TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024104666
公報種別
公開特許公報(A)
公開日
2024-08-05
出願番号
2023009003
出願日
2023-01-24
発明の名称
自動溶接装置、測定異常検出方法およびプログラム
出願人
日立造船株式会社
代理人
個人
,
個人
,
個人
主分類
B23K
9/095 20060101AFI20240729BHJP(工作機械;他に分類されない金属加工)
要約
【課題】開先部の断面測定の異常に起因する溶接不良の発生を抑制する。
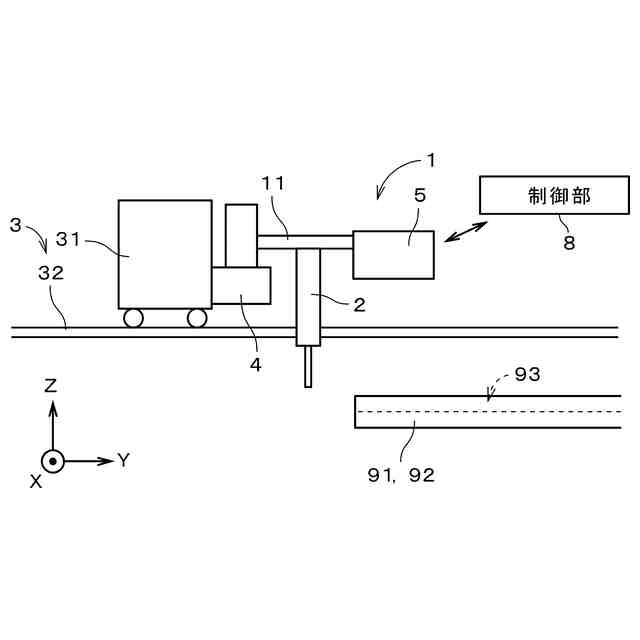
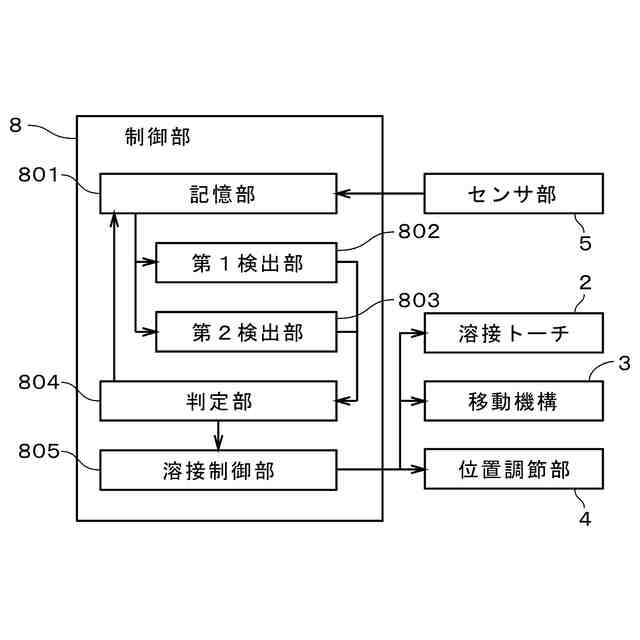
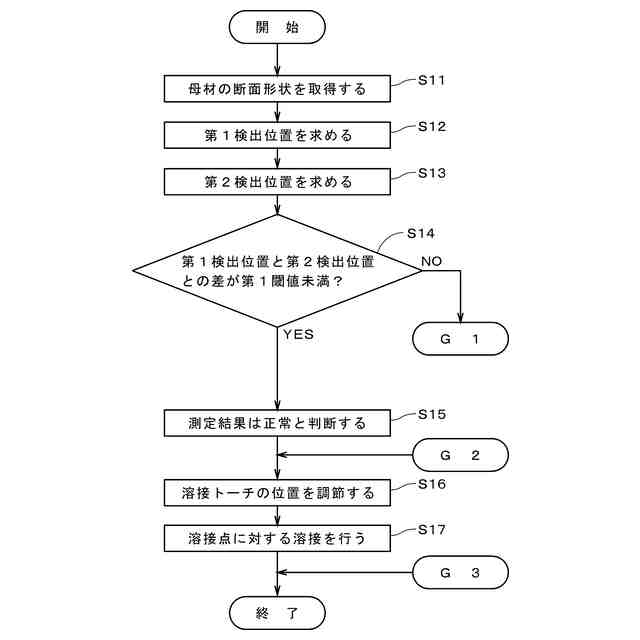
【解決手段】自動溶接装置1のセンサ部5は、溶接トーチ2よりも溶接方向の前側において、母材91,92の溶接方向に直交する断面の形状を測定する。第1検出部802は、溶接方向の各位置において、母材91,92上の特徴点の位置をセンサ部5からの出力に基づいて第1の検出方法により第1検出位置として検出する。第2検出部803は、溶接方向の各位置において、上記特徴点の位置をセンサ部5からの出力に基づいて第1の検出方法とは異なる第2の検出方法により第2検出位置として検出する。判定部804は、溶接方向の各位置において、第1検出位置と第2検出位置との比較結果に基づいてセンサ部5による測定結果の異常を検出する。これにより、開先部93の断面測定の異常に起因する溶接不良の発生を抑制することができる。
【選択図】図1
特許請求の範囲
【請求項1】
自動溶接装置であって、
母材において所定の溶接方向に延びる開先部に対して溶接を行う溶接トーチと、
前記溶接トーチを前記母材に対して前記溶接方向に相対的に移動する移動機構と、
前記溶接トーチの前記溶接方向に直交する幅方向における位置を調節する位置調節部と、
前記溶接トーチよりも前記溶接方向の前側において、前記母材の前記溶接方向に直交する断面の形状を測定するセンサ部と、
前記溶接方向の各位置において、前記母材上の特徴点の位置を前記センサ部からの出力に基づいて第1の検出方法により第1検出位置として検出する第1検出部と、
前記溶接方向の各位置において、前記特徴点の位置を前記センサ部からの出力に基づいて前記第1の検出方法とは異なる第2の検出方法により第2検出位置として検出する第2検出部と、
前記溶接方向の各位置において、前記第1検出位置と前記第2検出位置との比較結果に基づいて前記センサ部による測定結果の異常を検出する判定部と、
を備えることを特徴とする自動溶接装置。
続きを表示(約 1,800 文字)
【請求項2】
請求項1に記載の自動溶接装置であって、
前記特徴点は、前記断面において前記開先部に含まれる点であることを特徴とする自動溶接装置。
【請求項3】
請求項2に記載の自動溶接装置であって、
前記特徴点は、前記断面において前記溶接トーチによる溶接が行われる予定の点であることを特徴とする自動溶接装置。
【請求項4】
請求項2に記載の自動溶接装置であって、
前記第1の検出方法では、前記センサ部により測定された前記開先部の断面の前記幅方向に対する傾きに基づいて前記第1検出位置が検出され、
前記第2の検出方法では、前記センサ部により測定された前記開先部の断面と予め準備された基準断面とのフィッティングにより前記第2検出位置が検出されることを特徴とする自動溶接装置。
【請求項5】
請求項1ないし4のいずれか1つに記載の自動溶接装置であって、
前記判定部によって前記測定結果の異常が検出された際に、
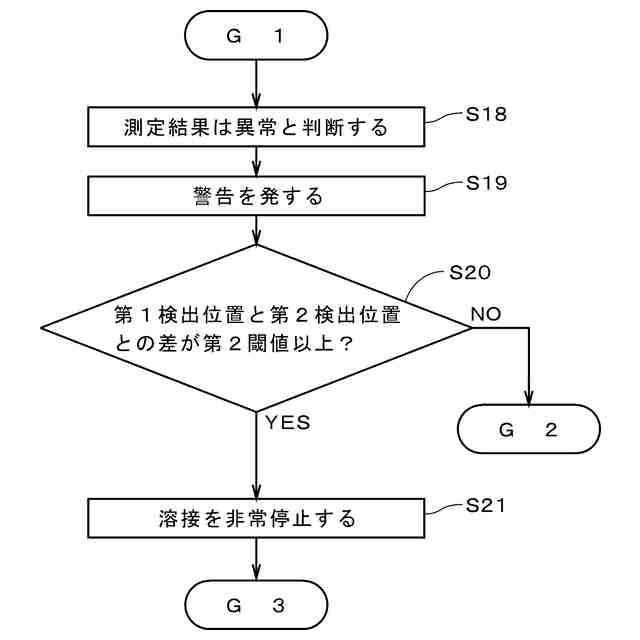
前記第1検出位置と前記第2検出位置との差が第1閾値以上である場合、警告が発せられ、
前記第1検出位置と前記第2検出位置との差が前記第1閾値よりも大きい第2閾値以上である場合、前記溶接トーチによる溶接が停止されることを特徴とする自動溶接装置。
【請求項6】
請求項1ないし4のいずれか1つに記載の自動溶接装置であって、
前記溶接方向の各位置における前記第1検出位置と前記第2検出位置との比較結果を記憶する記憶部をさらに備えることを特徴とする自動溶接装置。
【請求項7】
請求項1ないし4のいずれか1つに記載の自動溶接装置であって、
前記開先部に対する溶接を複数回繰り返す多層溶接を行うことを特徴とする自動溶接装置。
【請求項8】
母材において所定の溶接方向に延びる開先部に対して溶接を行う溶接トーチと、前記溶接トーチを前記母材に対して前記溶接方向に相対的に移動する移動機構と、前記溶接トーチの前記溶接方向に直交する幅方向における位置を調節する位置調節部と、前記溶接トーチよりも前記溶接方向の前側において、前記母材の前記溶接方向に直交する断面の形状を測定するセンサ部と、を備える自動溶接装置において、前記センサ部による測定異常を検出する測定異常検出方法であって、
a)前記溶接方向の各位置において、前記母材上の特徴点の位置を前記センサ部からの出力に基づいて前記第1の検出方法により第1検出位置として検出する工程と、
b)前記溶接方向の各位置において、前記特徴点の位置を前記センサ部からの出力に基づいて前記第1の検出方法とは異なる第2の検出方法により第2検出位置として検出する工程と、
c)前記溶接方向の各位置において、前記第1検出位置と前記第2検出位置との比較結果に基づいて前記センサ部による測定結果の異常を検出する工程と、
を備えることを特徴とする測定異常検出方法。
【請求項9】
母材において所定の溶接方向に延びる開先部に対して溶接を行う溶接トーチと、前記溶接トーチを前記母材に対して前記溶接方向に相対的に移動する移動機構と、前記溶接トーチの前記溶接方向に直交する幅方向における位置を調節する位置調節部と、前記溶接トーチよりも前記溶接方向の前側において、前記母材の前記溶接方向に直交する断面の形状を測定するセンサ部と、を備える自動溶接装置において、前記センサ部による測定異常を検出するプログラムであって、
コンピュータによって前記プログラムが実行されることにより、
a)前記溶接方向の各位置において、前記母材上の特徴点の位置を前記センサ部からの出力に基づいて前記第1の検出方法により第1検出位置として検出する工程と、
b)前記溶接方向の各位置において、前記特徴点の位置を前記センサ部からの出力に基づいて前記第1の検出方法とは異なる第2の検出方法により第2検出位置として検出する工程と、
c)前記溶接方向の各位置において、前記第1検出位置と前記第2検出位置との比較結果に基づいて前記センサ部による測定結果の異常を検出する工程と、
が行われることを特徴とするプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動溶接装置、並びに、自動溶接方法においてセンサ部による測定異常を検出する測定異常検出方法およびプログラムに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、自動溶接装置として、CCDカメラやレーザ変位計等を用いて母材の開先部の形状を計測し、計測結果に基づいて溶接トーチの狙い位置等を調節する機能(自動倣い機能)を有するものが使用されている(特許文献1および特許文献2)。
【0003】
特許文献2の自動溶接装置では、開先部の断面形状は、母材上の複数の被計測点におけるレーザ変位計の計測データからなる点列によって表される。レーザ変位計による計測では、溶接部の表面の状態が悪い場合等、一部の被計測点において計測データが取得できずに欠落する場合がある。当該自動溶接装置では、レーザ変位計により得られた計測データの数が、本来得られるべき計測データの数よりも所定の割合以上少ない場合、エラー信号が出力される。
【先行技術文献】
【特許文献】
【0004】
特許第3449917号公報
特許第4131713号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、特許文献2の自動溶接装置では、レーザ変位計の計測データの欠落は検知できるが、レーザ光の反射不良やレーザ変位計の下方における異物の存在等に起因して生じる異常な計測データを検知することは難しい。したがって、異常な計測データから取得された開先部の誤った断面形状に基づいて溶接が行われるおそれがある。この場合、溶接後の非破壊検査等で溶接不良が発見され、溶接の補修のために工程に大きなロスが生じる可能性が有る。
【0006】
本発明は、上記課題に鑑みなされたものであり、開先部の断面測定の異常に起因する溶接不良の発生を抑制することを目的としている。
【課題を解決するための手段】
【0007】
本発明の態様1は、自動溶接装置であって、母材において所定の溶接方向に延びる開先部に対して溶接を行う溶接トーチと、前記溶接トーチを前記母材に対して前記溶接方向に相対的に移動する移動機構と、前記溶接トーチの前記溶接方向に直交する幅方向における位置を調節する位置調節部と、前記溶接トーチよりも前記溶接方向の前側において、前記母材の前記溶接方向に直交する断面の形状を測定するセンサ部と、前記溶接方向の各位置において、前記母材上の特徴点の位置を前記センサ部からの出力に基づいて第1の検出方法により第1検出位置として検出する第1検出部と、前記溶接方向の各位置において、前記特徴点の位置を前記センサ部からの出力に基づいて前記第1の検出方法とは異なる第2の検出方法により第2検出位置として検出する第2検出部と、前記溶接方向の各位置において、前記第1検出位置と前記第2検出位置との比較結果に基づいて前記センサ部による測定結果の異常を検出する判定部と、を備える。
【0008】
本発明の態様2は、態様1の自動溶接装置であって、前記特徴点は、前記断面において前記開先部に含まれる点である。
【0009】
本発明の態様3は、態様2の自動溶接装置であって、前記特徴点は、前記断面において前記溶接トーチによる溶接が行われる予定の点である。
【0010】
本発明の態様4は、態様2の自動溶接装置であって、前記第1の検出方法では、前記センサ部により測定された前記開先部の断面の前記幅方向に対する傾きに基づいて前記第1検出位置が検出される。前記第2の検出方法では、前記センサ部により測定された前記開先部の断面と予め準備された基準断面とのフィッティングにより前記第2検出位置が検出される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日立造船株式会社
排気処理装置
29日前
日立造船株式会社
監視装置、監視システム、監視方法、および監視プログラム
10日前
個人
面取り装置
1か月前
個人
作業用治具
10日前
個人
トーチノズル
9日前
日東精工株式会社
検査装置
15日前
個人
コンタクトチップ
29日前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
組み付け装置
1日前
シヤチハタ株式会社
組立ライン
3日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
エンシュウ株式会社
工作機械
9日前
ブラザー工業株式会社
工作機械
29日前
ブラザー工業株式会社
工作機械
2か月前
ダイハツ工業株式会社
冷却構造
1日前
株式会社FUJI
ワーク置き台
1か月前
株式会社ダイヘン
インチング制御方法
23日前
ブラザー工業株式会社
工作機械
2か月前
株式会社不二越
エンドミル
2か月前
旭精工株式会社
シャフトブレーキ
29日前
光精工株式会社
クーラントタンク
1か月前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
古川精機株式会社
タッピングガイド
1か月前
株式会社ムラタ溶研
剪断装置
1か月前
株式会社ダイヘン
アークスタート制御方法
23日前
津田駒工業株式会社
工作機械用の主軸装置
16日前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
1日前
株式会社アイシン
金属部材の接合方法
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
9日前
カヤバ株式会社
溶接方法及び溶接構造
1か月前
トヨタ自動車株式会社
レーザ溶接方法
1か月前
株式会社大林組
構造物形成方法
1か月前
トヨタ自動車株式会社
レーザ加工装置
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ