TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024073389
公報種別
公開特許公報(A)
公開日
2024-05-29
出願番号
2023194175
出願日
2023-11-15
発明の名称
時計部品の製造方法
出願人
ロレックス・ソシエテ・アノニム
,
ROLEX SA
代理人
弁理士法人第一国際特許事務所
主分類
G04B
45/00 20060101AFI20240522BHJP(時計)
要約
【課題】少なくとも1つの補完要素及びまたは1つの追加機能性を含むと同時に、十分な機械的性質を有し、信頼性があり安定した、繰り返し可能な態様で簡単に得られる、審美的に魅力的な結果を有する、時計部品の製造の解決策を提案すること。
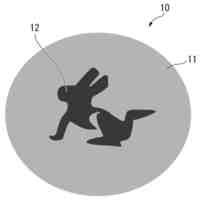
【解決手段】少なくとも1つの締結要素12を含む、時計部品10の製造方法であって、
少なくとも1つの締結要素12を、少なくとも1つの案内要素を用いて、製造金型内に位置決めする、
少なくとも1つの締結要素12を素材によりオーバーモールドする、即ち素材により少なくとも部分的に包み配置するため、製造金型を素材で充填する、
素材と少なくとも1つの締結要素12により少なくとも部分的に形成された時計部品10を製造金型から除去する、
ステップを含む、
時計部品(10)の製造方法。
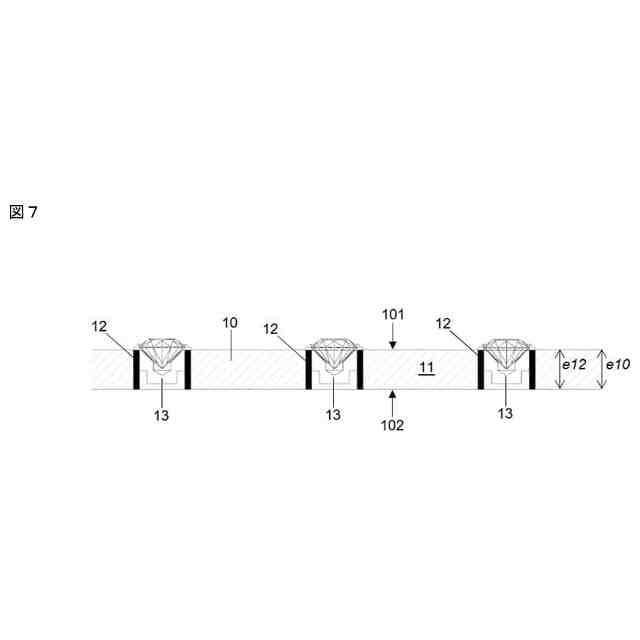
【選択図】図7
特許請求の範囲
【請求項1】
少なくとも1つの締結要素(12)を含む、時計部品(10)の製造方法であって、
少なくとも1つの締結要素(12)を、少なくとも1つの案内要素(25;35)を用いて、製造金型(20)内に位置決めする、
前記少なくとも1つの締結要素(12)を素材によりオーバーモールドする、即ち素材により少なくとも部分的に包み配置するため、前記製造金型(20)を素材で充填する、
前記素材と前記少なくとも1つの締結要素(12)により少なくとも部分的に形成された前記時計部品(10)を前記製造金型(20)から除去する、
ステップを含む、
時計部品(10)の製造方法。
続きを表示(約 2,000 文字)
【請求項2】
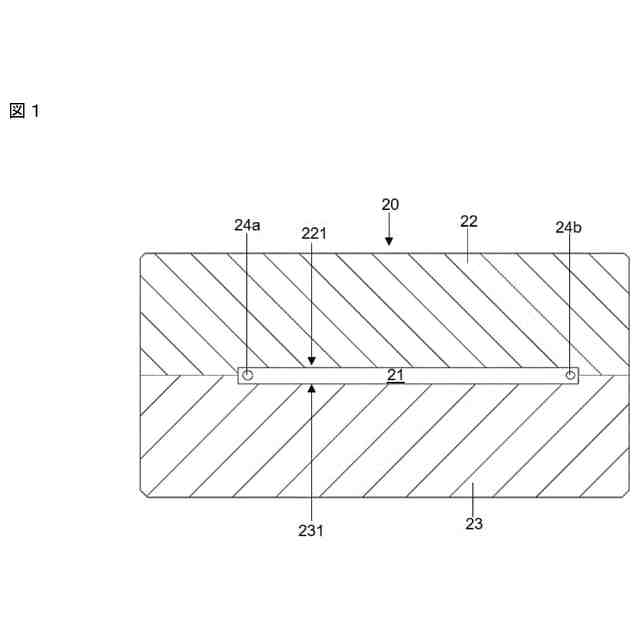
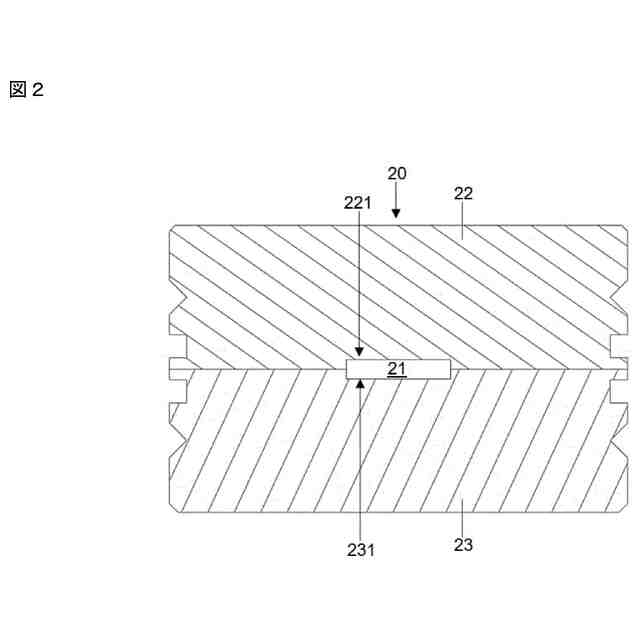
前記製造金型(20)は、製造されるべき前記時計部品の形状に対応するまたは実質的に対応する形状のキャビティ(21)の境界を定める、少なくとも2つの補完的半金型(22、23)を含み、
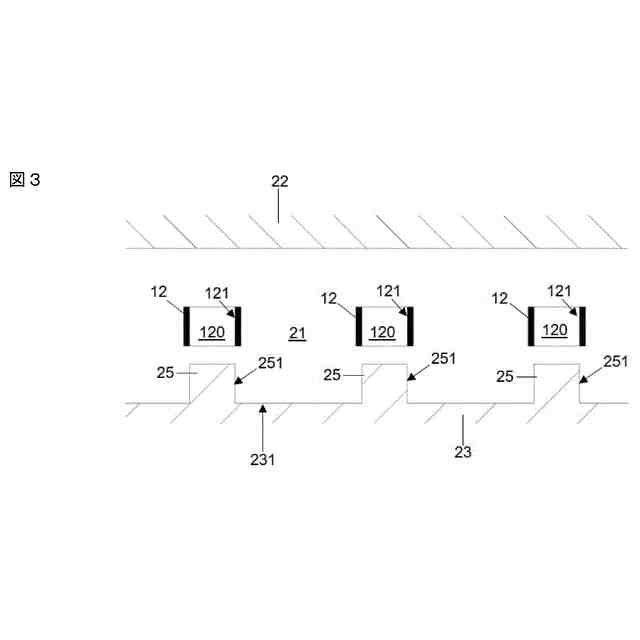
前記半金型(22、23)の少なくとも1つは、前記製造金型の前記キャビティ(21)内での前記少なくとも1つの締結要素(12)の位置決めを可能にする、前記少なくとも1つの案内要素(25)を含む、及びまたは
前記半金型(22、23)と前記時計部品(10)の少なくとも1つの独立部品が前記製造金型(20)に追加され、前記独立部品は、前記製造金型の前記キャビティ(21)内での前記少なくとも1つの締結要素(12)の位置決めを可能にする、前記少なくとも1つの案内要素(25)を含む、及びまたは
製造されるべき前記時計部品の少なくとも1つのインサート(15)は、前記製造金型(20)の前記キャビティ(21)内に位置決めされ、前記インサート(15)は、前記製造金型の前記キャビティ(21)内での前記少なくとも1つの締結要素(12)の位置決めを可能にする、前記少なくとも1つの案内要素(35)を含み、前記インサート(15)に属する前記少なくとも1つの案内要素(35)は、特に一時的に前記インサート(15)に固定され、前記時計部品が前記金型から除去される際に除去される、突起の形状、または前記インサート(15)内の開口(155)の形状である、
請求項1に記載の時計部品(10)の製造方法。
【請求項3】
前記少なくとも1つの案内要素(25;35)は、前記製造金型(20)のキャビティ(21)内への一方向に突出する、とりわけ前記方向に平行な軸周りに対称的に配置され、とりわけ円筒または円錐台状形状及びまたは前記軸に対して断面円形である、要素であり、前記少なくとも1つの締結要素(12)は、前記少なくとも1つの案内要素(25;35)周りに延長し、とりわけ円筒または円錐台状形状の、及びまたは前記軸に対して断面円形のリングの形状である、及びまたは台座リングの形状である、
請求項1または2に記載の時計部品(10)の製造方法。
【請求項4】
前記少なくとも1つの締結要素(12)は、前記製造金型(20)の前記キャビティ(21)内に位置決めされ、第一半金型(22)から第二の異なる半金型(23)へ、前記キャビティ(21)の全高さにわたり延長する、または第一半金型(22)から第二の異なる半金型(23)の間で、前記キャビティ(21)の高さの一部にわたり延長する、
請求項1から3のいずれか一項に記載の時計部品(10)の製造方法。
【請求項5】
前記素材の前記オーバーモールドを受けることが意図される前記少なくとも1つの締結要素(12)の表面をテクスチャ化する及びまたは拘束下塗液を追加することからなる、中間ステップを含む、及びまたは少なくとも部分的に前記少なくとも1つの締結要素(12)周りに配置された引掛要素(14)、とりわけ連結リング、とりわけアルミニウムまたはチタン発泡体といったハニカム構造を有する引掛要素を追加することからなる中間ステップを含む、
請求項1から4のいずれか一項に記載の時計部品(10)の製造方法。
【請求項6】
前記製造金型(20)を素材で充填することからなる前記ステップは、前記製造金型(20)のキャビティ(21)内への前記素材の圧力注入からなる、または前記素材のブランクの圧縮成形からなる、
請求項1から5のいずれか一項に記載の時計部品(10)の製造方法。
【請求項7】
前記少なくとも1つの締結要素(12)内へ装飾要素(13)を、とりわけ打ち込みにより、配置するステップを含む、
請求項1から6のいずれか一項に記載の時計部品(10)の製造方法。
【請求項8】
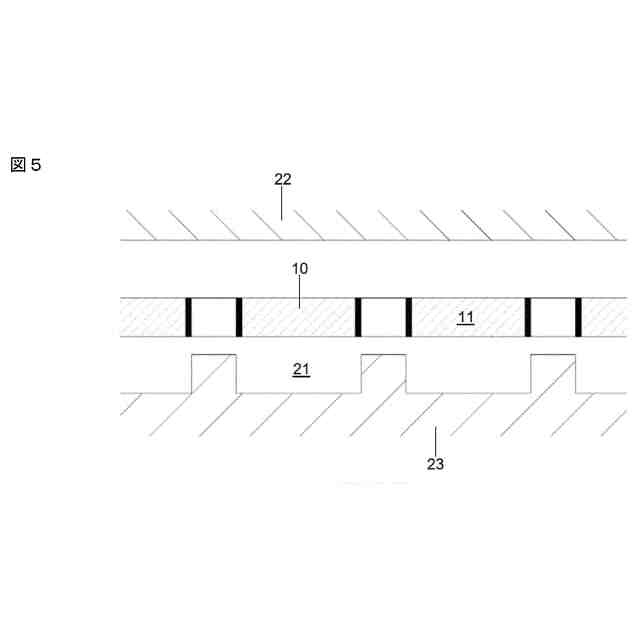
少なくとも1つの締結要素(12)を含む、時計部品(10)、特にブレスレットストランドであって、前記時計部品(10)は、前記少なくとも1つの締結要素(12)を前記時計部品(10)内へ少なくとも部分的に包み配置するオーバーモールド素材に基づく、
時計部品(10)、特にブレスレットストランド。
【請求項9】
前記少なくとも1つの締結要素(12)は、円筒または円錐台状形状の、及びまたは環状断面形状のリングの形状である、及びまたは台座リングの形状である、
請求項8に記載の時計部品(10)、特にブレスレットストランド。
【請求項10】
前記少なくとも1つの締結要素(12)は、前記時計部品(10)の全高さまたは厚さにわたり延長する、または前記時計部品(10)の高さの一部のみにわたり延長する、
請求項8または9に記載の時計部品(10)、特にブレスレットストランド。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
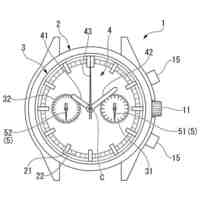
本発明は、時計部品の製造方法に関する。本発明はまた、時計部品そのもの、及び当該時計部品を含む時計に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
小型時計またはクロック製造分野において、部品へ、例えばブレスレットストランドへ、装飾要素を追加することが望まれる場合がある。より一般的には、特定の部品へ様々な要素及びまたは機能性を追加することが望まれる場合がある。
【0003】
このような追加を生じさせるため、
- 審美性、及び装着時の快適性の意味での、十分な結果、
- 十分な機械的性質を有する結果、
- 信頼性があり、安定した結果、
- 繰り返し可能な態様で、簡単に得られる結果、
の目的の全てまたは一部を達成することが必要となる。
【発明の概要】
【発明が解決しようとする課題】
【0004】
このため、本発明の全般的な目的は、少なくとも1つの補完要素及びまたは1つの追加機能性を含むと同時に、十分な機械的性質を有し、信頼性があり安定した、繰り返し可能な態様で簡単に得られる、審美的に魅力的な結果を有する、時計部品の製造の解決策を提案することである。
【課題を解決するための手段】
【0005】
このため、本発明は、少なくとも1つの締結要素を含む、時計部品の製造方法であって、
少なくとも1つの締結要素を、少なくとも1つの案内要素を用いて、製造金型内に位置決めする、
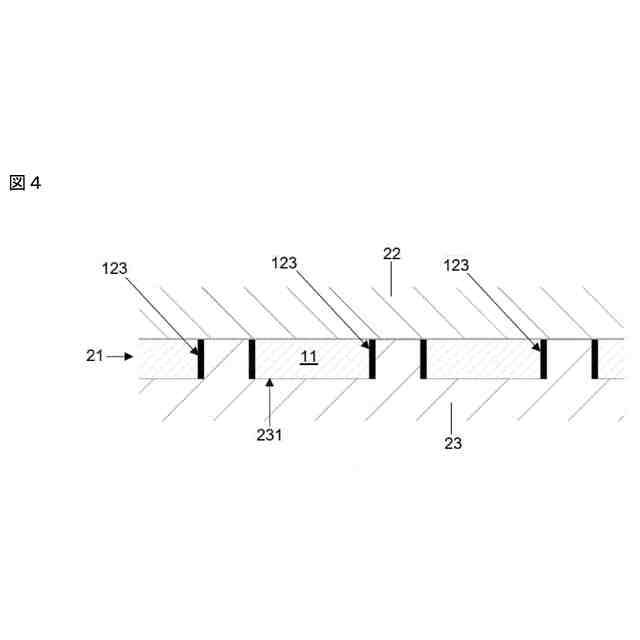
前記少なくとも1つの締結要素を素材によりオーバーモールドする、即ち素材により少なくとも部分的に包み配置するため、前記製造金型を素材で充填する、
前記素材と前記少なくとも1つの締結要素により少なくとも部分的に形成された前記時計部品を前記製造金型から除去する、
ステップを含む、
時計部品の製造方法に基づく。
【0006】
本発明はまた、少なくとも1つの締結要素を含む、時計部品、特にブレスレットストランドであって、前記時計部品は、前記少なくとも1つの締結要素を前記時計部品内へ少なくとも部分的に包み配置するオーバーモールド素材に基づく、時計部品、特にブレスレットストランドに関する。
【0007】
本発明は、より具体的には請求項により定義される。
【0008】
本発明の目的、特徴、及び利点は、添付する図面に関して非限定的な態様で示される、特定の実施形態についての以下の記載においてより詳細に説明される。
【図面の簡単な説明】
【0009】
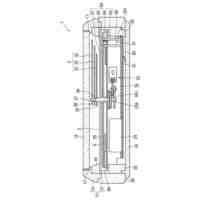
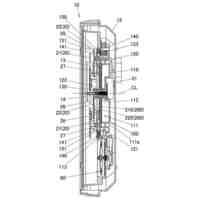
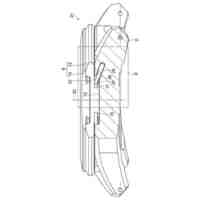
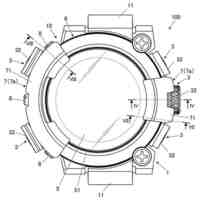
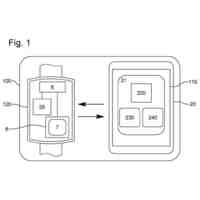
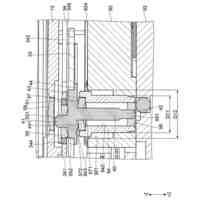
図1は、本発明の実施形態にかかる、ブレスレットストランドの製造用金型の第一断面図である。
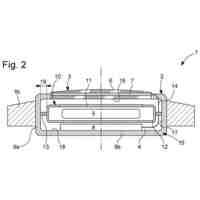
図2は、本発明の実施形態にかかる、ブレスレットストランドの製造用金型の第二断面図である。
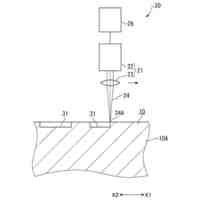
図3は、本発明の第一実施形態にかかる、ブレスレットストランドの製造方法のステップの模式的断面図である。
図4は、本発明の第一実施形態にかかる、ブレスレットストランドの製造方法のステップの模式的断面図である。
図5は、本発明の第一実施形態にかかる、ブレスレットストランドの製造方法のステップの模式的断面図である。
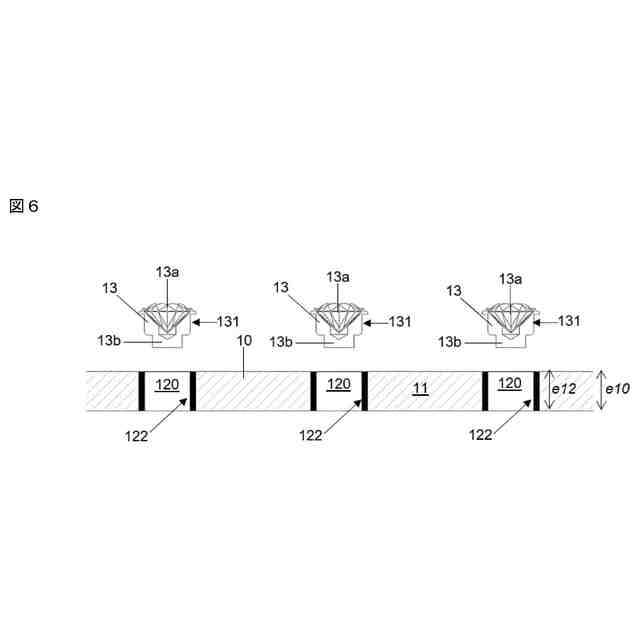
図6は、本発明の第一実施形態にかかる、ブレスレットストランドの製造方法のステップの模式的断面図である。
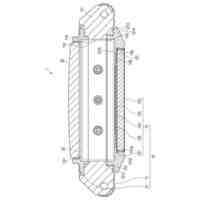
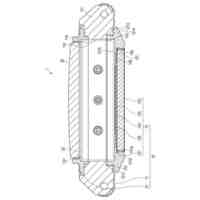
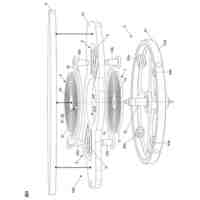
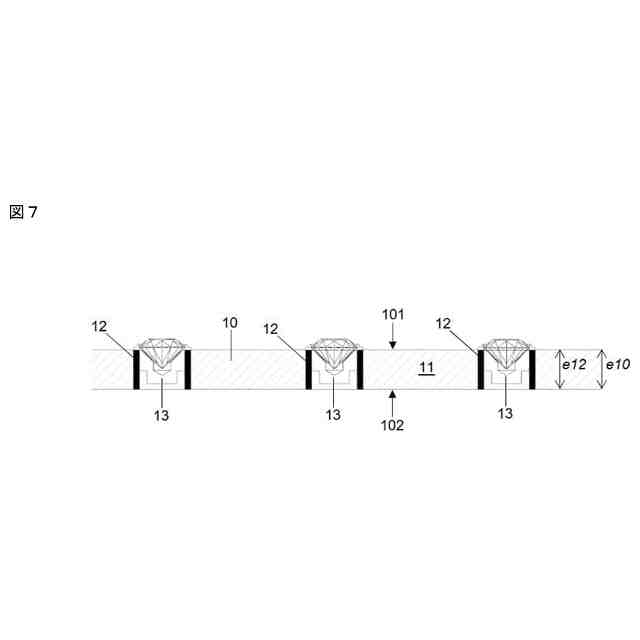
図7は、本発明の第一実施形態にかかる方法を介して得られた、第一実施変形例にかかるブレスレットストランドの部分断面図である。
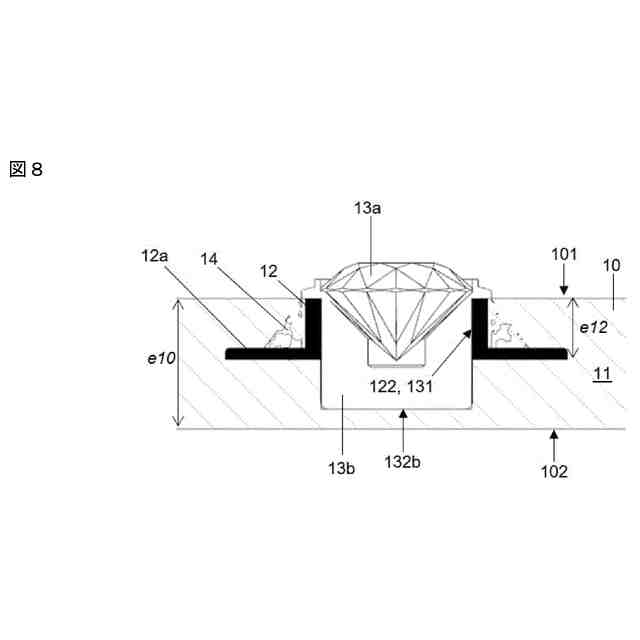
図8は、本発明の第一実施形態にかかる方法を介して得られた、第二実施変形例にかかるブレスレットストランドの拡大部分断面図である。
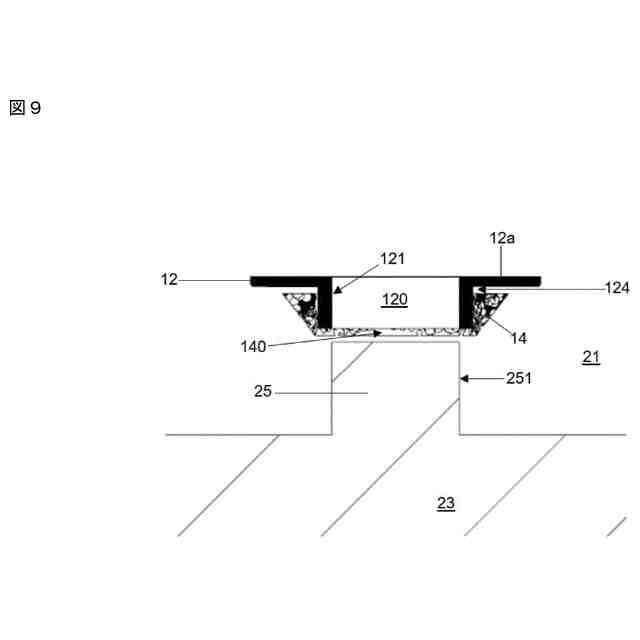
図9は、第二実施変形例にかかるブレスレットストランドを得るための、本発明の第一実施例にかかる製造方法のステップの模式的断面図である。
図10は、第二実施変形例にかかるブレスレットストランドを得るための、本発明の第一実施例にかかる製造方法のステップの模式的断面図である。
図11は、本発明の第二実施形態にかかる、ブレスレットストランドの製造方法のステップの模式的断面図である。
図12は、本発明の第二実施形態にかかる、ブレスレットストランドの製造方法のステップの模式的断面図である。
図13は、本発明の第二実施形態にかかる、ブレスレットストランドの製造方法のステップの模式的断面図である。
図14は、本発明の第二実施形態にかかる方法を介して得られた、第一実施変形例にかかるブレスットストランドの拡大部分断面図である。
図15は、本発明の第二実施形態にかかる方法を介して得られた、第二実施変形例にかかるブレスレットストランドの拡大部分断面図である。
図16は、本発明の第三実施形態にかかる、ブレスレットストランドの製造方法のステップの模式的断面図である。
図17は、本発明の第三実施形態にかかる、ブレスレットストランドの製造方法のステップの模式的断面図である。
図18は、本発明の第三実施形態にかかる方法を介して得られた、第一実施変形例にかかるブレスレットストランドの拡大部分断面図である。
【発明を実施するための形態】
【0010】
本明細書中、「上」及び「下」の形容詞は、時計部品の将来の位置を称するために用いられる。例えば、ブレスレットストランドの場合、「下」の形容詞は、装着者の手首側にあることが意図される方向を意味し、「上」の形容詞は、反対の方向を意味する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
セイコーウオッチ株式会社
時計
19日前
セイコーウオッチ株式会社
時計
18日前
セイコーエプソン株式会社
電子時計
26日前
セイコーエプソン株式会社
機械式時計
1か月前
オメガ・エス アー
時計用デュワー装置
2か月前
リズム株式会社
からくり時計
2か月前
リズム株式会社
からくり時計
2か月前
セイコーエプソン株式会社
電子制御式機械時計
1日前
シチズン時計株式会社
電子時計
2か月前
シチズン時計株式会社
電子時計
1日前
シチズン時計株式会社
機械式時計
1か月前
シチズン時計株式会社
機械式時計
22日前
カシオ計算機株式会社
機器及び時計
1日前
カシオ計算機株式会社
機器及び時計
1日前
セイコーエプソン株式会社
回転ベゼル構造及び時計
26日前
セイコーウオッチ株式会社
時計用文字板および時計
19日前
カシオ計算機株式会社
機器ケース及び時計
11日前
セイコーウオッチ株式会社
時計用ムーブメントおよび時計
18日前
セイコーウオッチ株式会社
時計用ムーブメントおよび時計
18日前
セイコーエプソン株式会社
電子制御式機械時計
11日前
セイコーエプソン株式会社
時計部品の加飾方法および時計部品
1か月前
オメガ・エス アー
表示装置のためのコントラスト調整システム
2か月前
カシオ計算機株式会社
時計モジュール及び電子時計
11日前
セイコーエプソン株式会社
時計用文字板および時計
2か月前
シチズン時計株式会社
逆回転防止機構及び時計
2か月前
株式会社ユピテル
装置及びプログラム
11日前
セイコーエプソン株式会社
時計部品、時計および時計部品の製造方法
2か月前
セイコーインスツル株式会社
機械式メトロノームゼンマイ巻き上げ補助装置
1か月前
セイコーエプソン株式会社
時計用部品の加飾方法、および、時計用部品
11日前
セイコーエプソン株式会社
時計用ムーブメント、時計、および偏心軸部材
11日前
カシオ計算機株式会社
電子時計、針位置検出方法及びプログラム
1日前
セイコーエプソン株式会社
時計部品の加工方法および時計部品
2か月前
カシオ計算機株式会社
部品搭載部材、ケース、時計、および部品搭載部材の製造方法
1日前
ハリー・ウィンストン・エス アー
取り外し可能な回転ベゼルを備える時計ケース
2か月前
ロレックス・ソシエテ・アノニム
時計ムーブメント
今日
セイコーエプソン株式会社
基材、時計用部品、金型、成形品、および、基材の製造方法
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ