TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024102008
公報種別
公開特許公報(A)
公開日
2024-07-30
出願番号
2024004057
出願日
2024-01-15
発明の名称
プリコート工法
出願人
個人
代理人
主分類
H05K
3/34 20060101AFI20240723BHJP(他に分類されない電気技術)
要約
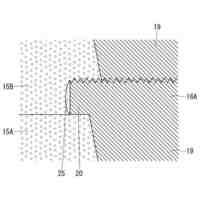
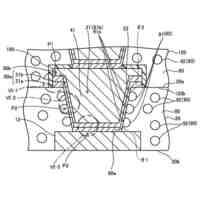
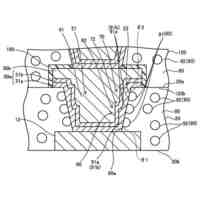
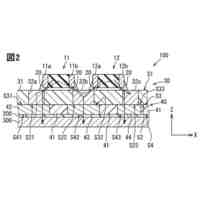
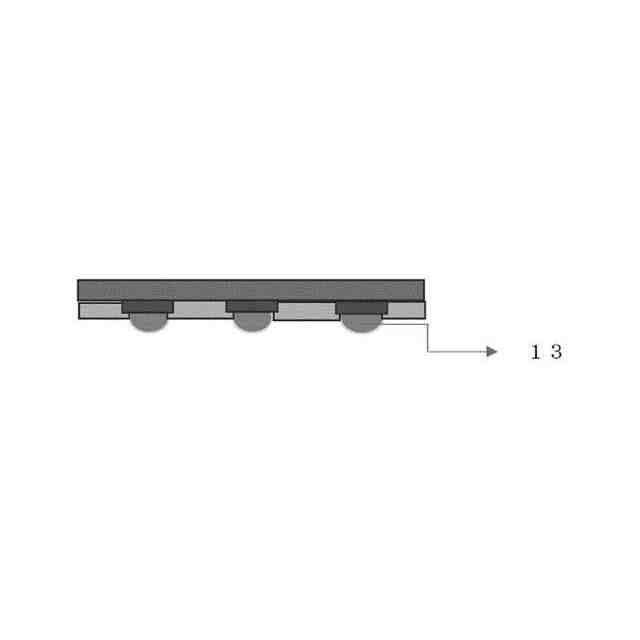
【課題】微細化する部品を実装するために大型化した基板側電極に実装用ソルダペーストをマスクを通した従来のスクリーン印刷供給方式行うと電極位置と対応するマスクの位置が狂うため正確な該ペースト供給が不可能となっている。
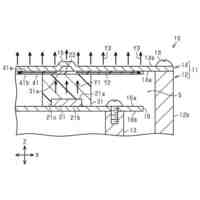
【解決手段】表面実装用基板に配置されソルダレジストにより囲まれた電極部にソルダペースト又ははんだ粉末を供給する供給工程と該供給工程後の該基板をはんだが接する電極金属とはんだ金属の金属拡散反応を進め次の工程で脱落しないまで加熱する加熱工程と該加熱工程後に前記ソルダペースト又ははんだ粉末の箇所に噴流はんだを接触させる接触工程とを含む工程により該電極部に確実にはんだが濡れるプリコート工法を確立した。
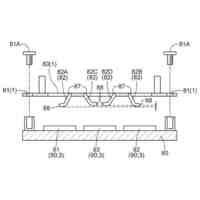
【選択図】 図1
特許請求の範囲
【請求項1】
表面実装用基板に配置されソルダレジストにより囲まれた電極部に、ソルダペースト又ははんだ粉末を供給する供給工程と、該供給工程後の該基板をはんだが接する電極金属とはんだ金属との金属拡散反応を進め、次の工程で脱落しないまで加熱する加熱工程と、該加熱工程後に噴流はんだを前記ソルダペースト又ははんだ粉末の箇所に接触させる接触工程と、を含むプリコート工法。
続きを表示(約 500 文字)
【請求項2】
前記ソルダペーストは、はんだ粉末を20重量%以上含むことを特徴とする請求項1記載のプリコート工法。
【請求項3】
前記加熱工程は前記供給工程において供給されたはんだ組成の融点とその融点からマイナス20℃の間の温度範囲で行われることを特徴とする請求項1記載のプリコート工法。
【請求項4】
前記供給工程後に、前記電極部に供給されたソルダペーストに対してフラックスを塗布する塗布工程を行うことを特徴とする請求項1から3のいずれか1項に記載のプリコート工法。
【請求項5】
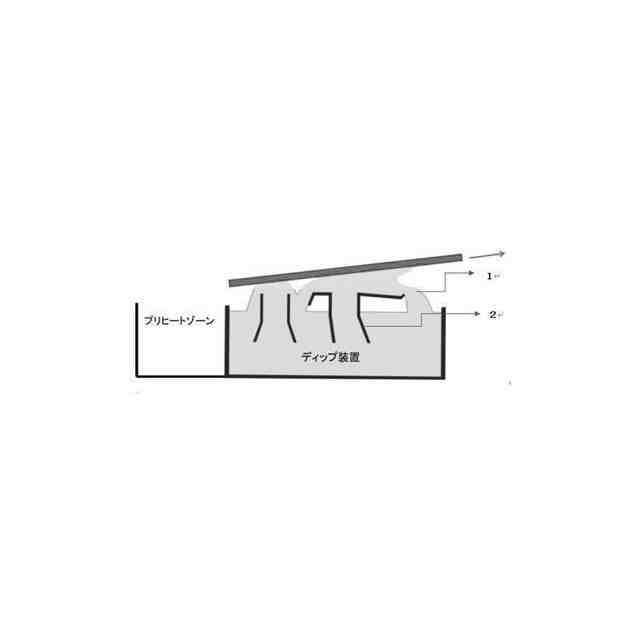
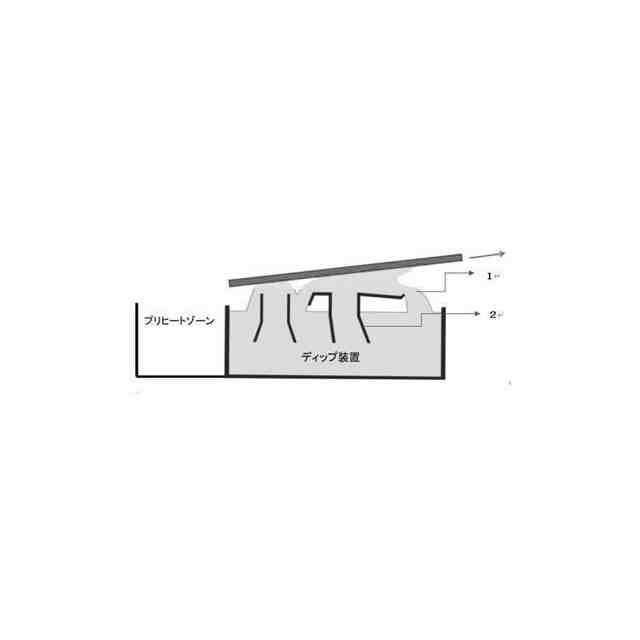
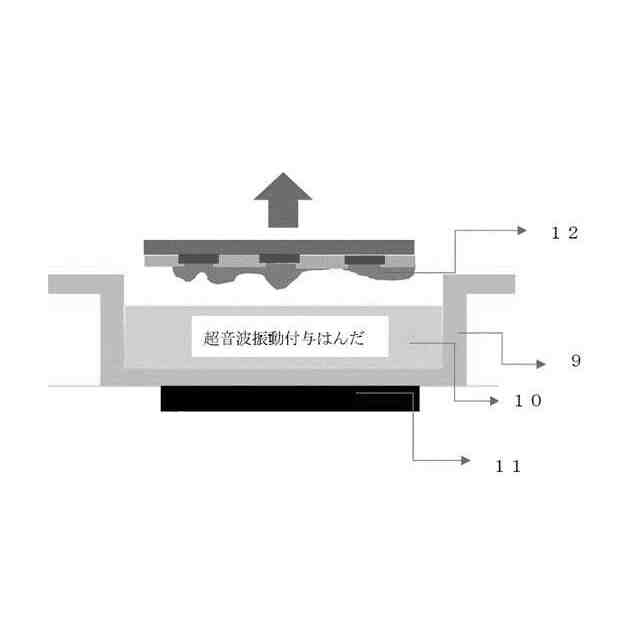
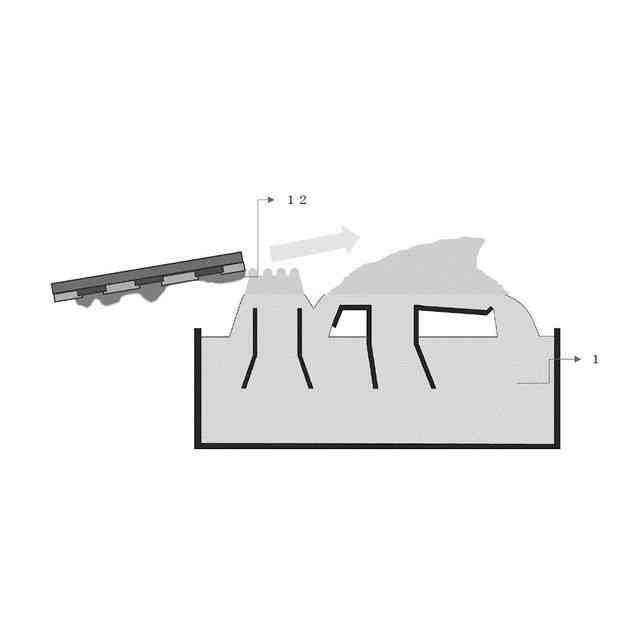
基板が超音波振動の付与された溶融はんだ中に浸漬又は溶融面と接触後に
噴流はんだと接触することを経て該基板の電極上にはんだを被覆するプリコ
ート工法。
【請求項6】
振動数が20KHzから60KHzの超音波が付与された溶融はんだを使用す
る請求項5記載のプリコート工法。
【請求項7】
超音波振動が付与されるはんだの融点が100℃以上250℃以下のはんだを使
用する請求項1及び請求項2のプリコート工法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、微細な電極がデザインされた表面実装用基板(以下基板と称する)の該電極部にはんだ被覆(以下プリコートと称する)を行う工法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
一般的な部品実装では基板と部品との接続ははんだ接合により行われており、実装までの通常の工程は基板の電極部に対してソルダペースト(以下ペーストと称する)をメタルマスクの開口部を通してスクリーン印刷方式で供給し該ペースト部に該部品を搭載後リフローして実装する。
【0003】
部品サイズの小型化はパソコン及びスマートホンなどの情報機器、ウエアラブル端末はじめ各種機器及びLED搭載のディスプレー分野などにおいて益々高まっている。部品の小型化に伴い該部品と該基板を接続する電極(接点)も当然微小化する。小型部品の一例として0402部品(0.4mm×0.2mm)を該基板に搭載する場合について述べると0402部品の電極は約0.2mm□となり電極間も約0.1mm以下と狭い。更にはこのような部品を狭い間隔で複数個配置されることも普通に行われる。複数の部品搭載をデザインした該基板は製作時では生産性を高めるために該基板を多数配置(一般には多面付けと称される)して可能な限り大きなサイズの基板として製作されている。
【0004】
このように複数の小型部品搭載をデザインした該大型化基板に対して該ペーストのスクリーン印刷を行うと該マスク開口部と対応する該基板の該電極部の位置が合わず該ペーストが該電極部に正しく供給できない大きな問題に直面する。複数の原因があるものの該基板と該メタルマスクの熱膨脹率の違いが主な原因であるので解決には該基板を大幅に小さくする以外に有効な対策がない。
【0005】
基板の製作面積の縮小は生産性の低下を招くのでコストが上がる。更には該マスクも実際には生産の都合上で複数枚必要なことが多く高価となる。以上の状況から別工法によるはんだ供給は産業界から求められている。
【0006】
上記課題を解決する技術として基板側にはんだを予め供給するプリコート技術が知られている。プリコート技術には様々な工法が提案されているが公知技術の中で安価な代表的な例はホットエアーレベラー法(非特許文献1)が知られている。この工法は溶融はんだ槽中にフラックスを塗布した基板が浸漬され引き上げ時にホットエアーを吹き付けて過剰はんだを除去し処理される。得られるはんだ量(厚さ)はバラツキが比較的大きいことと部品実装用には量が不足しているので基板防錆用及び部品実装時に印刷されるペーストとのはんだ濡れ確保のために使用されている。
【0007】
その他のプリコート法としては特許文献1の工法がある。この工法でははんだ量の精度は高く実装に必要なはんだ量も得られるが工程数が多くなり生産性を高めるためのライン化には装置的な課題もあり安価実現には厳しい。
【先行技術文献】
【特許文献】
【0008】
特許第259275号
【非特許文献】
【0009】
MEIKO Labo 超初心者向けプリント基板の基礎知識:表面処理
【発明の概要】
【発明が解決しようとする課題】
【0010】
前述のように微細電極がデザインされている大型化した基板に対して従来のペーストをスクリーン印刷によるはんだ供給法で行うと位置ずれが発生し該微細電極部に実装に必要なはんだが供給できない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
誘導加熱装置
1か月前
日本精機株式会社
表示装置
11日前
株式会社下村漆器店
調理機
2か月前
株式会社下村漆器店
調理機
2か月前
富山県
EBG構造基板
2か月前
イビデン株式会社
配線基板
1か月前
シャープ株式会社
電子装置
1か月前
イビデン株式会社
配線基板
2か月前
イビデン株式会社
プリント配線板
2か月前
イビデン株式会社
配線基板
13日前
イビデン株式会社
プリント配線板
1か月前
イビデン株式会社
プリント配線板
1か月前
株式会社明治ゴム化成
磁性体部品
8日前
株式会社ルミカ
発光具
11日前
株式会社ルミカ
発光具
11日前
日本特殊陶業株式会社
配線基板
8日前
トキコーポレーション株式会社
疑似負荷装置
1か月前
サクサ株式会社
結束バンドの固定構造
1か月前
株式会社デンソー
電子装置
1か月前
株式会社デンソー
電子装置
2か月前
横河電機株式会社
電子機器
1か月前
キヤノン株式会社
電子機器
1か月前
日本特殊陶業株式会社
セラミックヒータ
11日前
三菱電機株式会社
電気機器
5日前
株式会社ミクニ
表面実装基板及び電動装置
1か月前
シャープ株式会社
加熱調理器
2か月前
東芝ライテック株式会社
光照射装置
1か月前
株式会社鷺宮製作所
電子装置
8日前
株式会社豊田自動織機
電力変換装置
4日前
株式会社鷺宮製作所
電子装置
8日前
株式会社鷺宮製作所
電子装置
8日前
株式会社鷺宮製作所
電子装置
8日前
株式会社村田製作所
実装構造体
1か月前
DIC株式会社
回路基板
11日前
株式会社アイシン
押圧プレート
4日前
オムロン株式会社
基板及びモジュール
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ