TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024080031
公報種別
公開特許公報(A)
公開日
2024-06-13
出願番号
2022192851
出願日
2022-12-01
発明の名称
塗工装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B05C
11/10 20060101AFI20240606BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
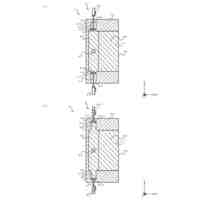
【課題】オーバーフローした塗工液がエア流路を介して逆流しても、レギュレータが破損するのを防止することができる塗工装置を提供する。
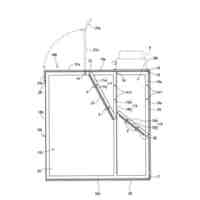
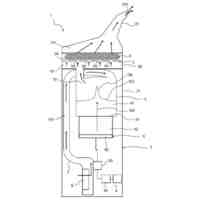
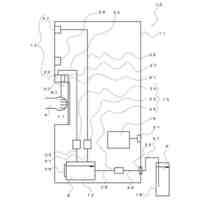
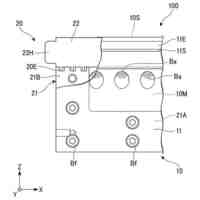
【解決手段】塗工液の塗工装置1であって、ブースターリレー10と、エア源から供給される圧縮エアの圧力を調整するレギュレータ20と、塗工液を保持する圧送タンク30と、を備え、前記ブースターリレーは、前記レギュレータから供給される圧力調整された圧縮エアAir1が入力される第1入力ポートP1と、前記エア源から供給される圧縮エアAir2が入力される第2入力ポートP2と、前記第2入力ポートに第1貫通穴H
15
を介して連通し、かつ、前記圧送タンクに接続された出力ポートP3と、前記出力ポートに第2貫通穴H
12
を介して連通した排出ポートP4、P5と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
塗工液の塗工装置であって、
ブースターリレーと、
エア源に第1流路を介して接続され前記エア源から供給される圧縮エアの圧力を調整するレギュレータと、
塗工液を保持する圧送タンクと、を備え、
前記ブースターリレーは、
前記レギュレータに第2流路を介して接続され前記レギュレータから供給される圧力調整された圧縮エアが入力される第1入力ポートと、
前記エア源に第3流路を介して接続され前記エア源から供給される圧縮エアが入力される第2入力ポートと、
前記第2入力ポートに第1貫通穴を介して連通し、かつ、前記圧送タンクに第4流路を介して接続された出力ポートと、
前記出力ポートに第2貫通穴を介して連通した排出ポートと、
前記第1入力ポート側の圧力>前記出力ポート側の圧力の場合、前記第1貫通穴を開き、一方、前記第1入力ポート側の圧力<前記出力ポート側の圧力の場合、前記第1貫通穴を閉じる第1弁と、
前記第1入力ポート側の圧力>前記出力ポート側の圧力の場合、前記第2貫通穴を閉じ、一方、前記第1入力ポート側の圧力<前記出力ポート側の圧力の場合、前記第2貫通穴を開く第2弁と、を備え、
前記圧送タンクには、第5流路を介して塗工手段が接続され、かつ、第6流路を介して予備タンクが接続されており、
前記出力ポートから前記第4流路を介して圧縮エアが前記圧送タンクに供給され当該圧送タンクに圧力が加わることにより、前記圧送タンク内の前記塗工液が前記第5流路を介して前記塗工手段に送液され、
前記圧送タンクには、減少した分の前記塗工液が前記予備タンクから前記第6流路を介して補給され、
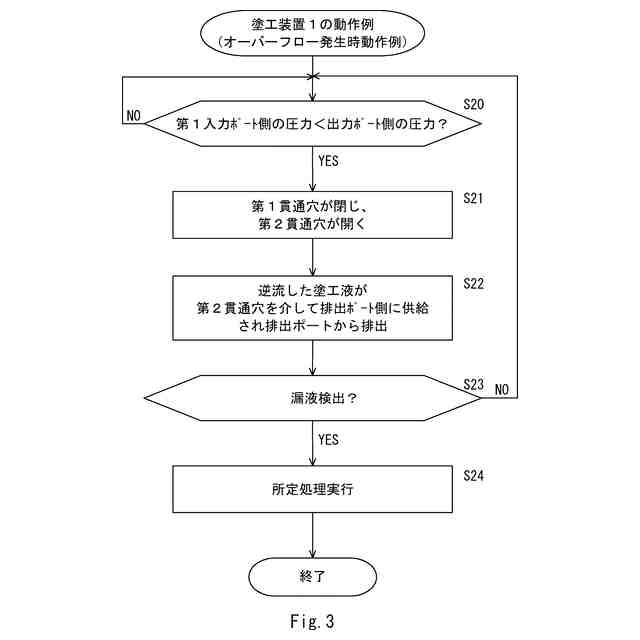
前記塗工液が前記圧送タンクから前記第4流路を介して逆流し、前記第1入力ポート側の圧力<前記出力ポート側の圧力となった場合、前記逆流した前記塗工液は、前記第2貫通穴を介して前記排出ポート側に供給され前記排出ポートから排出される塗工装置。
続きを表示(約 140 文字)
【請求項2】
前記排出ポートから排出される前記塗工液を検出する漏液センサをさらに備える請求項1に記載の塗工装置。
【請求項3】
前記逆流する前記塗工液は、前記圧送タンクの容量を超えて補給されオーバーフローが発生した前記塗工液である請求項1又は2に記載の塗工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、塗工装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
タンクに保持された塗工液をポンプにより圧送することによりダイ塗装を行う塗工装置が知られている(例えば、特許文献1参照)。
【0003】
ここで、タンク及びポンプに代えて圧送タンクを用い、エア流路を介して圧縮エアを圧送タンクに供給し当該圧送タンクに圧力を加えることにより、圧送タンク内の塗工液(例えば、ペースト状の液体)を塗工手段に送液(圧送)する場合がある。この場合、エア流路を介して圧送タンクに供給される圧縮エアの圧力がレギュレータで調整され、減少した塗工液が随時圧送タンクに補給される。
【先行技術文献】
【特許文献】
【0004】
特開2018-094507号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記のようにタンク及びポンプに代えて圧送タンクを用いる場合、何らかの要因で、圧送タンクの容量を超えて塗工液が補給されると、オーバーフローが発生し、オーバーフローした塗工液がエア流路を介して逆流し、レギュレータが破損する可能性があるという課題がある。
【0006】
本発明は、このような課題を解決するためになされたものであり、オーバーフローした塗工液がエア流路を介して逆流しても、レギュレータが破損するのを防止することができる塗工装置を提供するものである。
【課題を解決するための手段】
【0007】
本発明にかかる塗工装置は、
塗工液の塗工装置であって、
ブースターリレーと、
エア源に第1流路を介して接続され前記エア源から供給される圧縮エアの圧力を調整するレギュレータと、
塗工液を保持する圧送タンクと、を備え、
前記ブースターリレーは、
前記レギュレータに第2流路を介して接続され前記レギュレータから供給される圧力調整された圧縮エアが入力される第1入力ポートと、
前記エア源に第3流路を介して接続され前記エア源から供給される圧縮エアが入力される第2入力ポートと、
前記第2入力ポートに第1貫通穴を介して連通し、かつ、前記圧送タンクに第4流路を介して接続された出力ポートと、
前記出力ポートに第2貫通穴を介して連通した排出ポートと、
前記第1入力ポート側の圧力>前記出力ポート側の圧力の場合、前記第1貫通穴を開き、一方、前記第1入力ポート側の圧力<前記出力ポート側の圧力の場合、前記第1貫通穴を閉じる第1弁と、
前記第1入力ポート側の圧力>前記出力ポート側の圧力の場合、前記第2貫通穴を閉じ、一方、前記第1入力ポート側の圧力<前記出力ポート側の圧力の場合、前記第2貫通穴を開く第2弁と、を備え、
前記圧送タンクには、第5流路を介して塗工手段が接続され、かつ、第6流路を介して予備タンクが接続されており、
前記出力ポートから前記第4流路を介して圧縮エアが前記圧送タンクに供給され当該圧送タンクに圧力が加わることにより、前記圧送タンク内の前記塗工液が前記第5流路を介して前記塗工手段に送液され、
前記圧送タンクには、減少した分の前記塗工液が前記予備タンクから前記第6流路を介して補給され、
前記塗工液が前記圧送タンクから前記第4流路を介して逆流し、前記第1入力ポート側の圧力<前記出力ポート側の圧力となった場合、前記逆流した前記塗工液は、前記第2貫通穴を介して前記排出ポート側に供給され前記排出ポートから排出される。
【0008】
このような構成により、オーバーフローした塗工液がエア流路を介して逆流しても、レギュレータが破損するのを防止することができる塗工装置を提供することができる。
【0009】
これは、オーバーフローしエア流路を介して逆流する塗工液がレギュレータに到達する前にブースターリレーに入り、当該ブースターリレーの排出ポートから排出されることによるものである。
【0010】
また、上記塗工装置において、前記排出ポートから排出される前記塗工液を検出する漏液センサをさらに備えていてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
塗膜処理方法
2か月前
中国電力株式会社
塗装工具
2か月前
株式会社シロハチ
換気ブース
12日前
中外炉工業株式会社
塗布装置
1か月前
株式会社タイショウ
ペンホルダー
3か月前
東レエンジニアリング株式会社
塗布装置
2か月前
株式会社丸一
エアゾール製品の噴口構造
2か月前
トリニティ工業株式会社
塗装設備
2か月前
東レエンジニアリング株式会社
塗布装置
2か月前
大日本塗料株式会社
複層塗膜の形成方法
2か月前
理想科学工業株式会社
液体吐出装置
2か月前
株式会社ワークス
高圧散水機
1か月前
株式会社テクノコア
液体噴霧用ノズル
14日前
コニシセイコー株式会社
ミスト発生装置
19日前
大日本塗料株式会社
塗装方法および塗料セット
1か月前
株式会社吉野工業所
泡吐出器
1か月前
ベステラ株式会社
PCB含有塗膜の無害化システム
2か月前
株式会社吉野工業所
液体噴出器
19日前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
2か月前
東レエンジニアリング株式会社
塗布装置
2か月前
株式会社吉野工業所
吐出器
1か月前
菊水化学工業株式会社
塗装用ローラーによる塗装方法
2か月前
株式会社SCREENホールディングス
塗工方法
3か月前
三菱重工業株式会社
保護層形成装置
2か月前
株式会社大気社
塗装装置
26日前
株式会社マキタ
噴霧装置
2か月前
株式会社不二越
塗布装置
25日前
ブラザー工業株式会社
処理液塗布装置
2か月前
株式会社レゾナック
複合材料の製造方法
1か月前
有限会社バベッジ
液状物供給装置及び液状物供給方法
1か月前
株式会社ユアテック
塗装装置、及び、塗装方法
2か月前
株式会社不二越
加熱装置
25日前
マクセル株式会社
透明導電性膜の製造方法
2か月前
ダイハツ工業株式会社
塗装方法
2か月前
株式会社いけうち
ノズル
1か月前
MMCリョウテック株式会社
塗布工具
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ