TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024082249
公報種別
公開特許公報(A)
公開日
2024-06-19
出願番号
2023198776
出願日
2023-11-24
発明の名称
プレス式管継手のゲージ装置及びプレス式管継手の施工状態の判定方法
出願人
株式会社三五
代理人
弁理士法人プロスペック特許事務所
主分類
F16L
13/14 20060101AFI20240612BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
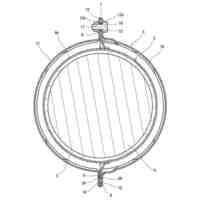
【課題】プレス式管継手のゲージ装置において、Oリングそのものの圧縮量により直接的に対応する指標に基づいて、プレス式管継手のソケット部に配管要素を接続する締結作業の施工状態の良否を簡便に判定する判定する。
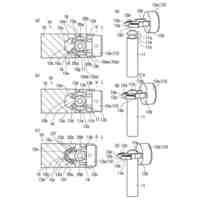
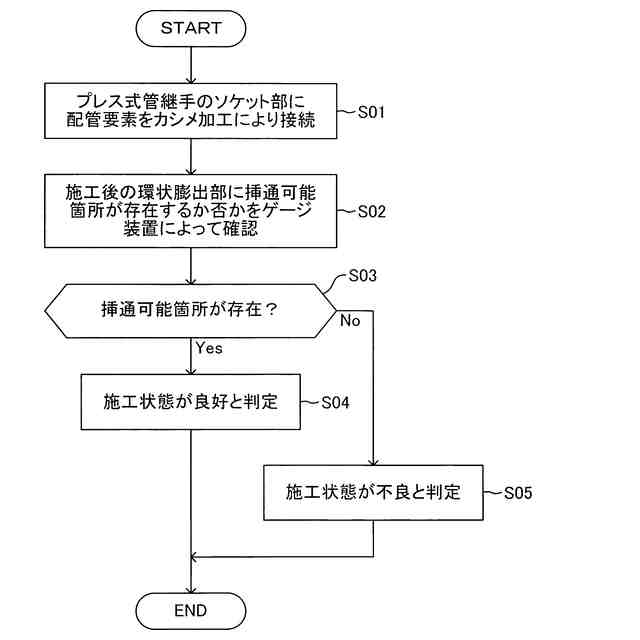
【解決手段】良好な施工状態における環状膨出部の外径の最小値である目標最小外径に対応する2面幅を有する挟みゲージに挿通することが可能な箇所(割出し角度)が施工後の環状膨出部に存在するか否かに基づいて、Oリングの圧縮量が所定値を満たしているか否か(即ち、施工状態の良否)を判定する。
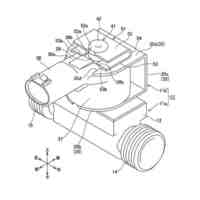
【選択図】図1
特許請求の範囲
【請求項1】
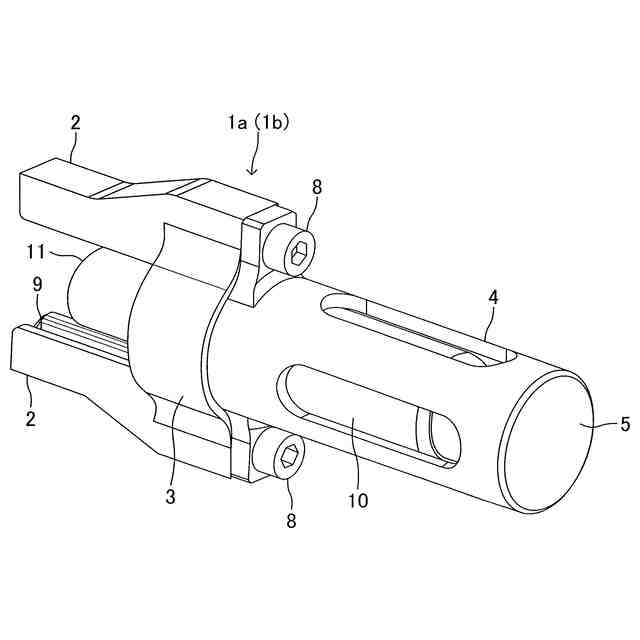
プレス式管継手のソケット部に配管要素を接続する締結作業の施工状態の良否を判定するためのゲージ装置であって、
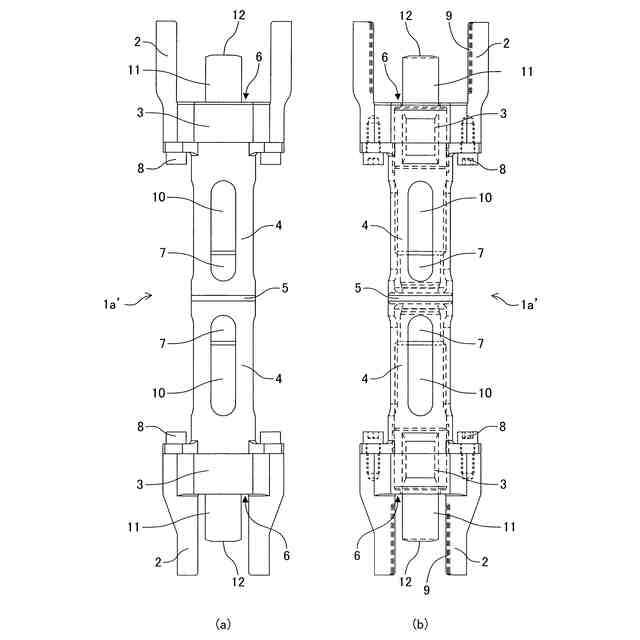
対向する一組の腕部が本体部から延出し、
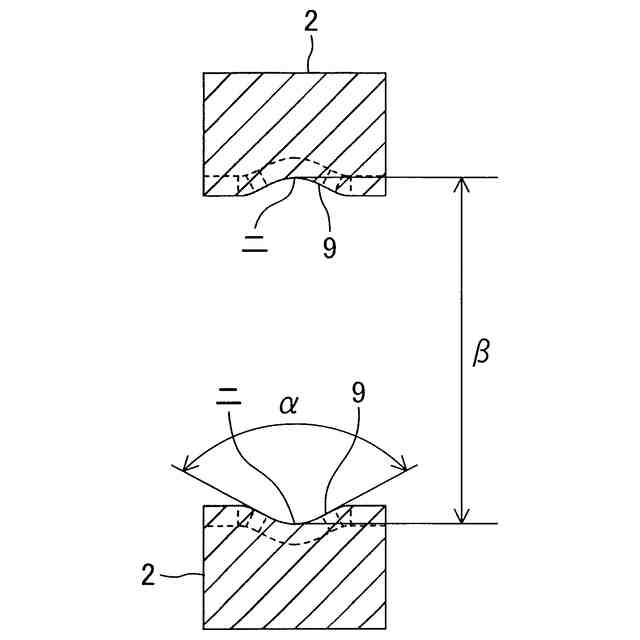
一組の前記腕部の夫々の対向側には互いに平行な溝部が形成されており、
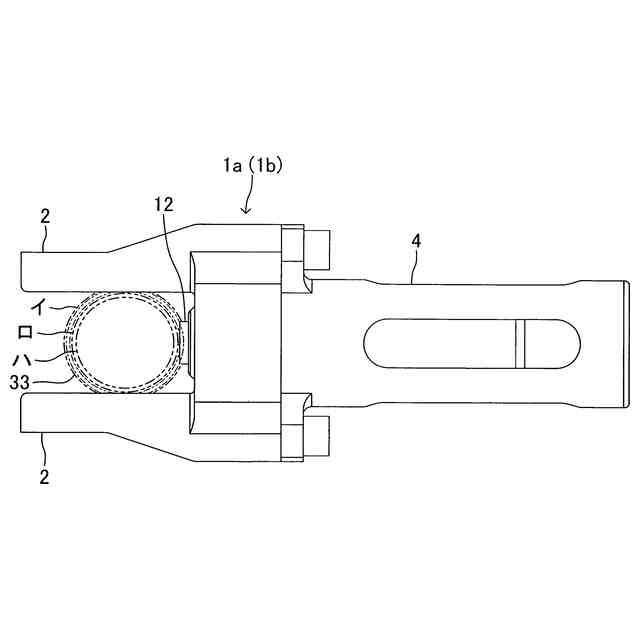
前記溝部の断面は、被測定物である前記プレス式管継手の環状膨出部が嵌合して前記ソケット部の軸方向における前記環状膨出部と前記溝部との位置関係を一意に固定することが可能な形状を有しており、
良好な施工状態における前記環状膨出部の外径の最小値である目標最小外径を有する箇所である目標最小外径部が一組の前記腕部に形成された前記溝部の間に嵌合可能であるように前記溝部が配置されている、
ことを特徴とする、プレス式管継手のゲージ装置。
続きを表示(約 1,200 文字)
【請求項2】
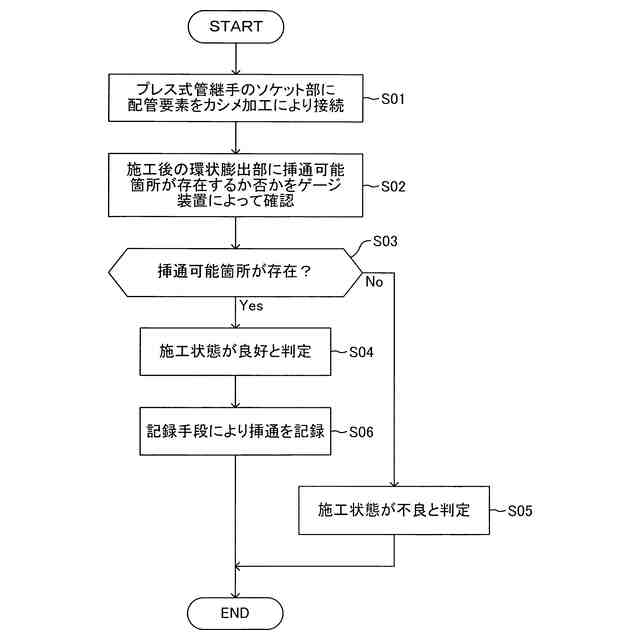
前記環状膨出部を前記溝部の間に挿通させたときに当該挿通を自動的に記録する記録手段を更に備える、
ことを特徴とする、請求項1に記載されたプレス式管継手のゲージ装置。
【請求項3】
前記記録手段はスタンピング手段である、
ことを特徴とする、請求項2に記載されたプレス式管継手のゲージ装置。
【請求項4】
前記記録手段は、前記環状膨出部が前記溝部の間に挿通されたことを検知し当該検知を表す信号を発する挿通検知手段と、前記挿通検知手段が発する前記信号を記録及び/又は発信する信号記録手段と、を備える、
ことを特徴とする、請求項2に記載されたプレス式管継手のゲージ装置。
【請求項5】
請求項1乃至請求項4の何れか1に記載されたプレス式管継手のゲージ装置を用いて、プレス式管継手のソケット部に配管要素を接続する締結作業の施工状態の良否を判定する判定方法であって、
前記締結作業後の前記環状膨出部において前記溝部の間に挿通させることが可能な箇所である挿通可能箇所が存在するか否かを前記ゲージ装置によって確認し、
前記挿通可能箇所が存在する場合は前記施工状態が良好であると判定し、
前記挿通可能箇所が存在しない場合は前記施工状態が不良であると判定する、
ことを特徴とする、プレス式管継手の施工状態の判定方法。
【請求項6】
請求項2に記載されたプレス式管継手のゲージ装置を用いて、プレス式管継手のソケット部に配管要素を接続する締結作業の施工状態の良否を判定する判定方法であって、
前記記録手段により、前記環状膨出部を前記溝部の間に挿通させたときに当該挿通を自動的に記録する、
ことを特徴とする、請求項5に記載されたプレス式管継手の施工状態の判定方法。
【請求項7】
請求項3に記載されたプレス式管継手のゲージ装置を用いて、プレス式管継手のソケット部に配管要素を接続する締結作業の施工状態の良否を判定する判定方法であって、
前記記録手段はスタンピング手段であり、
前記記録手段により、前記環状膨出部を前記溝部の間に挿通させたときに前記環状膨出部に当該挿通をスタンピングによって自動的に記録する、
ことを特徴とする、請求項6に記載されたプレス式管継手の施工状態の判定方法。
【請求項8】
請求項4に記載されたプレス式管継手のゲージ装置を用いて、プレス式管継手のソケット部に配管要素を接続する締結作業の施工状態の良否を判定する判定方法であって、
前記記録手段は、前記環状膨出部が前記溝部の間に挿通されたことを検知し当該検知を表す信号を発する挿通検知手段と、前記挿通検知手段が発する前記信号を記録及び/又は発信する信号記録手段と、を備える、
ことを特徴とする、請求項6に記載されたプレス式管継手の施工状態の判定方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス式管継手のゲージ装置及びプレス式管継手の施工状態の判定方法に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
例えばステンレス鋼を始めとする鉄等の金属からなる薄肉の配管要素を接続することによって構成される配管システムの施工においては、作業の容易性及び安全性の確保等の観点から、火器等の使用を必要としないメカニカル形管継手が使用されることが一般的である。メカニカル形管継手は、ステンレス協会によって定められる規格(SAS322)により、プレス式、拡管式、ナット式、転造ネジ式、差し込み式及びカップリング式等の種々の形式に分類される。
【0003】
メカニカル形管継手によれば、配管要素としての直管の端部を当該管継手(のソケット部)に内挿して環状膨出部を変形させる(カシメ加工する)ことにより、配管要素同士を接続して配管システムを編成することができる。このようなメカニカル形管継手の具体例としては、例えば特許文献1(特許第3436822号公報)に開示されている「プレス式管継手」を挙げることができる。このプレス式管継手においては、ソケット部に形成された環状膨出部の内側(環状溝)に弾性材料からなる環状のシール部材(Oリング)が装着され、配管要素(接続管)の端部(管端)がソケット部及びシール部材の内部に挿入される。そして、この状態が保持されたままソケット部の軸方向において環状膨出部を挟む両側の部分及び環状膨出部がプレスカシメ金型によって縮径加工(カシメ加工)され、径方向における内向き(求心方向)にシール部材が圧縮されて、当該管継手と配管要素とが気密又は液密に接続される。
【0004】
図10は、配管要素31の管端に一体的に形成されたプレス式管継手30に他の配管要素32が接続された様子(施工完了時)を示す模式図である。図10に示す例においては、配管要素31の管端における一定の範囲に亘ってソケット部36が一体的に形成されている。そして、ソケット部36には環状膨出部33が一体的に形成されており、環状膨出部33の内側には図示しない環状のシール部材であるOリングが内装されている。これらのソケット部36と環状膨出部33とOリングとによってプレス式管継手30が構成されている。
【0005】
他の配管要素32とプレス式管継手30とを接続する際には、プレス式管継手30のソケット部36及び図示しないOリングの内部に配管要素32の管端が挿入される。次に、この状態が保持されたまま、環状膨出部33及びソケット部36の軸方向において環状膨出部30を挟む両側の部分(黒塗りの矢印によって図中に示す)が図示しないプレスカシメ金型によって縮径加工(カシメ加工)されて、配管要素32とプレス式管継手30とが気密又は液密に接続される。また、環状膨出部30の両側に略六角形の横断面を有する被縮径部34及び35(以降、「六角断面縮径部」と称呼される場合がある。)が形成されるので、配管要素32とプレス式管継手30との相対的な移動(例えば、割出し及び/又は抜け等)の発生も低減される。このようなプレスカシメ金型の具体例としては、例えば特許文献2(特許第7015954号公報)に開示されている「プレスカシメ金型」を挙げることができる。
【0006】
六角断面縮径部である被縮径部34及び35は、六角断面縮径部に対応する略六角形の横断面を有する空洞部分を有し且つ周方向において複数個(典型的には2つ又は3つ)の部分的な金型(部分金型)に分割されたプレスカシメ金型を径方向における内向きに動かしてソケット部36(の軸方向において環状膨出部33を挟む両側の部分の両方又は一方)を縮径させることによって形成される。このような有限数の方向(例えば2方向又は3方向)からの径方向における内向き(求心方向)の動きによって環状膨出部を均一且つ環状に縮径させることは不可能である。しかしながら、ソケット部の軸方向において環状膨出部を挟む両側(場合によっては片側)の部分を、その横断面が略六角形となるように縮径させる過程において環状膨出部33を構成する材料が被縮径部34及び35によって引っ張られる。その結果として、環状膨出部を均一且つ環状に縮径させることができる。
【0007】
そして、環状膨出部33を均一且つ環状に縮径させることにより、環状膨出部33に内包された環状の弾性体からなるOリングもまた均一に圧縮されて、配管要素32の直管部とプレス式管継手30とを気密又は液密に接続することができる。このように、ソケット部36に対してプレスカシメ型を用いて被縮径部34及び35並びに環状膨出部33の縮径加工を施す締結作業のことを「施工」と称する。施工の結果、環状膨出部内のOリングが円周状に適正量だけ圧縮されて気密性及び/又は液密性を担保することができる状態となったことを「良施工」と称し、担保することができない状態となったことを「不良施工」又は「施工不良」と称する。
【0008】
現実の施工においては、周方向において複数個(典型的には2つ又は3つ)の部分的な金型(部分金型)に分割されたプレスカシメ金型による縮径加工であるため、六角断面縮径部の横断面の形状が正確な正六角形となるように被縮径部を縮径させたとしても、環状膨出部33の外周(環状膨出部33の最外径を有する環状の稜線)は真円にはならない。一方、Oリング内に挿入されている配管要素32は略真円であるので、Oリングの圧縮量は、周方向において僅かな差が発生することになる。しかしながら、Oリングが全周に亘って所定量だけ確実に圧縮されていれば、周方向において圧縮量に僅かな差が発生したとしてもOリングの気密性又は液密性は担保可能である。
【0009】
そのような施工保証(気密性又は液密性の担保)の考え方に基づいて、現場における各施工の完了時に図10に示す挟みゲージ37を用いて、施工の正しさを確認している。即ち、挟みゲージ37の2面幅部38に被縮径部34及び35を挿通(摺動させつつ挿入)することができることを確認することで、被縮径部34及び35の各3組の2面幅の正しさを確認し、それによってOリングの所定圧縮量を代用保証している。
【先行技術文献】
【特許文献】
【0010】
特許第3436822号公報
特許第7015954号公報
特許第7165279号公報
特許第4999019号公報
【発明の概要】
【発明が解決しようとする課題】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社三五
遮熱カバーの取付構造
1か月前
トヨタ自動車株式会社
車両用消音器
12日前
株式会社三五
プレス式管継手のゲージ装置及びプレス式管継手の施工状態の判定方法
10日前
個人
回転機構
1か月前
個人
脚装置
4か月前
個人
配管固定金具
4か月前
個人
家具
3か月前
丸一株式会社
配管構造
24日前
個人
ネジの緩み止め装置
1か月前
個人
ジャイロの軸受装置
3か月前
個人
アンカーボルト
2か月前
株式会社ミクニ
弁装置
4か月前
カヤバ株式会社
バルブ
2か月前
株式会社テイエルブイ
自動弁
2か月前
カヤバ株式会社
緩衝器
4か月前
株式会社ミクニ
弁装置
4か月前
株式会社ニフコ
留め具
16日前
株式会社フジキン
バルブ装置
2か月前
カヤバ株式会社
ダンパ
2か月前
カヤバ株式会社
緩衝器
3日前
株式会社ミクニ
弁装置
4か月前
株式会社フジキン
バルブ装置
1か月前
カヤバ株式会社
緩衝器
9日前
マフレン株式会社
自動給脂器
4か月前
株式会社ナジコ
自在継手
3か月前
株式会社不二工機
電磁弁
19日前
日星電気株式会社
多層チューブ
4か月前
株式会社テイエルブイ
熱応動弁
4か月前
株式会社不二工機
電動弁
3か月前
株式会社奥村組
制振機構
5か月前
個人
圧入成形物の製造法
3か月前
株式会社不二工機
電磁弁
4か月前
株式会社奥村組
制振機構
5か月前
株式会社TOK
着脱装置
1か月前
株式会社NejiLaw
雌ねじ体
2日前
日本精工株式会社
ボールねじ装置
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ