TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024100056
公報種別
公開特許公報(A)
公開日
2024-07-26
出願番号
2023003767
出願日
2023-01-13
発明の名称
吐出装置、樹脂成形品の製造装置および樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
弁理士法人深見特許事務所
主分類
B29C
43/34 20060101AFI20240719BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】液状樹脂の吐出量を高精度で制御することが可能な吐出装置、樹脂成形品の製造装置および樹脂成形品の製造方法を提供する。
【解決手段】吐出装置(100)は、カートリッジ(10)の内部において第1の方向および第2の方向に移動可能に構成されているプランジャ(20)を備えている。プランジャ(20)には、液状樹脂(13)が位置する第1の側とその反対側の第2の側との間で気体の流通を可能にする流路(23)が設けられている。プランジャ(20)が第1の方向へ移動した場合には第1の側から第2の側への気体の流通を可能とし、プランジャ(20)が第2の方向へ移動した場合には第2の側から第1の側への気体の流通を防止することを可能とする逆止弁(50)が備えられている。
【選択図】図2
特許請求の範囲
【請求項1】
内部に液状樹脂が収容され、前記液状樹脂が吐出される吐出口を備えるカートリッジを保持可能に構成されているカートリッジ保持部と、
前記カートリッジの前記内部において第1の方向および第2の方向に移動可能に構成されているプランジャと、
前記プランジャと前記カートリッジとの間を気密にするように設けられているシール部材とを備え、
前記プランジャの前記第1の方向への移動により前記カートリッジの前記吐出口から前記液状樹脂を吐出可能に構成されており、
前記プランジャには、前記液状樹脂が位置する側である第1の側と前記第1の側とは反対側の第2の側との間で気体の流通を可能にする流路が設けられており、
前記プランジャは、前記プランジャが前記第1の方向へ移動した場合には前記第1の側から前記第2の側への気体の流通を可能とし、前記プランジャが前記第2の方向へ移動した場合には前記第2の側から前記第1の側への気体の流通を防止することを可能とする逆止弁を備えている、吐出装置。
続きを表示(約 1,000 文字)
【請求項2】
前記カートリッジは、前記液状樹脂の表面上に配置される蓋体を備え、
前記プランジャは、前記蓋体を介して前記液状樹脂を押圧可能に構成されている、請求項1に記載の吐出装置。
【請求項3】
前記プランジャは、前記第1の方向および前記第2の方向に移動可能に構成されている移動体を備え、
前記逆止弁は、前記移動体の前記第2の側に取り付けられている、請求項1または請求項2に記載の吐出装置。
【請求項4】
前記逆止弁は、螺合により前記移動体に取り付けられている、請求項3に記載の吐出装置。
【請求項5】
前記流路は、前記第1の側の前記プランジャの開口に連絡する第1の流路と、前記第2の側の前記プランジャの開口に連絡する第2の流路と、前記第1の流路と前記第2の流路との間の第3の流路とを備え、
前記第3の流路に前記逆止弁が設けられている、請求項1から請求項3のいずれか1項に記載の吐出装置。
【請求項6】
前記逆止弁は、前記プランジャが前記第2の方向に移動した場合に前記第3の流路の前記第1の流路の側の開口を閉鎖し、前記プランジャが前記第1の方向に移動した場合に前記開口の閉鎖を解除するように構成されている閉鎖部材とを備える、請求項5に記載の吐出装置。
【請求項7】
請求項1から請求項6のいずれか1項に記載の吐出装置を備える吐出モジュールと、
上型と下型とを備えるプレスモジュールと、
前記上型に基板を搬送可能に構成されている第1の搬送機構と、
前記下型に前記吐出モジュールで前記液状樹脂が吐出されたフィルムを搬送可能に構成されている第2の搬送機構と、を備え、
前記プレスモジュールは、前記上型と前記下型とを用いて型締めを行うことにより、前記基板を含む樹脂成形品を製造可能に構成されている、樹脂成形品の製造装置。
【請求項8】
請求項7に記載の樹脂成形品の製造装置を用いた樹脂成形品の製造方法であって、
前記吐出装置が前記液状樹脂を前記フィルムに吐出する工程と、
前記上型に前記基板を設置する工程と、
前記下型に前記液状樹脂が載っている前記フィルムを設置する工程と、
前記上型と前記下型とを用いて型締めを行う工程と、を含む、樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、吐出装置、樹脂成形品の製造装置および樹脂成形品の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
たとえば特許文献1には、シリンジ内に貯留されている液状樹脂をプランジャで押し付けることによって、ノズルから液状樹脂をワークに吐出し、ワークの樹脂成形を行うことが可能な樹脂供給装置が記載されている。特許文献1に記載の樹脂供給装置においては、プランジャの下動が停止すると共にピンチバルブが閉じることによって、ノズルからの液状樹脂の吐出を停止させている。
【先行技術文献】
【特許文献】
【0003】
特開2018-134846号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に記載の樹脂供給装置においては、プランジャの下動が停止した際にノズルの先端で液状樹脂の液だれが発生し、ピンチバルブを閉じることによってノズルの先端で液だれした液状樹脂がワーク上に落下する。ここで、ワーク上に落下する液状樹脂の量が不安定であるため、液状樹脂の吐出量を高精度で制御することができないという課題があった。
【課題を解決するための手段】
【0005】
本開示によれば、内部に液状樹脂が収容され、液状樹脂が吐出される吐出口を備えるカートリッジを保持可能に構成されているカートリッジ保持部と、カートリッジの内部において第1の方向および第2の方向に移動可能に構成されているプランジャと、プランジャとカートリッジとの間を気密にするように設けられているシール部材とを備え、プランジャの第1の方向への移動によりカートリッジの吐出口から液状樹脂を吐出可能に構成されており、プランジャには、液状樹脂が位置する側である第1の側と第1の側とは反対側の第2の側との間で気体の流通を可能にする流路が設けられており、プランジャは、プランジャが第1の方向へ移動した場合には第1の側から第2の側への気体の流通を可能とし、プランジャが第2の方向へ移動した場合には第2の側から第1の側への気体の流通を防止することを可能とする逆止弁を備えている吐出装置を提供することができる。
【0006】
本開示によれば、上記の吐出装置を備える吐出モジュールと、上型と下型とを備えるプレスモジュールと、上型に基板を搬送可能に構成されている第1の搬送機構と、下型に吐出モジュールで液状樹脂が吐出されたフィルムを搬送可能に構成されている第2の搬送機構とを備え、プレスモジュールは、上型と下型とを用いて型締めを行うことにより、基板を含む樹脂成形品を製造可能に構成されている樹脂成形品の製造装置を提供することができる。
【0007】
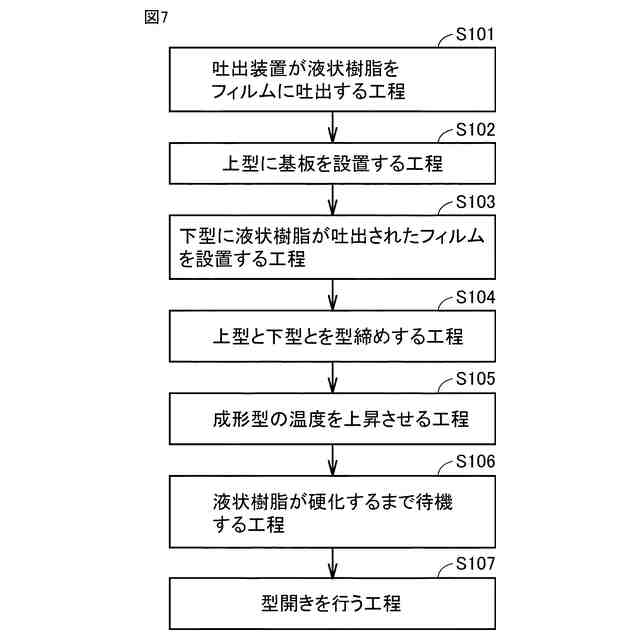
本開示によれば、上記の樹脂成形品の製造装置を用いた樹脂成形品の製造方法であって、吐出装置が液状樹脂をフィルムに吐出する工程と、上型に基板を設置する工程と、下型に液状樹脂が載っているフィルムを設置する工程と、上型と下型とを用いて型締めを行う工程とを含む樹脂成形品の製造方法を提供することができる。
【発明の効果】
【0008】
本開示の実施形態によれば、液状樹脂の吐出量を高精度で制御することが可能な吐出装置、樹脂成形品の製造装置および樹脂成形品の製造方法を提供することができる。
【図面の簡単な説明】
【0009】
実施形態の樹脂成形品の製造装置の一例の模式的な構成を示す図である。
図1に示す吐出モジュールに備えられる吐出装置の一例の模式的な部分断面図である。
プランジャの押圧部が下方向へ移動した場合の逆止弁の機能の一例を図解する模式的な拡大部分断面図である。
プランジャの押圧部が上方向へ移動した場合の逆止弁の機能の一例を図解する模式的な拡大部分断面図である。
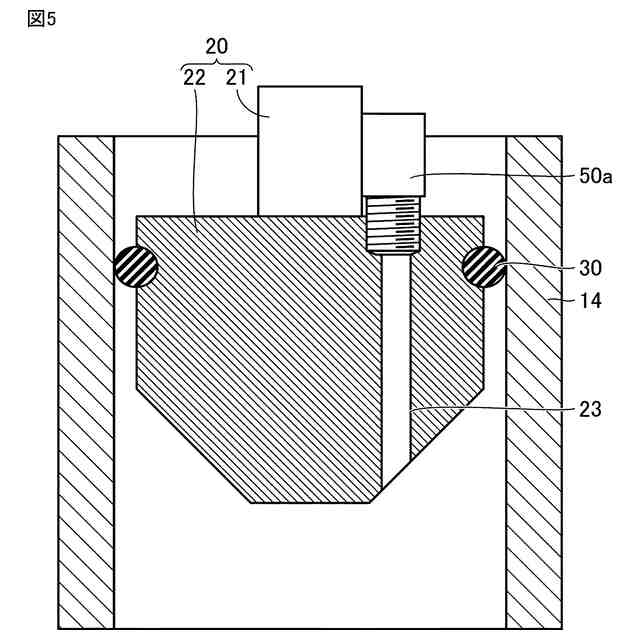
逆止弁を備えたプランジャの他の一例の模式的な拡大部分断面図である。
(a)~(c)は、実施形態の吐出装置の作用効果の一例を図解する模式的な部分断面図である。
実施形態の樹脂成形品の製造方法の一例のフローチャートである。
樹脂成形装置の一例の模式的な断面図である。
樹脂成形装置の一例の模式的な他の断面図である。
【発明を実施するための形態】
【0010】
以下、実施形態について説明する。なお、実施形態の説明に用いられる図面において、同一の参照符号は、同一部分または相当部分を表わすものとする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
TOWA株式会社
レーザ加工装置およびレーザ加工品の製造方法
21日前
TOWA株式会社
集塵装置、樹脂成形装置及び樹脂成形品の製造方法
15日前
TOWA株式会社
クリーニング装置、樹脂成形装置及び樹脂成形品の製造方法
15日前
東レ株式会社
溶融紡糸設備
4か月前
東レ株式会社
金型の製造方法
9か月前
東レ株式会社
シート成形口金
9か月前
東レ株式会社
プリプレグテープ
1か月前
津田駒工業株式会社
連続成形機
7か月前
株式会社日本製鋼所
押出機
20日前
東レ株式会社
積層基材の製造方法
10か月前
個人
射出ミキシングノズル
14日前
輝創株式会社
接合方法
9か月前
世紀株式会社
造形装置
10か月前
株式会社リコー
シート剥離装置
2か月前
東レ株式会社
延伸フィルムの製造方法
9か月前
東レ株式会社
一体化成形品の製造方法
2か月前
帝人株式会社
成形体の製造方法
3か月前
三菱自動車工業株式会社
予熱装置
1か月前
グンゼ株式会社
印刷層の除去方法
9か月前
株式会社吉野工業所
計量キャップ
10か月前
六浦工業株式会社
接着装置
9か月前
株式会社日本製鋼所
押出成形装置
1か月前
株式会社日本製鋼所
押出成形装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
24日前
株式会社ニフコ
樹脂製品の製造方法
9日前
KTX株式会社
シェル型の作製方法
3か月前
トヨタ自動車株式会社
真空成形方法
5か月前
株式会社アフィット
粉末焼結積層造形装置
10か月前
個人
超高速射出点描画による熱溶解積層法
9か月前
株式会社リコー
シート処理システム
2か月前
株式会社城北精工所
押出成形用ダイ
7か月前
株式会社リコー
シート処理システム
2か月前
東レ株式会社
リーフディスク型フィルター
10か月前
トヨタ自動車株式会社
真空成形装置
5か月前
大塚テクノ株式会社
樹脂製の構造体
7か月前
小林工業株式会社
振動溶着機
4か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ

































