TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024069080
公報種別
公開特許公報(A)
公開日
2024-05-21
出願番号
2022179873
出願日
2022-11-09
発明の名称
締結構造
出願人
ダイハツ工業株式会社
代理人
個人
主分類
F16B
35/00 20060101AFI20240514BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
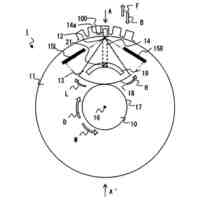
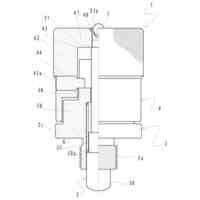
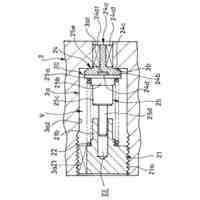
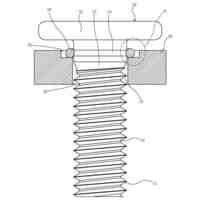
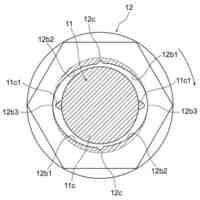
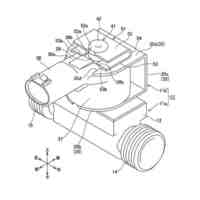
【課題】容易に精度良くボルト等の締結部材を位置決めすることが可能な締結構造を提供する。
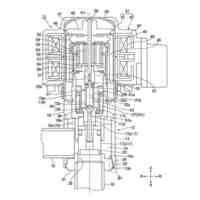
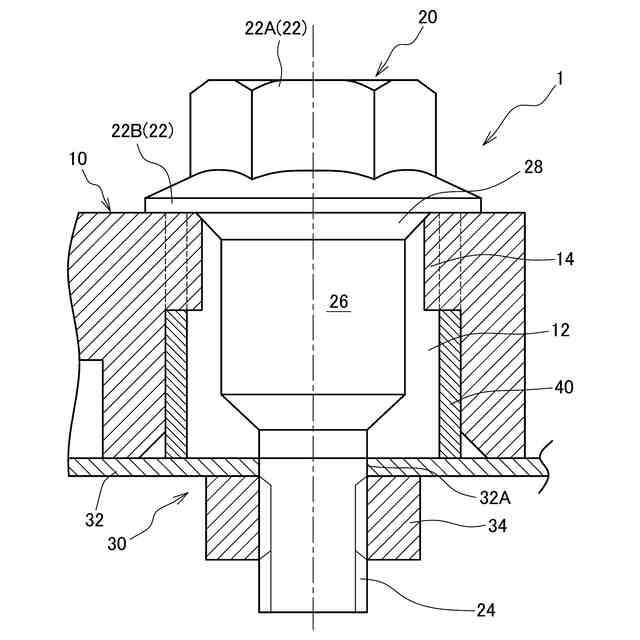
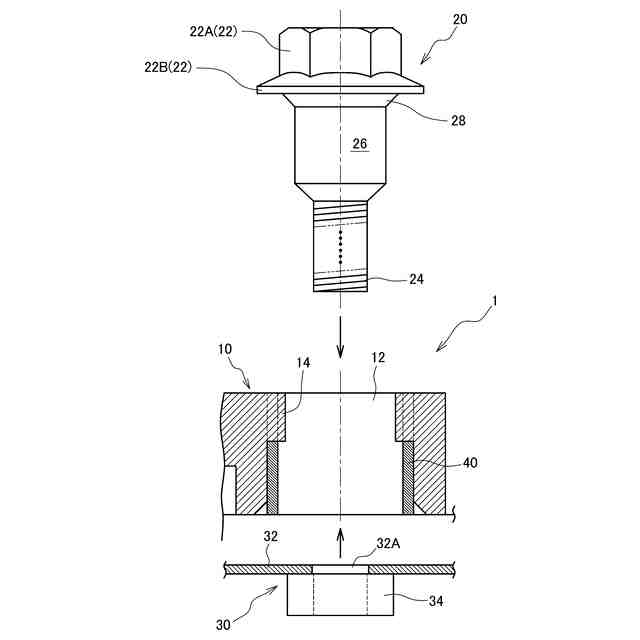
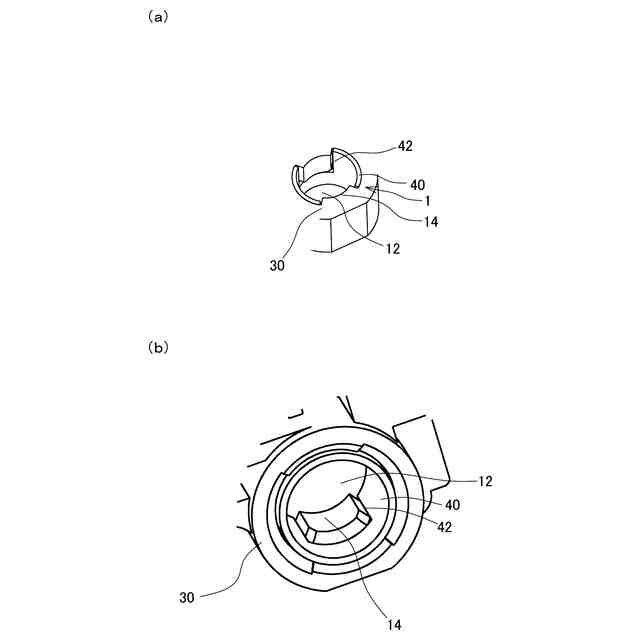
【解決手段】締結構造1は、樹脂部材10を締結部材により被締結部に締結するためのものであり、樹脂部材10に形成され、締結部材20を挿通可能な挿通孔12と、挿通孔12に挿入可能なカラー部材40と、樹脂部材10がカラー部材40よりも径方向内側に向けて突出するように形成された少なくとも1つの突出部14と、を備える。締結部材20は、挿通孔12の周縁と係合可能な頭部22と、樹脂部材10を介して被締結部30に締結可能なネジ溝部24と、頭部22及びネジ溝部24の間に形成された胴部26と、を有する。胴部26は、頭部22側からネジ溝部24側に向かうにつれ縮径するように傾斜形成された傾斜部28を有しており、突出部14における内径が、傾斜部28における最大径よりも小さく形成されている。
【選択図】図1
特許請求の範囲
【請求項1】
樹脂部材を締結部材により被締結部に締結するための締結構造であって、
前記樹脂部材に形成され、前記締結部材を挿通可能な挿通孔と、
前記挿通孔に挿入可能なカラー部材と、
前記樹脂部材が前記カラー部材よりも径方向内側に向けて突出するように形成された少なくとも1つの突出部と、
を備え、
前記締結部材は、
前記挿通孔の周縁と係合可能な頭部と、
前記樹脂部材を介して前記被締結部に締結可能なネジ溝部と、
前記頭部及び前記ネジ溝部の間に形成された胴部と、
を有し、
前記胴部は、前記頭部側から前記ネジ溝部側に向かうにつれ縮径するように傾斜形成された傾斜部を有しており、
前記突出部における内径が、前記傾斜部における最大径よりも小さく形成されていることを特徴とする締結構造。
続きを表示(約 170 文字)
【請求項2】
前記突出部は、前記挿通孔の周方向において、互いに対向する少なくとも2か所に形成されていることを特徴とする請求項1に記載の締結構造。
【請求項3】
前記突出部は、前記締結部材の前記被締結部への締結に伴い、前記傾斜部により押圧されて少なくとも一部が押し潰されることを特徴とする請求項1又は2に記載の締結構造。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂部材をボルト等の締結部材で締結する締結構造に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
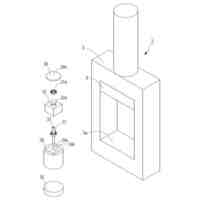
従来、自動車等のエンジンにおいて、合成樹脂製のシリンダヘッドカバー(以下、単に樹脂部材と称する)が、エンジンに組み付けられている(例えば、特許文献1)。上述した特許文献1に記載の樹脂部材の組み付けは、例えば、当該樹脂部材に形成されたボルト孔(挿通孔に相当)にボルト等を挿通し、当該ボルトをエンジン側のフランジに締結することで行われている。ここで、ボルト孔には、強度を維持するための金属カラー(カラー部材と称する)が挿入されている。
【0003】
また、ミッションケース等の組み付けにおいては、組み付け精度を高めるために位置決めピンが利用されている(例えば、特許文献2)。
【先行技術文献】
【特許文献】
【0004】
特開2000-170604号公報
特開2017-158457号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上述した特許文献1で開示されるボルト孔やカラー部材は、樹脂部材やフランジの寸法誤差等を考慮し、通常、ボルトの径よりも大きな径で形成されている。したがって、ボルトをボルト孔に挿入した際に、ボルトが、ボルト孔(カラー部材)の内部で、がたつく懸念があった。そのため、上述した特許文献1で開示されている従来技術では、ボルトの位置決め精度が低下し、結果として樹脂部材の固定精度が低下する懸念があった。また、ボルト孔の軸心とボルトの軸心とがずれた状態でボルトが締結された場合は、外観上の見栄えが悪くなる懸念があった。特に、目視しづらいような場所で、組み付け作業を行う場合は、上記懸念がより顕著になる恐れがある。
【0006】
また、上述した特許文献2に記載の発明は、別途に位置決めピンを設けるためにコストが高く付く懸念がある。また、樹脂部材の組み付け位置次第では、位置決めピンを合わせるのが困難となる場合がある。
【0007】
そこで、本発明は、容易に精度良くボルト等の締結部材を位置決めすることが可能な締結構造を提供することを目的とする。また、本発明は、見栄え良く、締結部材を被締結部に締結することが可能な締結構造を提供することを目的とする。
【課題を解決するための手段】
【0008】
(1)上述した課題を解決すべく提供される本発明の締結構造は、樹脂部材を締結部材により被締結部に締結するための締結構造であって、前記樹脂部材に形成され、前記締結部材を挿通可能な挿通孔と、前記挿通孔に挿入可能なカラー部材と、前記樹脂部材が前記カラー部材よりも径方向内側に向けて突出するように形成された少なくとも1つの突出部と、を備え、前記締結部材は、前記挿通孔の周縁と係合可能な頭部と、前記樹脂部材を介して前記被締結部に締結可能なネジ溝部と、前記頭部及び前記ネジ溝部の間に形成された胴部と、を有し、前記胴部は、前記頭部側から前記ネジ溝部側に向かうにつれ縮径するように傾斜形成された傾斜部を有しており、前記突出部における内径が、前記傾斜部における最大径よりも小さく形成されていることを特徴とするものである。
【0009】
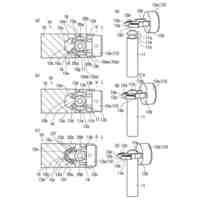
上述した締結構造において、締結部材の胴部は、頭部側からネジ溝部側に向かうにつれ縮径するように傾斜形成された傾斜部を有するものとされている。ここで、締結部材は、ボルトやネジ等が好ましく利用できる。また、上述した締結構造は、挿通孔に形成された突出部の内径が、前記傾斜部における最大径よりも小さく形成されている。したがって、締結部材が挿通孔に挿通された際に、傾斜部が突出部に係合する。これにより、挿通孔が、締結部材よりも大きな径に形成されている場合であっても、締結部材が挿通孔の径方向内側に向けて位置決めされ、被締結部に締結される。そのため、上述した締結構造によれば、作業性の向上が期待できる。ここで、被締結部は、例えば、ナットが取り付けられた被装着部材(例えば、金属や樹脂などの板状部材)や、ナットそのものにより形成するとよい。また、被装着部材に直接的にネジ孔が形成されていてもよい。このように、上述した締結構造によれば、外観上の見栄えが向上する。また、傾斜部が突出部に係合するので、挿通孔内での締結部材のがたつきを抑制できる。また、上述した締結構造は、挿通孔にカラー部材が設けられているので、挿通孔の強度を維持できる。したがって、上述した締結構造は、樹脂部材(挿通孔)の損傷等を抑制できる。ここで、カラー部材は、例えば、樹脂部材よりも硬質な金属、セラミックス、樹脂等を素材として形成すればよい。
【0010】
(2)上述した本発明の締結構造において、前記突出部は、前記挿通孔の周方向において、互いに対向する少なくとも2か所に形成されていることを特徴とするとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
回転機構
1か月前
個人
配管固定金具
4か月前
個人
脚装置
4か月前
個人
チェーン
6か月前
個人
ポール制振装置
5か月前
丸一株式会社
配管構造
19日前
個人
家具
3か月前
個人
ジャイロの軸受装置
3か月前
個人
締結具
6か月前
個人
管と容器の断熱装置
6か月前
個人
ネジの緩み止め装置
1か月前
個人
アンカーボルト
2か月前
株式会社ニフコ
留め具
11日前
株式会社ミクニ
弁装置
3か月前
株式会社フジキン
開度固定器
6か月前
株式会社フジキン
バルブ装置
2か月前
カヤバ株式会社
ダンパ
2か月前
カヤバ株式会社
緩衝器
4日前
株式会社ミクニ
弁装置
4か月前
カヤバ株式会社
バルブ
2か月前
株式会社フジキン
バルブ装置
1か月前
株式会社ジェイテクト
玉軸受
5か月前
マフレン株式会社
自動給脂器
3か月前
株式会社ミクニ
弁装置
4か月前
日東精工株式会社
シールねじ
5か月前
カヤバ株式会社
緩衝器
4か月前
株式会社テイエルブイ
自動弁
2か月前
日星電気株式会社
多層チューブ
3か月前
イワブチ株式会社
締結具
5か月前
株式会社不二工機
電磁弁
4か月前
株式会社ナジコ
自在継手
3か月前
株式会社テイエルブイ
熱応動弁
4か月前
株式会社不二工機
電磁弁
14日前
株式会社TOK
着脱装置
1か月前
個人
圧入成形物の製造法
3か月前
株式会社不二工機
電動弁
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ