TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024092177
公報種別
公開特許公報(A)
公開日
2024-07-08
出願番号
2022207933
出願日
2022-12-26
発明の名称
レーザ加工の良否の判定方法
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B23K
26/00 20140101AFI20240701BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザ加工による複数の不良状態の判定を可能にする。
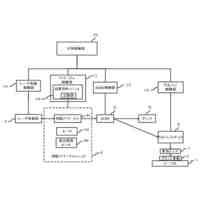
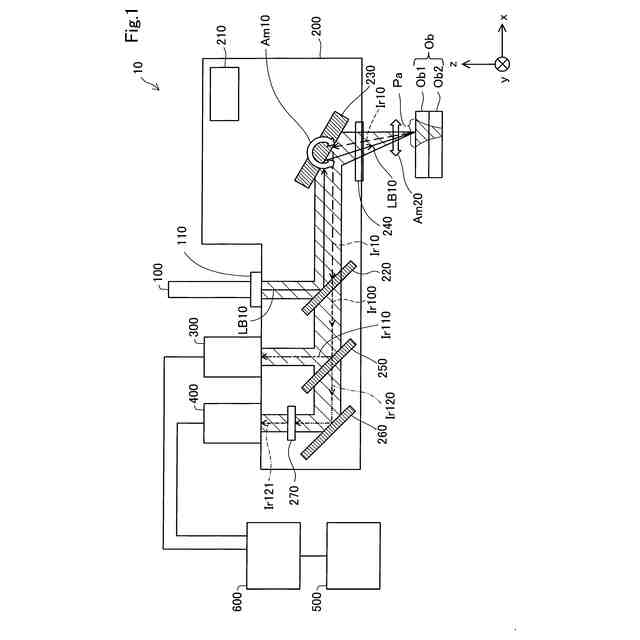
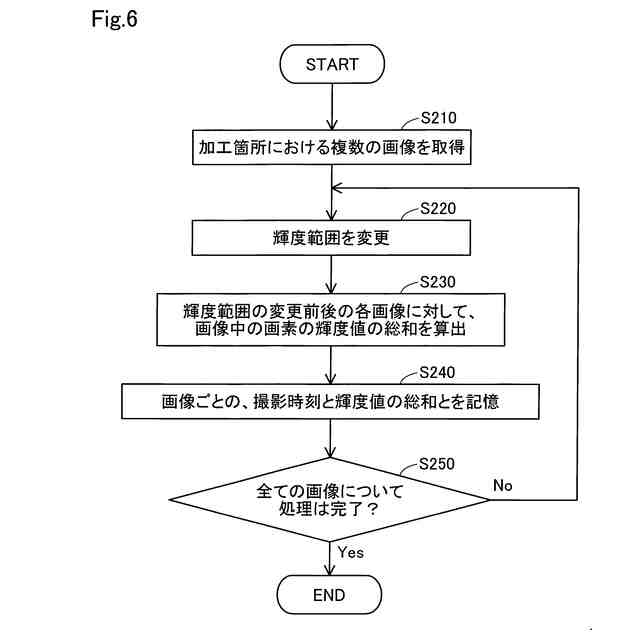
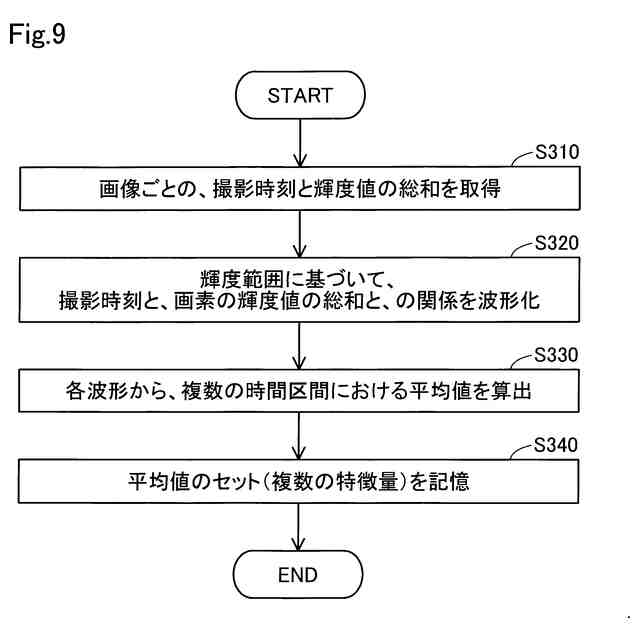
【解決手段】レーザ加工の良否の判定方法は、1台以上の温度測定カメラによりレーザ加工の加工箇所を撮像して、加工箇所を構成する素材の融点を含む第1温度範囲の温度分布を表す第1画像と、第1温度範囲の上限値よりも高い温度範囲を含む第2温度範囲の温度分布を表す第2画像と、を含む第1種画像を生成し、1つの加工箇所を対象としてレーザ加工が行われている間に、第1種画像の生成を複数回実施し、複数組の第1種画像の各画像の撮影時刻が含まれる時間区間ごとに、それぞれの画像に含まれる画素のうち、あらかじめ定められた範囲の輝度値を有する画素の輝度値の和の平均値を得て、第1平均値のセットを取得し、第1平均値のセットと、あらかじめ決定した良品における第1平均値のセットと、の比較に基づいて、加工箇所の良否の判定を行い、判定の結果を出力する方法。
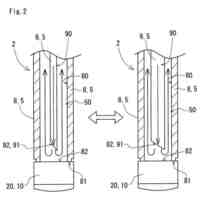
【選択図】図1
特許請求の範囲
【請求項1】
レーザ加工の良否の判定方法であって、
(a)1台以上の温度測定カメラにより前記レーザ加工の加工箇所を撮像して第1種画像を生成する工程であって、前記第1種画像は、前記加工箇所を構成する素材の融点を含む第1温度範囲の温度分布を表す第1画像と、前記第1温度範囲の上限値よりも高い温度範囲を含む第2温度範囲の温度分布を表す第2画像と、を含む、前記第1種画像を生成する工程と、
(b)1つの前記加工箇所を対象として前記レーザ加工が行われている間に、前記工程(a)を複数回実施する工程と、
(c)前記工程(b)により得られた複数組の前記第1種画像の前記第1画像と前記第2画像について、各画像の撮影時刻が含まれる時間区間ごとに、前記第1画像と前記第2画像のそれぞれに含まれる画素のうち、あらかじめ定められた範囲の輝度値を有する画素の輝度値の和の平均値を得る、平均化処理を実行し、第1平均値のセットを取得する工程と、
(d)複数の特徴量としての前記第1平均値のセットと、基準となる複数の前記特徴量としてのあらかじめ決定した良品における前記第1平均値のセットと、の比較に基づいて、前記加工箇所の良否の判定を行い、前記判定の結果を出力する工程と、
を含むレーザ加工の良否の判定方法。
続きを表示(約 1,300 文字)
【請求項2】
請求項1記載のレーザ加工の良否の判定方法であって、
前記工程(c)において、
前記第1画像と前記第2画像のそれぞれに含まれる画素のうち、あらかじめ定められた範囲の輝度値を有する画素の輝度値は、前記第1画像と前記第2画像のそれぞれに含まれる画素の輝度値が取り得る全ての値の範囲である、レーザ加工の良否の判定方法。
【請求項3】
請求項1記載のレーザ加工の良否の判定方法であって、
前記工程(c)において、
前記第1画像と前記第2画像のそれぞれに含まれる画素のうち、あらかじめ定められた範囲の輝度値を有する画素の輝度値は、前記第1画像と前記第2画像のそれぞれに含まれる画素の輝度値が取り得る最大値を含まない範囲である、レーザ加工の良否の判定方法。
【請求項4】
請求項3記載のレーザ加工の良否の判定方法であって、さらに、
(e)前記工程(b)により得られた前記複数組の前記第1種画像の前記第1画像と前記第2画像について、各画像の前記撮影時刻が含まれる前記時間区間ごとに、前記第1画像と前記第2画像のそれぞれに含まれる画素のうち、あらかじめ定められた他の範囲の輝度値を有する画素の輝度値の和の平均値を得る、平均化処理を実行し、第2平均値のセットを取得する工程であって、前記あらかじめ定められた他の範囲の輝度値は、前記第1画像と前記第2画像のそれぞれに含まれる画素の輝度値の全ての範囲を含む、工程を備え、
前記工程(d)は、さらに、前記複数の特徴量としての前記第2平均値のセットと、基準となる複数の前記特徴量としてのあらかじめ決定した良品における前記第2平均値のセットと、の比較に基づいて、前記加工箇所の良否の前記判定を行い、前記判定の結果を出力する工程である、レーザ加工の良否の判定方法。
【請求項5】
請求項1から4のいずれか1項に記載のレーザ加工の良否の判定方法であって、
さらに、前記加工箇所が不良の場合には、
(f)あらかじめ前記不良の種類と関連付けられた複数の前記特徴量としての不良特徴量のセットと、前記加工箇所を撮像することによって得られた複数の前記特徴量としての、前記第1平均値のセットと前記第2平均値のセットと、を少なくとも一方を含む複数の前記特徴量との比較に基づいて、前記加工箇所の前記不良の種類を特定し、特定された前記不良の種類を出力する工程を含む、レーザ加工の良否の判定方法。
【請求項6】
請求項5記載のレーザ加工の良否の判定方法であって、
前記不良特徴量のセットは、さらに、前記不良の種類と、前記不良の種類と関連づけられた前記不良特徴量のセットと、の少なくとも一方に関連付けられた前記不良の要因を含み、
前記工程(f)は、前記不良特徴量のセットと、前記加工箇所を撮像することによって得られた複数の前記特徴量としての、前記第1平均値のセットと前記第2平均値のセットと、を少なくとも一方を含む複数の前記特徴量との比較に基づいて、前記加工箇所の前記不良の要因を特定し、特定された前記不良の要因を出力する工程を含む、レーザ加工の良否の判定方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ加工に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、特許文献1に記載されるように、2枚の金属板を重ね溶接する方法として、レーザ加工による溶接方法(以下、レーザ溶接)が用いられる。このレーザ溶接は、高エネルギー密度のレーザ光を対象物に照射することで、2枚の金属板を溶融し、結合させる溶接方法である。
【0003】
レーザ溶接は、溶接部の加熱方法により、キーホール型と熱伝導型の2種類にわかれる。キーホール型のレーザ溶接は、レーザ光のエネルギー密度を高めることで、金属板にキーホールと呼ばれる、くぼみを発生させながら溶接する方法である。キーホールは、金属の蒸発時に、金属板表面に発生する反発力により形成される。キーホール型は、くぼみを形成することにより、熱伝導型より深い溶け込みが可能である。一方、熱伝導型は、レーザ光のエネルギー密度を、キーホール型に比べて低くすることで、金属にエネルギーを吸収させる。よって、熱伝導型では、エネルギー密度が低いことにより、金属の蒸発が発生しない。すなわち、熱伝導型では、キーホールは発生しない。熱伝導型は、エネルギーを金属中に伝播させることで、金属を溶融する。
【0004】
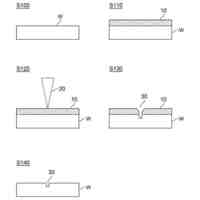
レーザ溶接の不良には、主に、溶け落ちと面積不足と貫通がある。溶け落ちは、2枚の金属板のうち、レーザ光を照射される側に位置する金属板に、穴やへこみができた状態である。例えば、溶接する金属板の間に隙間が存在する場合を例として説明する。この場合、金属板を接合するためには、この隙間により生じる金属板の間の距離を、溶融金属が超える必要がある。よって、この溶接は、金属板を余分に溶融させることで、この距離を超えて金属板を接合させる。しかし、隙間がない場合に比べて、金属板を溶融させることにより、溶け落ちが発生するリスクが増大する。面積不足は、2枚の金属板の接合面積が不足している状態である。接合面積の不足は、接合部の機械的強度の低下を引き起こす。例えば、レーザ光の出力が小さい場合、金属が十分に溶融しないために、接合面積が不十分となる。貫通は、金属の溶融により2枚の金属板に孔が開いた状態である。例えば、レーザ光の出力が大きい場合、金属が過剰に溶融されることで、2枚の金属板を貫通した孔が発生する。
【0005】
特許文献1においては、貫通による不良の良品判定の方法が記載されている。特許文献1の方法は、溶接部の発光による輝度分布を利用する方法である。この発光は、溶接部の温度上昇による発光である。特許文献1の方法は、レーザ光と同軸上からこの発光を撮像することで、円状に発光した溶接部の画像を取得する。溶接部の輝度分布は、キーホールの状態により変化する。よって、特許文献1の方法は、この輝度分布から貫通の程度を判定する。
【先行技術文献】
【特許文献】
【0006】
特開2010-115680号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、前述のようにレーザ溶接の不良は、貫通だけではない。非貫通状態において、溶け落ちや面積不足が発生している場合がある。溶け落ちや面積不足は、貫通とは異なる現象によって発生するため、特許文献1による方法の適用が難しい。
【0008】
具体的には、金属板間の隙間を要因に発生する溶け落ちの場合、輝度分布からでは良否判定が難しい。この溶け落ちでは、隙間に溶融金属が流れこむ分、過剰に金属板が溶融される。しかし、隙間に溶融金属が存在する場合であっても、キーホールは、正常に形成される場合がある。よって、キーホールの状態を示す輝度分布からでは、溶け落ちの発生による溶接の不良についての良否判定は困難である。
【0009】
レーザ光の出力不足を要因に発生する面積不足の場合、レーザ光出力の程度により、キーホールは正常に形成されることがある。このため、溶け落ちの例と同様に、キーホールの状態を示す輝度分布からでは、溶接の不良についての良否判定は困難である。
【0010】
したがって、溶接部において、貫通も含めた複数の不良状態を判定するには、複数の溶接部の特徴を確認する必要がある。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
電気抵抗溶接用電極
21日前
日東精工株式会社
ねじ締め機
1か月前
個人
低周波振動発生出力方法
4か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ろう付け装置
1か月前
ウエダ産業株式会社
カッター装置
4か月前
株式会社FUJI
工作機械
15日前
株式会社FUJI
工作機械
4か月前
日東精工株式会社
チャックユニット
1か月前
株式会社コスメック
着脱装置
3か月前
菅機械産業株式会社
測長装置
1か月前
日東精工株式会社
チャックユニット
2か月前
株式会社不二越
ドリル
4か月前
株式会社不二越
ドリル
1か月前
日進工具株式会社
被覆切削工具
2か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社ダイヘン
くびれ検出制御方法
3か月前
株式会社ダイヘン
アーク溶接制御方法
15日前
株式会社ダイヘン
回転アーク溶接方法
15日前
株式会社小島半田製造所
はんだ線
4か月前
国立大学法人 東京大学
加工方法
2か月前
ビアメカニクス株式会社
レーザ加工装置
1か月前
株式会社ソディック
ワイヤ放電加工装置
2か月前
株式会社不二越
管用タップ
3か月前
第一システム株式会社
切粉検査装置
1か月前
白光株式会社
ツイーザー装置
2か月前
株式会社不二越
歯車加工装置
4か月前
株式会社不二越
歯車製造装置
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社ダイヘン
溶接トーチ
2か月前
株式会社永木精機
埋設管窓開け工具
4か月前
株式会社ダイヘン
被覆アーク溶接制御方法
3か月前
有限会社 ナプラ
接合材用金属粒子
3か月前
工機ホールディングス株式会社
工具
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ