付近の部分と、前記第2板材における前記第2部分の付近の部分とを冷却することと、
を備える部材の製造方法。
続きを表示(約 380 文字)
【請求項2】
請求項1に記載の部材の製造方法であって、
前記レーザ溶接とは、レーザウォブリング溶接又はレーザウィービング溶接である
部材の製造方法。
【請求項3】
請求項1又は請求項2に記載の部材の製造方法であって、
前記第1部分とは、前記第1板材の端面であり、
前記第2部分とは、前記第2板材の端面であり、
前記レーザ溶接により、前記第1部分と前記第2部分との突合せ溶接が行われる
部材の製造方法。
【請求項4】
請求項1又は請求項2に記載の部材の製造方法であって、
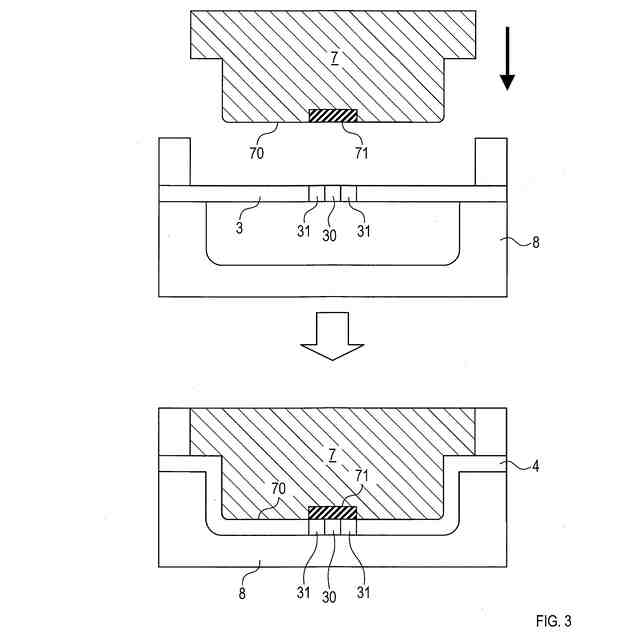
前記溶接部材は、脆弱な部分である脆弱部を有し、
前記脆弱部を弾性部材で押圧しながら前記溶接部材を押圧することで、前記溶接部材を成型すること、
をさらに備える部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、部材の製造方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1に記載されているように、レーザ光をらせん状又はジグザグな経路に沿って照射することで、溶加材を用いること無く2つの板材を接合するレーザウォブリング溶接が知られている。
【先行技術文献】
【特許文献】
【0003】
特許第6495987号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、レーザウォブリング溶接により形成された溶接部の周辺に位置する熱影響部は、硬度が低下し、その結果、溶接部の引張強度が低下する。このため、レーザウォブリング溶接により板材を接合することで得られた部材に対し成型を行うと、割れが生じる恐れがある。
【0005】
本開示の一態様では、溶接により得られた部材を成型する際に、割れが生じるのを抑制するのが望ましい。
【課題を解決するための手段】
【0006】
本開示の一態様は、部材の製造方法であって、板状の部材である第1板材における第1部分と、板状の部材である第2板材における第2部分とをレーザ溶接により接合することで、溶接部材を形成することと、レーザ溶接を行う際、第1板材における第1部分の付近の部分と、第2板材における第2部分の付近の部分とを冷却することと、を備える。
【0007】
上記構成によれば、溶接部材におけるレーザ溶接により生じた溶接部の引張強度の低下を抑制できる。したがって、溶接部材を成型する際に割れが生じるのを抑制できる。
本開示の一態様では、レーザ溶接とは、レーザウォブリング溶接又はレーザウィービング溶接であってもよい。
【0008】
上記構成によれば、熱影響部の拡大や、熱影響部における硬度の低下を抑制できる。したがって、溶接部材を成型する際に割れが生じるのを抑制できる。
本開示の一態様では、第1部分とは、第1板材の端面であってもよい。第2部分とは、第2板材の端面であってもよい。レーザ溶接により、第1部分と第2部分との突合せ溶接が行われてもよい。
【0009】
上記構成によれば、第1及び第2板材の突合せ溶接により形成された溶接部材を成型する際に、割れが生じるのを抑制できる。
本開示の一態様は、溶接部材は、脆弱な部分である脆弱部を有してもよい。脆弱部を弾性部材で押圧しながら溶接部材を押圧することで、溶接部材を成型すること、をさらに備えてもよい。
【0010】
上記構成によれば、溶接部材の成型時に脆弱部にて伸びが生じるのを抑制できる。このため、溶接部材の成型時に脆弱部にて割れが生じるのを抑制できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
熱交換器
11日前
フタバ産業株式会社
排気装置
19日前
フタバ産業株式会社
キャニスタ
4日前
フタバ産業株式会社
蒸発燃料処理装置
19日前
フタバ産業株式会社
溶接部材の製造方法
6日前
フタバ産業株式会社
溶接部材の製造方法
6日前
トヨタ自動車株式会社
溶接構造体の製造方法、及び溶接装置
24日前
個人
面取り装置
1か月前
個人
作業用治具
5日前
個人
トーチノズル
4日前
日東精工株式会社
検査装置
10日前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
24日前
日東精工株式会社
ねじ締め機
1か月前
トヨタ自動車株式会社
治具
1か月前
エンシュウ株式会社
工作機械
4日前
有限会社ハラダ印刷
穿孔機用案内板
2か月前
株式会社ダイヘン
スタッド溶接電源
26日前
株式会社ダイヘン
インチング制御方法
18日前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
株式会社MOLDINO
ドリル
2か月前
株式会社FUJI
ワーク置き台
1か月前
ブラザー工業株式会社
工作機械
24日前
ブラザー工業株式会社
工作機械
1か月前
津根精機株式会社
鉄筋切断装置
2か月前
福井県
マルチマテリアルの点接合構造
2か月前
株式会社向洋技研
スポットネジ及び電極
2か月前
株式会社不二越
エンドミル
1か月前
個人
交換式給油ブラシの切削油の給油器
2か月前
旭精工株式会社
シャフトブレーキ
24日前
光精工株式会社
クーラントタンク
1か月前
株式会社ムラタ溶研
剪断装置
1か月前
株式会社進和
肉盛加工ノズル
2か月前
古川精機株式会社
タッピングガイド
28日前
株式会社ダイヘン
アークスタート制御方法
18日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ