TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024153353
公報種別
公開特許公報(A)
公開日
2024-10-29
出願番号
2023067188
出願日
2023-04-17
発明の名称
溶接部材の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
F01N
13/18 20100101AFI20241022BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
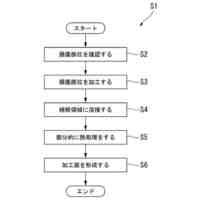
【課題】溶接部材の曲がる方向をコントロール可能な溶接方法を提供する。
【解決手段】第1部品及び第2部品が溶接された溶接部材の製造方法は、周方向に延びるメイン溶接部が形成されるように、第1部品と第2部品とを溶接することを備える。メイン溶接部の溶接開始点から、メイン溶接部における周方向の略中央までの範囲に位置し、メイン溶接部において生じる変形への寄与度が高い位置を、変形点とする。変形点は、当該溶接部材を熱歪みさせる方向に寄与する位置に配置される。
【選択図】図2
特許請求の範囲
【請求項1】
第1部品及び第2部品が溶接された溶接部材の製造方法であって、
前記第1部品及び前記第2部品が並ぶ方向に延びる当該溶接部材の軸を中心とする周方向に延びるメイン溶接部が形成されるように、前記第1部品と前記第2部品とを溶接することを備え、
前記メイン溶接部は、溶接開始点から溶接終了点まで延び、
前記メイン溶接部の前記溶接開始点から、前記メイン溶接部における前記周方向の略中央までの範囲に位置し、前記メイン溶接部において生じる変形への寄与度が高い位置を、変形点とし、
前記変形点は、当該溶接部材を熱歪みさせる方向に寄与する位置に配置される、溶接部材の製造方法。
続きを表示(約 900 文字)
【請求項2】
請求項1に記載の溶接部材の製造方法であって、
前記第1部品に対し前記第2部品を仮固定するためのサブ溶接部が1つ以上形成されるように、前記第1部品と前記第2部品とを溶接することを更に備え、
前記メイン溶接部は、前記サブ溶接部の形成後に形成される、溶接部材の製造方法。
【請求項3】
請求項2に記載の溶接部材の製造方法であって、
前記サブ溶接部は、2つ又は3つ形成される、溶接部材の製造方法。
【請求項4】
請求項3に記載の溶接部材の製造方法であって、
前記サブ溶接部は、2つ形成され、
2つの前記サブ溶接部は、前記周方向において互いに略180°隔てて配置される、溶接部材の製造方法。
【請求項5】
請求項2から請求項4までのいずれか1項に記載の溶接部材の製造方法であって、
前記メイン溶接部は、全周溶接により形成され、
前記メイン溶接部の前記溶接開始点は、前記サブ溶接部と重ならない位置に配置される、溶接部材の製造方法。
【請求項6】
請求項5に記載の溶接部材の製造方法であって、
前記変形点は、前記メイン溶接部の前記溶接開始点及び前記溶接終了点である溶接終始点である、溶接部材の製造方法。
【請求項7】
請求項2から請求項4までのいずれか1項に記載の溶接部材の製造方法であって、
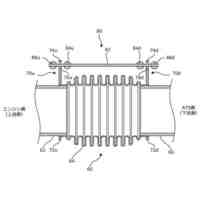
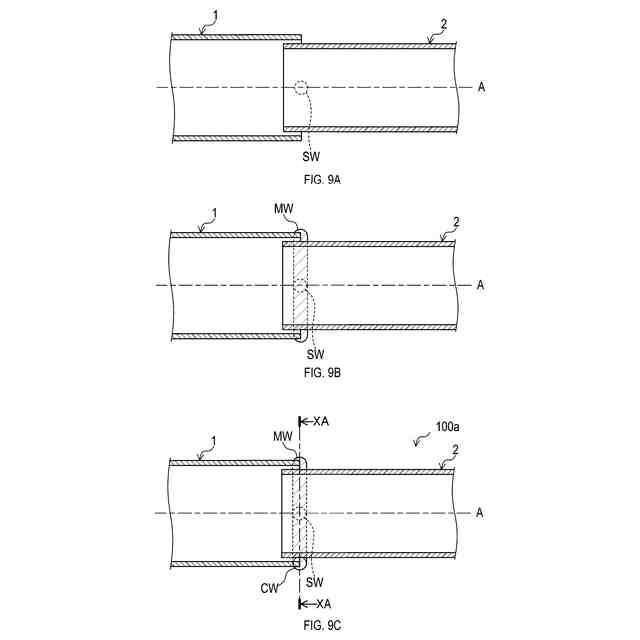
前記第1部品及び前記第2部品は、筒状の部品であり、
前記第1部品に前記第2部品の端部が挿入され、
前記メイン溶接部及び前記サブ溶接部は、前記第1部品と前記第2部品とが重なる部分に形成される、溶接部材の製造方法。
【請求項8】
請求項1から請求項4までのいずれか1項に記載の溶接部材の製造方法であって、
前記メイン溶接部の形成後に、当該溶接部材が熱歪みする方向と反対の方向に当該溶接部材を熱歪みさせる調整溶接部が形成されるように、前記第1部品と前記第2部品とを溶接することを更に備える、溶接部材の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接部材の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、ブレーキ装置が備える、軸方向に直交する側面を有するリングと、リングの側面が当接する当接面を有するプレートと、をレーザ溶接により溶接する溶接方法が開示されている。この溶接方法では、側面と当接面が当接した状態で、リングの軸を中心とする周方向に等間隔に離れて並ぶ4つ以上の点状の溶接部を形成し、その後周方向に沿った円形状の溶接部を形成するように、プレートとリングとを溶接することで、ブレーキ装置の熱歪みを低減する。
【先行技術文献】
【特許文献】
【0003】
特開2021-165560号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した溶接方法では、2つの部品を溶接して形成される溶接部材の円形状の溶接部において生じる変形が抑制されることで溶接部材の熱歪みが低減されるが、溶接部材の熱歪みによって当該溶接部材の曲がる方向をコントロールすることは困難である。
【0005】
本開示の一局面は、溶接部材の曲がる方向をコントロール可能な溶接方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
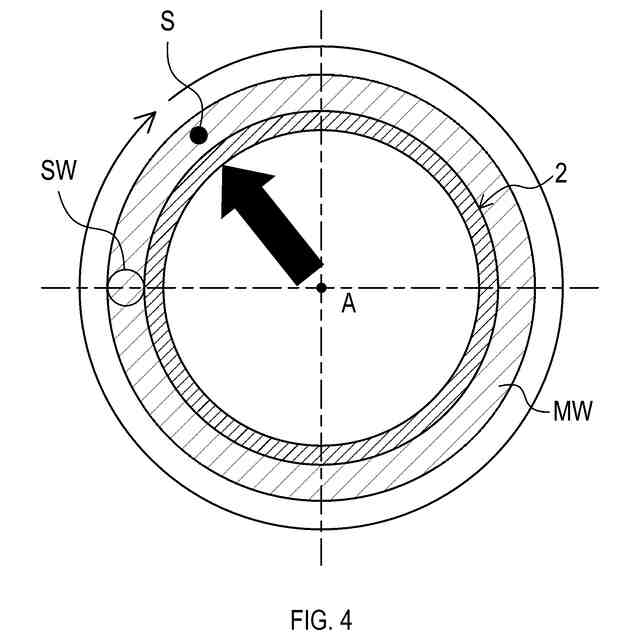
本開示の一態様は、第1部品及び第2部品が溶接された溶接部材の製造方法であって、第1部品及び第2部品が並ぶ方向に延びる当該溶接部材の軸を中心とする周方向に延びるメイン溶接部が形成されるように、第1部品と第2部品とを溶接することを備える。メイン溶接部は、溶接開始点から溶接終了点まで延びる。メイン溶接部の溶接開始点から、メイン溶接部における周方向の略中央までの範囲に位置し、メイン溶接部において生じる変形への寄与度が高い位置を、変形点とする。変形点は、当該溶接部材を熱歪みさせる方向に寄与する位置に配置される。
【0007】
このような構成によれば、メイン溶接部の変形点が配置される位置を調節することにより、溶接部材の曲がる方向をコントロールすることができる。
【0008】
本開示の一態様は、第1部品に対し第2部品を仮固定するためのサブ溶接部が1つ以上形成されるように、第1部品と第2部品とを溶接することを更に備えてもよい。メイン溶接部は、サブ溶接部の形成後に形成されてもよい。このような構成によれば、サブ溶接部による第1部品及び第2部品の仮固定により、メイン溶接部を形成する際に、第1部品と第2部品との位置がずれることを抑制することができる。その結果、メイン溶接部の形成時に変形点が配置される位置がずれることを抑制することができる。
【0009】
本開示の一態様では、サブ溶接部は、2つ又は3つ形成されてもよい。このような構成によれば、サブ溶接部が1つの場合と比較して、メイン溶接部を形成する際に、第1部品と第2部品との位置がずれることをより強く抑制することができる。
【0010】
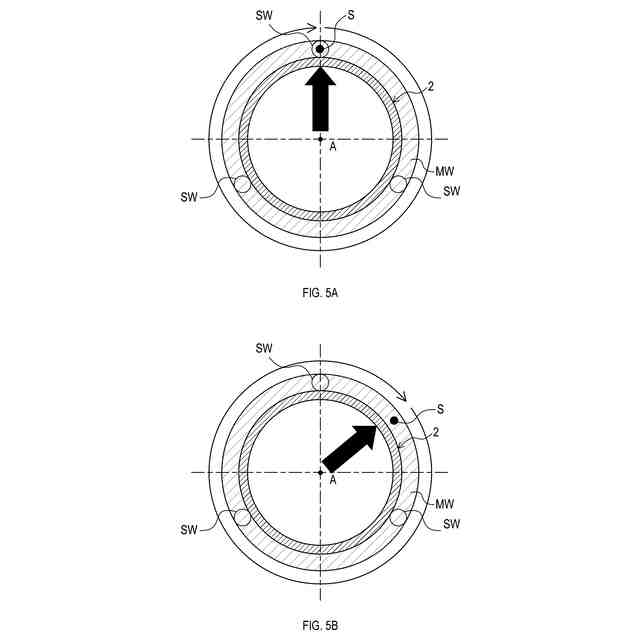
本開示の一態様では、サブ溶接部は、2つ形成されてもよい。2つのサブ溶接部は、周方向において互いに略180°隔てて配置されてもよい。このような構成では、2つのサブ溶接部による第1部品及び第2部品の仮固定により、2つのサブ溶接部を結ぶ直線と直交する、第1方向及び第1方向と反対の第2方向に、メイン溶接部において生じる熱歪みの方向が規制されやすい。これにより、上記直線よりも第1方向側にメイン溶接部の変形点を配置して、第1方向への熱歪みを生じさせたり、上記直線よりも第2方向側にメイン溶接部の変形点を配置して、第2方向への熱歪みを生じさせたりすることができる。その結果、溶接部材の曲がる方向がコントロールしやすくなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
スズキ株式会社
内燃機関の排気装置
18日前
トヨタ自動車株式会社
エンジンシステム
18日前
株式会社SUBARU
レベルゲージガイド
18日前
トヨタ自動車株式会社
車両の制御装置
3日前
トヨタ自動車株式会社
油温調節システム
3日前
スズキ株式会社
エンジンの上部構造
18日前
三菱重工業株式会社
蒸気タービン
3日前
マツダ株式会社
ロータリーピストンエンジン
3日前
マレリ株式会社
排気熱回収装置
18日前
マレリ株式会社
排気熱回収装置
18日前
株式会社豊田自動織機
動弁機構
11日前
トヨタ自動車株式会社
内燃機関のオイル劣化判定装置
18日前
トヨタ自動車株式会社
過給エンジン用電気加熱式触媒装置
10日前
トヨタ自動車株式会社
電気加熱式触媒装置
3日前
フタバ産業株式会社
車載部品の製造方法及び溶接部材
今日
ダイムラー トラック エージー
排気パイプ
11日前
ダイムラー トラック エージー
排気パイプ
11日前
三菱重工コンプレッサ株式会社
ロータの補修方法
11日前
トヨタ自動車株式会社
電気加熱式触媒の制御装置
今日
日立Astemo株式会社
内燃機関のバルブタイミング制御装置
19日前
三菱重工業株式会社
クリアランス推定装置及びクリアランス推定方法
11日前
三菱重工業株式会社
蒸気タービン動翼、および、蒸気タービン動翼の改造方法
今日
株式会社豊田中央研究所
排気浄化装置およびエンジンシステム
18日前
住友理工株式会社
マフラーサポート
12日前
いすゞ自動車株式会社
オイルレベルゲージ管固定構造
12日前
株式会社東芝
大気放出装置および地熱発電システム
12日前
三菱重工業株式会社
コンバインドサイクルプラント起動方法、コンバインドサイクルプラント起動制御装置、及び、コンバインドサイクルプラント
10日前
エムエーエヌ・エナジー・ソリューションズ・フィリアル・アフ・エムエーエヌ・エナジー・ソリューションズ・エスイー・ティスクランド
大型2ストロークユニフロー掃気過給式クローズドサイクル・オキシ燃料内燃機関
10日前
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
タービンブレードの制振装置用バネ懸架式軸受部材付きダンパエレメント
13日前
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
タービンブレードの制振装置用バネ懸架式軸受部材付きダンパエレメント
5日前
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
ガスタービンにおける翼形部の解離及び損傷を防止するためのシステム及び方法
3日前
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
オーバーハング部を有する部品の形成又は補修方法、及び関連するターボ機械部品
3日前
ゼネラル エレクトリック テクノロジー ゲゼルシャフト ミット ベシュレンクテル ハフツング
オーバーハング部を有する部品の形成または補修方法、および関連するターボ機械部品
11日前
他の特許を見る





 特許ウォッチ
特許ウォッチ