TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024092275
公報種別
公開特許公報(A)
公開日
2024-07-08
出願番号
2022208090
出願日
2022-12-26
発明の名称
成形型、樹脂成形装置及び樹脂成形品の製造方法
出願人
TOWA株式会社
代理人
弁理士法人R&C
主分類
B29C
45/26 20060101AFI20240701BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】短時間で中間型を製造することが可能な成形型、樹脂成形装置及び樹脂成形品の製造方法を提供する。
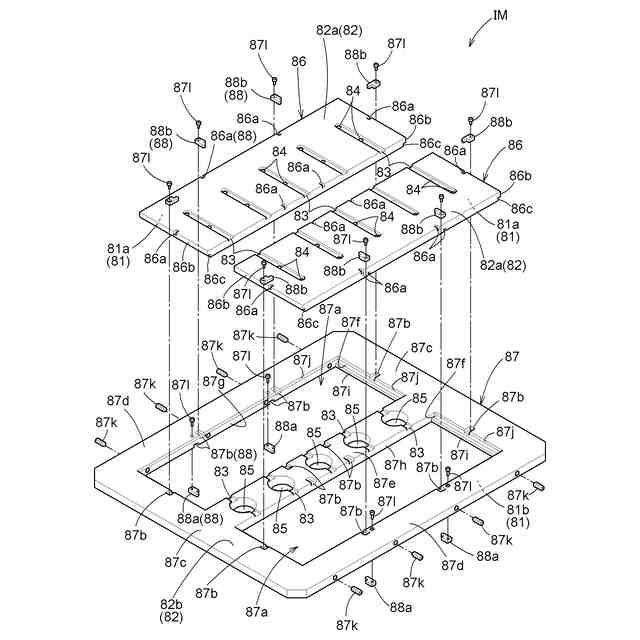
【解決手段】成形型は、成形対象物を保持し、樹脂材料が供給されるキャビティを有する成形型本体を備え、成形型本体は、上型と、樹脂材料が充填されるポットが形成されたポットブロックを含む下型と、上型と下型との間に配置され、成形対象物と対向する第1面81を有する中間型IMと、を有している。中間型IMは、キャビティに樹脂材料を供給するゲート84を有する本体部材86と、本体部材86の周縁に配置された外枠部材87と、本体部材86を外枠部材87に保持する保持機構88と、を有し、本体部材86と外枠部材87とは分離可能である。
【選択図】図5
特許請求の範囲
【請求項1】
成形対象物を保持し、樹脂材料が供給されるキャビティを有する成形型本体を備え、
前記成形型本体は、
上型と、
前記樹脂材料が充填されるポットが形成されたポットブロックを含む下型と、
前記上型と前記下型との間に配置され、前記成形対象物と対向する第1面を有する中間型と、を有し、
前記中間型は、前記キャビティに前記樹脂材料を供給するゲートを有する本体部材と、前記本体部材の周縁に配置された外枠部材と、前記本体部材を前記外枠部材に保持する保持機構と、を有し、
前記本体部材と前記外枠部材とは分離可能である成形型。
続きを表示(約 900 文字)
【請求項2】
前記保持機構は、前記外枠部材に固定されて前記本体部材を保持する保持部材と、前記外枠部材から前記本体部材に亘って形成され前記保持部材を収容する溝部と、を含む請求項1に記載の成形型。
【請求項3】
前記本体部材は、前記外枠部材に固定された前記保持部材に対して上下方向に移動可能である請求項2に記載の成形型。
【請求項4】
前記保持部材は、ボルトにより前記外枠部材に固定されており、
前記ボルトの頭部は、前記外枠部材のうち、前記第1面と反対側の第2面に形成された凹部に収容されている請求項2又は3に記載の成形型。
【請求項5】
前記外枠部材には、前記本体部材が取付けられる矩形状の開口部、及び前記ポットに繋がる貫通孔が形成されており、
前記開口部を構成する四つの内側面のうち前記貫通孔に隣り合う一つの前記内側面を除く三つの前記内側面の少なくとも一つには、テーパが形成されている請求項1から4のいずれか一項に記載の成形型。
【請求項6】
前記本体部材は、止めねじによって、前記外枠部材の前記開口部のうち前記貫通孔に隣り合う一つの前記内側面に押し付けられている請求項5に記載の成形型。
【請求項7】
前記本体部材は、前記第1面に前記キャビティを有し、前記第1面と反対側の第2面にランナを有する請求項1から6のいずれか一項に記載の成形型。
【請求項8】
請求項1から7のいずれか一項に記載の成形型と、
前記成形型を型締めする型締め機構と、を備える樹脂成形装置。
【請求項9】
請求項8に記載の樹脂成形装置を用いた樹脂成形品の製造方法であって、
前記成形型に前記成形対象物及び前記樹脂材料を供給する供給工程と、
前記型締め機構により前記成形型を型締めする型締め工程と、
前記ポットから前記ゲートを介して前記キャビティに、溶融した前記樹脂材料を流動させることにより、前記成形対象物の樹脂成形を行う成形工程と、を含む樹脂成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形型、樹脂成形装置及び樹脂成形品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
半導体チップが固定された基板等は、一般的に樹脂封止することにより電子部品として用いられる。従来、基板等を樹脂封止するための樹脂成形装置としてトランスファ成形用の金型を備えたものが知られている。トランスファ成形には、基板等に対して垂直な方向から樹脂材料を供給するトップゲート方式がある(例えば、特許文献1参照)。
【0003】
特許文献1に開示されたトップゲート方式のトランスファ成形用の金型においては、上型と下型とそれらの間の中間型(特許文献1においては中型)とで構成されている。特許文献1に開示された金型において、上型にはランナが形成され、中間型にはキャビティやゲートが形成され、下型にはキャビティが形成される。ランナは中間型に形成される場合もある。
【先行技術文献】
【特許文献】
【0004】
特開2009-196230号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
トップゲート方式のトランスファ成形の金型においては、中間型にキャビティ、ゲート、ランナ等が形成されるため、金型の製造時には中間型の加工に長時間を要する。また、中間型の加工誤差や中間型の一部に損傷が発生した場合には、中間型の全体が使用できなくなる。
【0006】
そこで、短時間で中間型を製造することが可能な成形型、樹脂成形装置及び樹脂成形品の製造方法が望まれている。
【課題を解決するための手段】
【0007】
本発明に係る成形型の特徴構成は、成形対象物を保持し、樹脂材料が供給されるキャビティを有する成形型本体を備え、前記成形型本体は、上型と、前記樹脂材料が充填されるポットが形成されたポットブロックを含む下型と、前記上型と前記下型との間に配置され、前記成形対象物と対向する第1面を有する中間型と、を有し、前記中間型は、前記キャビティに前記樹脂材料を供給するゲートを有する本体部材と、前記本体部材の周縁に配置された外枠部材と、前記本体部材を前記外枠部材に保持する保持機構と、を有し、前記本体部材と前記外枠部材とは分離可能である点にある。
【0008】
本発明に係る樹脂成形装置の特徴構成は、上記に記載の成形型と、前記成形型を型締めする型締め機構と、を備える点にある。
【0009】
本発明に係る樹脂成形品の製造方法の特徴は、上記に記載の樹脂成形装置を用いた樹脂成形品の製造方法であって、前記成形型に前記成形対象物及び前記樹脂材料を供給する供給工程と、前記型締め機構により前記成形型を型締めする型締め工程と、前記ポットから前記ゲートを介して前記キャビティに、溶融した前記樹脂材料を流動させることにより、前記成形対象物の樹脂成形を行う成形工程と、を含む点にある。
【発明の効果】
【0010】
本発明によれば、短時間で中間型を製造することが可能な成形型、樹脂成形装置及び樹脂成形品の製造方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
溶融紡糸設備
4か月前
東レ株式会社
シート成形口金
9か月前
東レ株式会社
金型の製造方法
9か月前
津田駒工業株式会社
連続成形機
7か月前
東レ株式会社
プリプレグテープ
1か月前
個人
射出ミキシングノズル
14日前
株式会社日本製鋼所
押出機
20日前
輝創株式会社
接合方法
9か月前
東レ株式会社
一体化成形品の製造方法
2か月前
株式会社リコー
シート剥離装置
2か月前
東レ株式会社
延伸フィルムの製造方法
9か月前
帝人株式会社
成形体の製造方法
3か月前
株式会社日本製鋼所
押出成形装置
1か月前
三菱自動車工業株式会社
予熱装置
1か月前
TOWA株式会社
成形型清掃用のブラシ
24日前
株式会社日本製鋼所
押出成形装置
1か月前
六浦工業株式会社
接着装置
9か月前
グンゼ株式会社
印刷層の除去方法
9か月前
株式会社城北精工所
押出成形用ダイ
7か月前
小林工業株式会社
振動溶着機
4か月前
トヨタ自動車株式会社
真空成形方法
5か月前
株式会社リコー
シート処理システム
2か月前
KTX株式会社
シェル型の作製方法
3か月前
大塚テクノ株式会社
樹脂製の構造体
7か月前
株式会社リコー
シート処理システム
2か月前
株式会社ニフコ
樹脂製品の製造方法
9日前
トヨタ自動車株式会社
真空成形装置
5か月前
個人
超高速射出点描画による熱溶解積層法
9か月前
東レエンジニアリング株式会社
立体造形方法
9か月前
三光合成株式会社
ガス排出供給構造体
15日前
豊田鉄工株式会社
接合体及び接合方法
1か月前
株式会社スリーエス
光造形装置
5か月前
UBEマシナリー株式会社
シミュレータ装置
9か月前
株式会社カネカ
再生アクリル樹脂の製造方法
9日前
東ソー株式会社
高純度薬品用容器の製造方法
3か月前
株式会社コスメック
磁気クランプ装置
1か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ


































