TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024086313
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022201382
出願日
2022-12-16
発明の名称
通電部品、溶接トーチ、溶接システム、通電部品の設計方法及びコンタクトチップ
出願人
株式会社神戸製鋼所
代理人
弁理士法人栄光事務所
主分類
B23K
9/26 20060101AFI20240620BHJP(工作機械;他に分類されない金属加工)
要約
【課題】簡素且つコンパクトな構成で、溶接ワイヤへの給電を安定させつつ、コンタクトチップの製品寿命を延ばすことができる通電部品と、通電部品を備えた溶接トーチと、通電部品を備えた溶接システムと、通電部品の設計方法と、コンタクトチップと、を提供する。
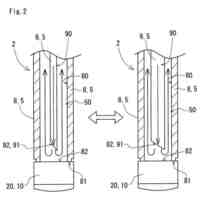
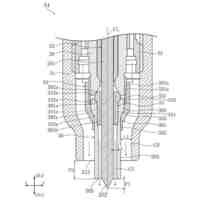
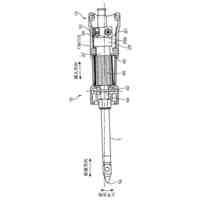
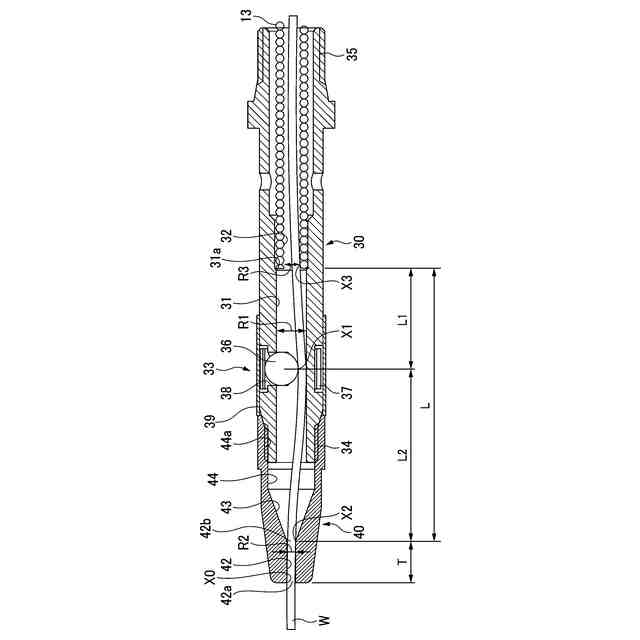
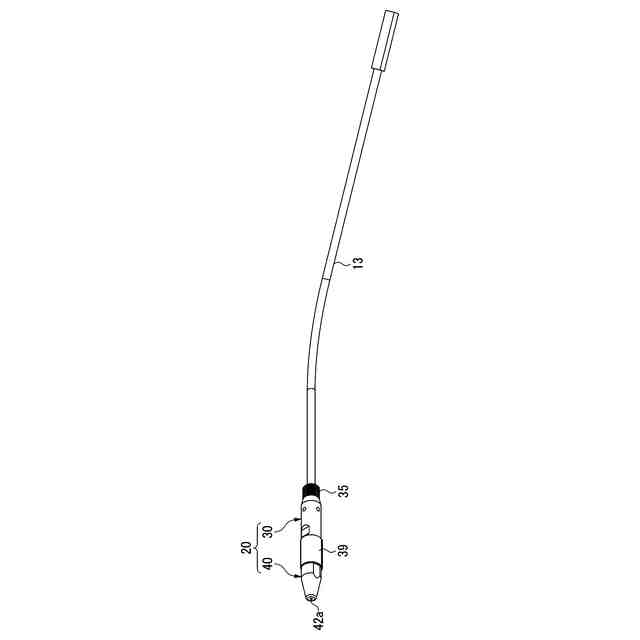
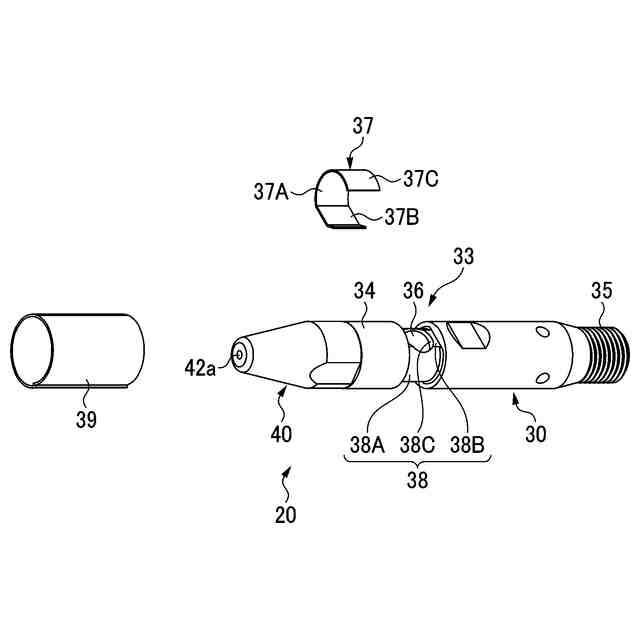
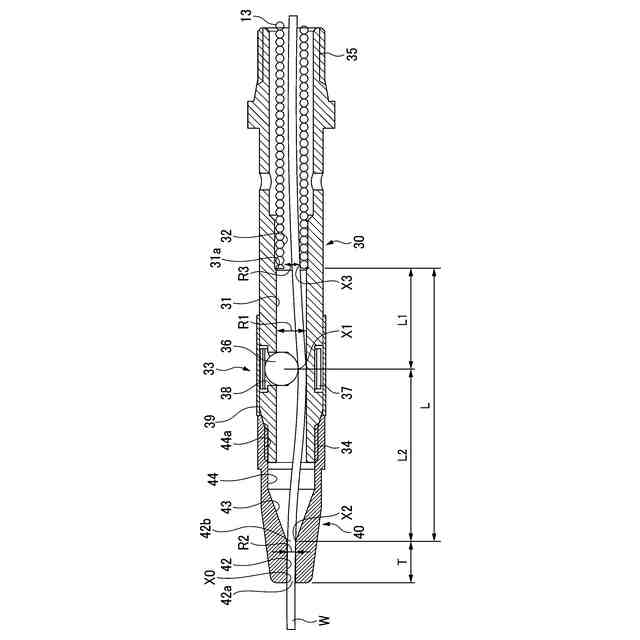
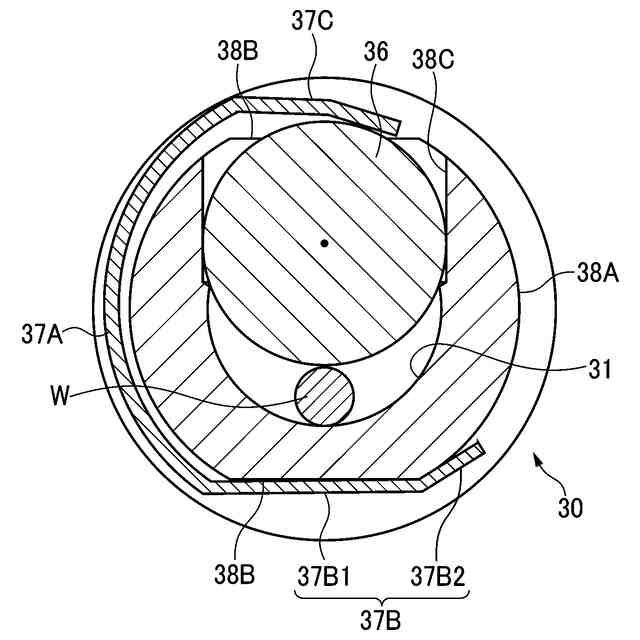
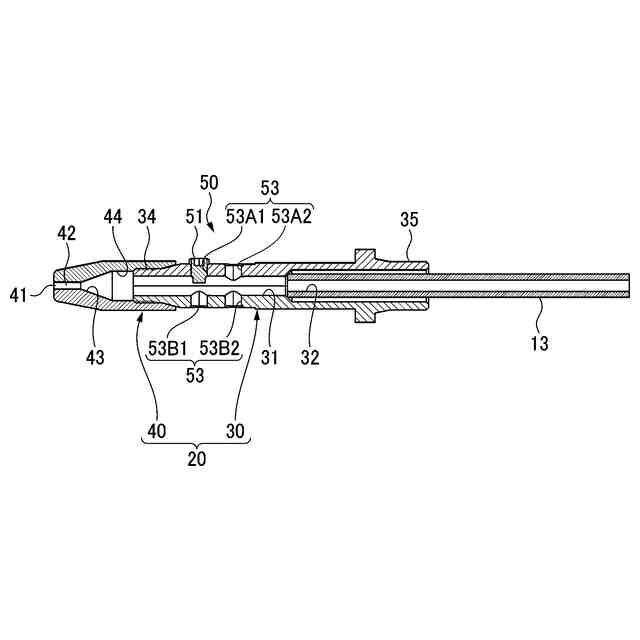
【解決手段】溶接ワイヤに給電し、アーク溶接を行うための溶接トーチが有する通電部品であって、通電部品は、少なくとも、溶接ワイヤに給電を行う筒状のコンタクトチップと、溶接トーチ基端側のトーチ銃身とコンタクトチップとを接続する筒状のチップボディと、を備え、チップボディは、第1の内径を有する偏心ガイド部と、偏心ガイド部に挿通された溶接ワイヤを径方向に偏心させるワイヤ押付部と、を有し、コンタクトチップには、先端に形成された開口部まで溶接ワイヤをガイドする軸方向のガイド孔が形成され、ガイド孔は、前記第1の内径よりも径が小さい第2の内径を有する。
【選択図】図5
特許請求の範囲
【請求項1】
溶接ワイヤに給電し、アーク溶接を行うための溶接トーチが有する通電部品であって、
前記通電部品は、少なくとも、前記溶接ワイヤに給電を行うコンタクトチップと、前記溶接トーチ基端側のトーチ銃身と前記コンタクトチップとを接続するチップボディと、を備え、
前記チップボディは、第1の内径を有する偏心ガイド部と、前記偏心ガイド部に挿通された前記溶接ワイヤを径方向に偏心させるワイヤ押付部と、を有し、
前記コンタクトチップには、先端に形成された先端開口部から後端開口部まで軸方向に沿って形成され、前記溶接ワイヤをガイドするガイド孔が設けられ、
前記ガイド孔は、前記第1の内径よりも径が小さい第2の内径を有する、
通電部品。
続きを表示(約 1,200 文字)
【請求項2】
前記チップボディには、前記偏心ガイド部の基端側に、第3の内径を有する基端ガイド部が設けられ、
前記第3の内径は、前記第1の内径よりも径が小さく、前記第2の内径よりも径が大きい、
請求項1に記載の通電部品。
【請求項3】
前記ワイヤ押付部は、少なくとも、前記溶接ワイヤと接触する押当部材と、前記溶接ワイヤへ前記押当部材を押し当てるための弾性部材と、を有し、
前記押当部材を、球状部材とし、
前記弾性部材を、板バネ状部材とした、
請求項1に記載の通電部品。
【請求項4】
前記ワイヤ押付部では、
前記チップボディの周面に形成された径方向の貫通孔に、前記球状部材が収容され、
前記板バネ状部材は、前記貫通孔から突出する前記球状部材を押圧するように、前記チップボディの周面をクランプする、
請求項3に記載の通電部品。
【請求項5】
前記基端ガイド部は、前記チップボディの後部側に内挿されたコンジットチューブの内径により、前記第3の内径を有する、
請求項2に記載の通電部品。
【請求項6】
前記ワイヤ押付部に、前記チップボディの長手方向又は円周方向に対し、位置調整可能な調整機構を設けた、
請求項1~5の何れか1項に記載の通電部品。
【請求項7】
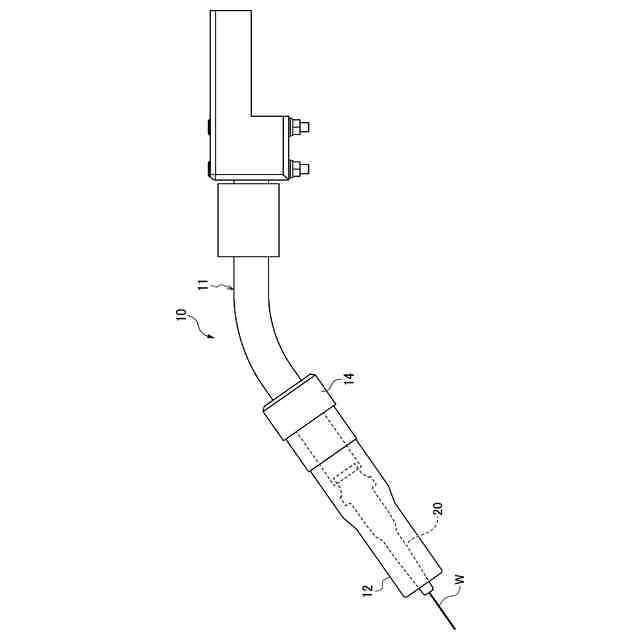
請求項1~5の何れか1項に記載の通電部品を備えた溶接トーチ。
【請求項8】
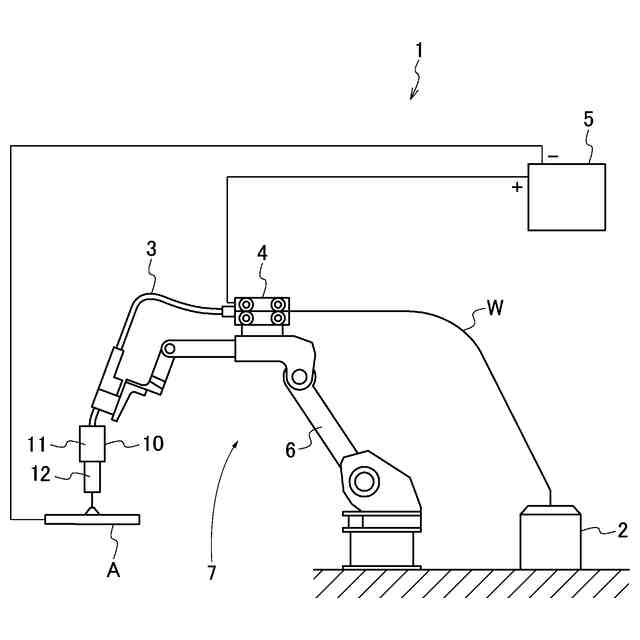
請求項7に記載の溶接トーチを備える溶接ロボットと、
溶接電源と、を備える、
溶接システム。
【請求項9】
請求項2に記載の通電部品の設計方法であって、
少なくとも、
前記基端ガイド部の先端位置と、前記ワイヤ押付部による前記溶接ワイヤの押付位置との間の第1曲げ区間と、
前記ワイヤ押付部による前記溶接ワイヤの押付位置と、前記ガイド孔の後端開口部との間の第2曲げ区間と、
前記ガイド孔の軸方向の長さである先端ガイド長と、
前記第1の内径と、
前記第2の内径と、
前記第3の内径と、
溶接に使用する前記溶接ワイヤに関する溶接ワイヤ情報と、
で構成される通電部品設計項目に基づいて、前記コンタクトチップの先端位置近傍と、前記溶接ワイヤとの間の接触力を算出する接触力算出工程と、
前記接触力算出工程で算出された接触力が、任意に予め設定した設計接触力となるように、前記通電部品設計項目の値を決定する、設計工程とを有する、
通電部品の設計方法。
【請求項10】
前記溶接ワイヤ情報は、前記溶接ワイヤの線径と、前記溶接ワイヤの機械的性能のうち、少なくとも1つを含む、
請求項9に記載の通電部品の設計方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接ワイヤに強制的に接触する機構を備えた通電部品と、通電部品を備えた溶接トーチと、通電部品を備えた溶接システムと、通電部品の設計方法と、コンタクトチップと、に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
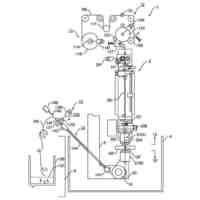
従来、コンタクトチップは、溶接ワイヤを溶接箇所に向けて案内するとともに、溶接ワイヤに給電する通電部品としても機能している。コンタクトチップを備えた溶接トーチは、コンタクトチップの先端側に形成された開口部から溶接箇所に向けて溶接ワイヤを繰り出すとともに、コンタクトチップに接触した溶接ワイヤに給電することによって、溶接箇所をアーク溶接することができる。
【0003】
コンタクトチップを介して、送給される溶接ワイヤは、スプール巻き、またはパック巻きの形態で使用されるため、一般的に曲げ癖がついている。この曲げ癖によって、溶接ワイヤはコンタクトチップ側に接触し、この接触位置が給電部となる。溶接ワイヤとコンタクトチップが接触する力は、曲げ癖に依存するため、溶接ワイヤの剛性、スプール巻きまたはパック巻きの形態などの条件によって変わる。例えば、パック巻きの形態で使用すると、ワイヤの曲げ癖が小さくなるため、溶接ワイヤとコンタクトチップ間の接触力は小さくなる。この接触力が小さい場合は、チップ摩耗によって、コンタクトチップの開口部が少しでも大きくなると、溶接ワイヤとコンタクトチップ間で接触し難くなり、給電部の電気抵抗が急激に大きくなることによるチップ融着や給電部の通電不良によるアーク不安定などが発生し易くなる。このため、溶接ワイヤの剛性や巻き方によっては、接触力の影響で、コンタクトチップを早期に交換する必要が生じる。よって、溶接ワイヤの剛性や巻き方を問わず、コンタクトチップの寿命を延ばし、かつ安定した溶接を行うためには、何らかの押付手段を用いて、溶接ワイヤとコンタクトチップ間の接触力を一定に保つ必要がある。
【0004】
これに対し、特許文献1では、コンタクトチップの内部に溶接ワイヤをチップ接触面に押付ける押付手段を設け、その押付力によって溶接ワイヤをコンタクトチップの通電面に強制的に接触させる構成が開示されている。
【0005】
また、特許文献2では、溶接ワイヤが挿通される軸方向のトーチボディと、トーチボディの軸方向先端側に延在する給電用部材と、トーチボディを軸方向に対して直交する方向に押付ける押付手段を設け、押付手段によってトーチボディ全体を動かすことによって、トーチボディから繰り出される溶接ワイヤを給電用部材側に押付けた構成が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開平10-34311号公報
特開昭59-199673号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載のコンタクトチップは、溶接作業によって開口部が多少大きくなっても、押付手段によって溶接ワイヤを、一定の接触力でコンタクトチップ接触面に押付けることができるため、溶接ワイヤへの給電が安定して、製品寿命が向上するものであるが、比較的に製品寿命の短い消耗品であるコンタクトチップの構造が複雑になるため、製造コストが高くなり、費用対効果が十分でない。
【0008】
また、特許文献2に記載の溶接トーチは、コンタクトチップの構成を複雑にすることなく、コンタクトチップの製品寿命を向上させることができるものであるが、トーチボディ全体を動かす押付手段を設ける必要があるため、装置全体が大型化、複雑化してメンテナンスにも手間がかかるという問題がある。
【0009】
本発明は、上記状況に鑑みてなされたものであり、その目的は、コンタクトチップ内に押付手段を設けない簡素且つコンパクトな構成で、溶接ワイヤへの給電を安定させつつ、コンタクトチップの製品寿命を延ばすことができる通電部品と、通電部品を備えた溶接トーチと、通電部品を備えた溶接システムと、通電部品の設計方法と、コンタクトチップと、を提供することにある。
【課題を解決するための手段】
【0010】
本発明の上記目的は、下記の構成により達成される。
(1) 溶接ワイヤに給電し、アーク溶接を行うための溶接トーチが有する通電部品であって、
前記通電部品は、少なくとも、前記溶接ワイヤに給電を行うコンタクトチップと、前記溶接トーチ基端側のトーチ銃身と前記コンタクトチップとを接続するチップボディと、を備え、
前記チップボディは、第1の内径を有する偏心ガイド部と、前記偏心ガイド部に挿通された前記溶接ワイヤを径方向に偏心させるワイヤ押付部と、を有し、
前記コンタクトチップには、先端に形成された先端開口部から後端開口部まで軸方向に沿って形成され、前記溶接ワイヤをガイドするガイド孔が設けられ、
前記ガイド孔は、前記第1の内径よりも径が小さい第2の内径を有する、
通電部品。
(2) 前記チップボディには、前記偏心ガイド部の基端側に、第3の内径を有する基端ガイド部が設けられ、
前記第3の内径は、前記第1の内径よりも径が小さく、前記第2の内径よりも径が大きい、
(1)に記載の通電部品。
(3) 前記ワイヤ押付部は、少なくとも、前記溶接ワイヤと接触する押当部材と、前記溶接ワイヤへ前記押当部材を押し当てるための弾性部材と、を有し、
前記押当部材を、球状部材とし、
前記弾性部材を、板バネ状部材とした、
(1)に記載の通電部品。
(4) 前記ワイヤ押付部では、
前記チップボディの周面に形成された径方向の貫通孔に、前記球状部材が収容され、
前記板バネ状部材は、前記貫通孔から突出する前記球状部材を押圧するように、前記チップボディの周面をクランプする、
(3)に記載の通電部品。
(5) 前記基端ガイド部は、前記チップボディの後部側に内挿されたコンジットチューブの内径により、前記第3の内径を有する、
(2)に記載の通電部品。
(6) 前記ワイヤ押付部に、前記チップボディの長手方向又は円周方向に対し、位置調整可能な調整機構を設けた、
(1)~(5)の何れか1つに記載の通電部品。
(7) (1)~(5)の何れか1つに記載の通電部品を備えた溶接トーチ。
(8) (7)に記載の溶接トーチを備える溶接ロボットと、
溶接電源と、を備える、
溶接システム。
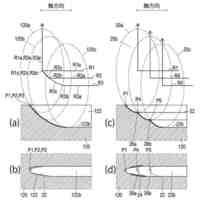
(9) (2)に記載の通電部品の設計方法であって、
少なくとも、
前記基端ガイド部の先端位置と、前記ワイヤ押付部による前記溶接ワイヤの押付位置との間の第1曲げ区間と、
前記ワイヤ押付部による前記溶接ワイヤの押付位置と、前記ガイド孔の後端開口部との間の第2曲げ区間と、
前記ガイド孔の軸方向の長さである先端ガイド長と、
前記第1の内径と、
前記第2の内径と、
前記第3の内径と、
溶接に使用する前記溶接ワイヤに関する溶接ワイヤ情報と、
で構成される通電部品設計項目に基づいて、前記コンタクトチップの先端位置近傍と、前記溶接ワイヤとの間の接触力を算出する接触力算出工程と、
前記接触力算出工程で算出された接触力が、任意に予め設定した設計接触力となるように、前記通電部品設計項目の値を決定する、設計工程とを有する、
通電部品の設計方法。
(10) 前記溶接ワイヤ情報は、前記溶接ワイヤの線径と、前記溶接ワイヤの機械的性能のうち、少なくとも1つを含む、
(9)に記載の通電部品の設計方法。
(11) 溶接ワイヤに給電し、アーク溶接を行うための溶接トーチに用いられるコンタクトチップであって、
前記コンタクトチップの内面は、
後端に配置されてチップボディの軸方向先端と接続する筒状の連結部と、
前記連結部から軸方向前側に向かって径が小さくなるテーパ部と、
前記テーパ部の先端と連通する後端開口部から前記コンタクトチップの先端に形成された先端開口部まで軸方向に沿って形成され、前記溶接ワイヤをガイドするガイド孔と、を有し、
前記ガイド孔を形成する第2の内径は、前記溶接ワイヤの線形より大きい一方で、前記チップボディの偏心ガイド部で前記溶接ワイヤが径方向に押圧される、押圧空間が有する第1の内径よりも小さく、
前記ガイド孔は、前記後端開口部と、前記先端開口部とで、前記溶接ワイヤに接触する、
コンタクトチップ。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
個人
低周波振動発生出力方法
2か月前
津田駒工業株式会社
工作機械
3か月前
日東精工株式会社
着座確認装置
3か月前
アズビル株式会社
溶接方法
3か月前
ウエダ産業株式会社
カッター装置
3か月前
株式会社コスメック
クランプ装置
4か月前
株式会社FUJI
工作機械
2か月前
株式会社不二越
ドリル
6日前
日東精工株式会社
チャックユニット
1か月前
株式会社不二越
ドリル
3か月前
株式会社コスメック
着脱装置
2か月前
ダイハツ工業株式会社
冷却構造
1か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
日進工具株式会社
被覆切削工具
1か月前
株式会社不二越
エンドミル
4か月前
株式会社不二越
管用タップ
2か月前
個人
クーラント装置
3か月前
株式会社小島半田製造所
はんだ線
3か月前
ビアメカニクス株式会社
レーザ加工装置
20日前
国立大学法人 東京大学
加工方法
26日前
株式会社不二越
管用タップ
3か月前
株式会社ソディック
ワイヤ放電加工装置
1か月前
株式会社不二越
歯車製造装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社不二越
歯車製造装置
3か月前
有限会社 ナプラ
接合材用金属粒子
2か月前
白光株式会社
ツイーザー装置
1か月前
ダイハツ工業株式会社
位置検出装置
3か月前
株式会社永木精機
埋設管窓開け工具
2か月前
トヨタ自動車株式会社
積層造形方法
28日前
工機ホールディングス株式会社
工具
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ