TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024068211
公報種別
公開特許公報(A)
公開日
2024-05-17
出願番号
2023209477,2022177480
出願日
2023-12-12,2022-11-04
発明の名称
被覆切削工具
出願人
日進工具株式会社
代理人
個人
主分類
B23C
5/10 20060101AFI20240510BHJP(工作機械;他に分類されない金属加工)
要約
【課題】硬質膜が剥がれにくく、刃の損傷が生じにくい刃先構造を実現する。
【解決手段】工具本体の先端側に形成された切刃部が硬質膜で覆われている被覆切削工具において、切刃部のうち被切削物を切削する部分28を、硬質膜の成膜後にホーニングすることにより、工具初期摩耗や硬質膜の剥がれを抑制し、加工初期から安定した加工精度、加工面を維持するようにした。
【選択図】図4
特許請求の範囲
【請求項1】
中心軸線回りに回転可能な工具本体の先端側に切刃部が形成され、
前記切刃部は、底刃、該底刃の外周側側面に形成された外周刃、および、前記底刃と前記外周刃とを凸R状に繋ぐR刃を有する刃部を1つ以上備え、
前記底刃はその一部が前記中心軸線に対して直交し、該底刃から前記R刃に繋がる部分のギャッシュ面が工具回転方向後方にシームレスに捻れた曲面をなすスパイラルギャッシュ形状であり、
前記底刃から前記R刃へ繋がる所定長の部分が前記中心軸線に対して直交している
ことを特徴とする、
被覆切削工具。
続きを表示(約 580 文字)
【請求項2】
前記切刃部は、先端面からみて前記中心軸線側から外周側に向けて等間隔で配置された複数の刃部を備え、
前記複数の刃部の各々は、前記底刃のうち前記R刃と繋がる所定長の部分が前記中心軸線に対して直交していることを特徴とする、
請求項1に記載の被覆切削工具。
【請求項3】
前記複数の刃部は、その内終端が前記中心軸線又は当該中心軸線付近まで延びる一対の長刃と、その内終端が前記中心軸線の途中で止まる一対の短刃とで構成され、
前記長刃と前記短刃とは、工具回転方向に交互に配置されており、
前記長刃のギャッシュの一部は、工具回転方向前方の前記短刃の内終端と前記中心軸線との間に窪み空間を形成し、
前記短刃のギャッシュは、工具回転方向前方の前記長刃の逃げ面の内終端途中で止まることを特徴とする、
請求項2に記載の被覆切削工具。
【請求項4】
前記一対の長刃のギャッシュは、前記中心軸線付近で交差することを特徴とする、
請求項3に記載の被覆切削工具。
【請求項5】
前記長刃のギャッシュは、ギャッシュ底が隣り合う前記短刃の内終端よりも中心軸線を超える長さの部位で開口することで、前記窪み空間を形成する、
請求項3又は4に記載の被覆切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、高硬度鋼等を切削加工するための被覆切削工具に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
被切削物の高硬度化に対応し、近年、切削工具の工具先端部に硬質膜を形成してもともと硬質の工具先端部の硬度をさらに高め、切削時の損傷を抑制する被覆切削工具の開発・改良が進んでいる。例えば、特許文献1-3には、工具先端部の耐久性や耐酸化性を高めた被覆切削工具が開示されている。また、成膜前にホーニングを行う表面被覆切削工具が特許文献4,5に開示されている。
【0003】
特許文献1に開示された被覆切削工具では、被切削物を指向する工具先端部に中間皮膜を形成した後、この中間皮膜の上に、より硬質の表面皮膜を形成している。膜種は、金属元素を含む複数種類の元素の複合微粒子である。中間皮膜は炭化物を含有し、硬質の表面膜種は窒化物又は炭窒化物を含有するとされる。特許文献2及び特許文献3に開示されているのは、膜が含有する元素の種類が特許文献1と異なる被覆切削工具である。
特許文献4に開示されている表面被覆切削工具は、Rホーニングされた基材に成膜された硬質膜の表面に分散されたボイドの面積比率を最適化する。特許文献5に開示されている表面被覆切削工具は、硬質膜の表面を機械加工することなく、硬質被覆層の表面の切刃位置とすくい面位置に存在するマクロ粒子の面積比率を最適化する。
【先行技術文献】
【特許文献】
【0004】
特許第6555796号公報
特許第5673904号公報
特許第5764181号公報
特許第4895586号公報
特許第4936703号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
被覆切削工具のうち径が比較的小さい超硬小径エンドミルの場合、工具先端部への硬質膜の被覆は、気相中で工具先端部の表面に物理的手法により膜の層を堆積させる物理蒸着(Physical Vapor Deposition:PVD)法などで行われることが多い。そのため、硬質膜が被覆された工具先端部は、たとえ特許文献1-3の技術によっても、その表面で膜の粒子の一部(ドロップレット)が無秩序に突起したり窪んだりして工具の輪郭精度が部位によって必ずしも均一にならず、被切削物の加工精度が設計値通りにならないことがある。また、工具先端部の構造によっては、特許文献4,5の技術によっても硬質膜が剥がれて、工具先端部の一部が損傷しやすくなることがある。
【0006】
本発明の目的の一つは、工具輪郭精度を高めるとともに硬質膜が剥がれにくく且つ工具先端部の損傷が生じにくい構造を有する被覆切削工具を提供することにある。本発明の他の目的は、本開示により自ずと明らかになるであろう。
【課題を解決するための手段】
【0007】
本発明の一態様は、中心軸線回りに回転可能な工具本体の先端側に切刃部が形成され、前記切刃部は、底刃、該底刃の外周側側面に形成された外周刃、および、前記底刃と前記外周刃とを凸R状に繋ぐR刃を有する刃部を1つ以上備え、前記底刃はその一部が前記中心軸線に対して直交し、該底刃から前記R刃に繋がる部分のギャッシュ面が工具回転方向後方にシームレスに捻れた曲面をなすスパイラルギャッシュ形状であり
、前記底刃から前記R刃へ繋がる所定長の部分が前記中心軸線に対して直交している
ことを特徴とする、被覆切削工具である。
【発明の効果】
【0008】
上記態様によれば
、工
具輪郭精度が高まり、成膜後に硬質膜が剥がれにくく且つ工具先端部の損傷が生じにくい構造を有する被覆切削工具を実現することができる。
【図面の簡単な説明】
【0009】
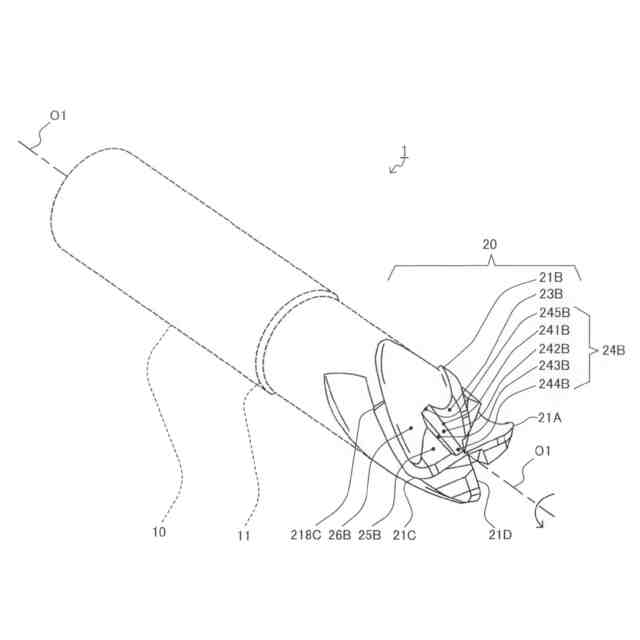
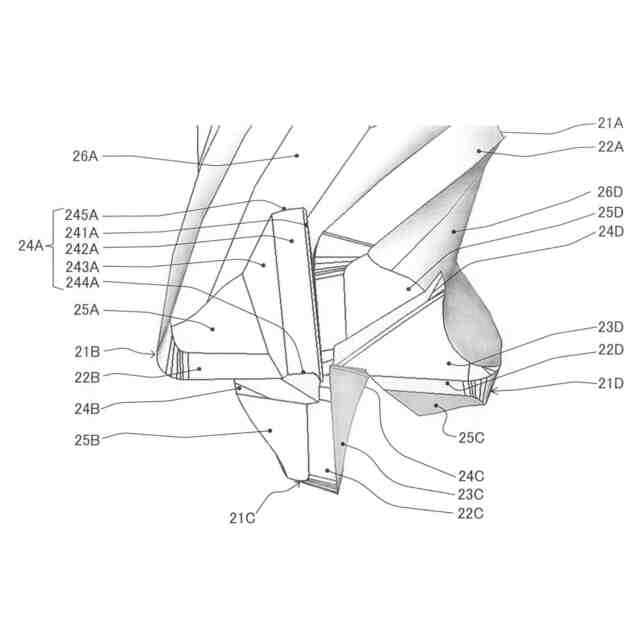
本実施形態に係るエンドミルの構造例を示す外観斜視図である。
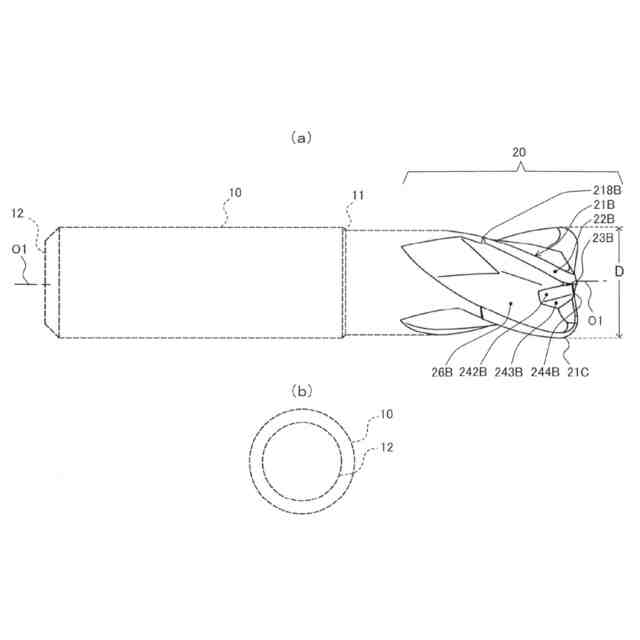
(a)は、エンドミルの右側面図、(b)は底面図である。
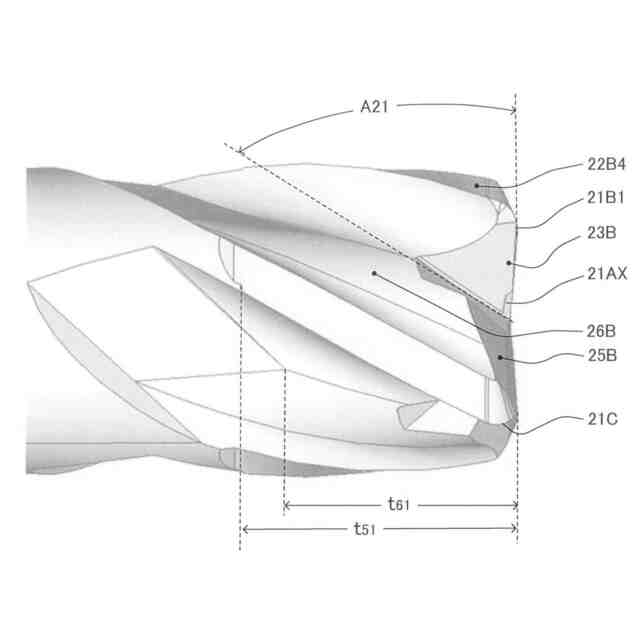
切刃部の右側面の部分拡大図である。
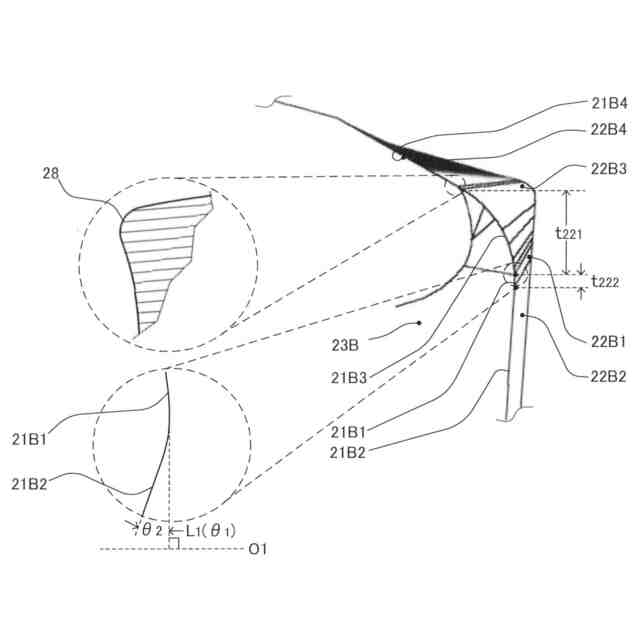
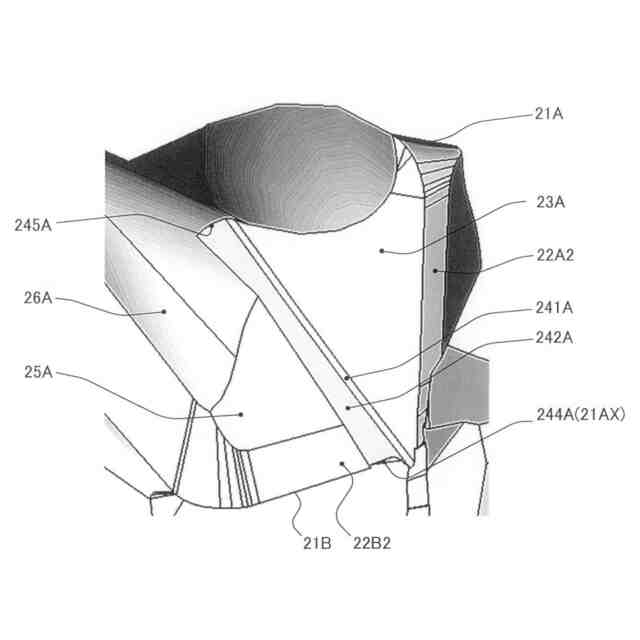
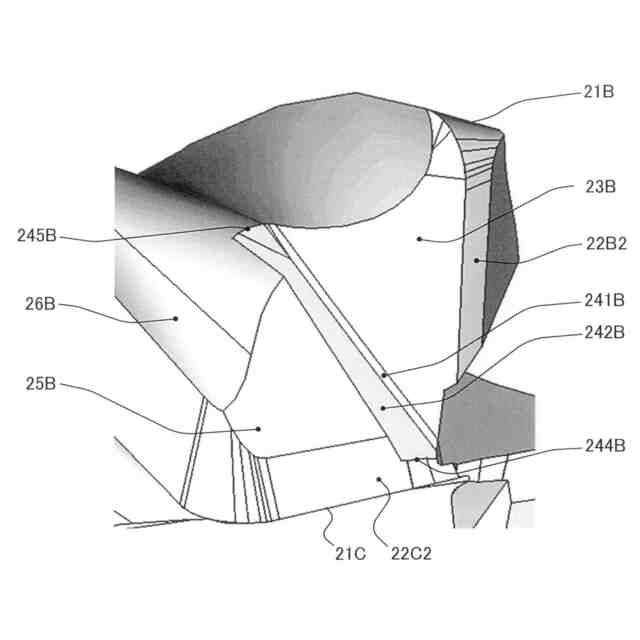
切刃部を構成する刃部の部分拡大図である。
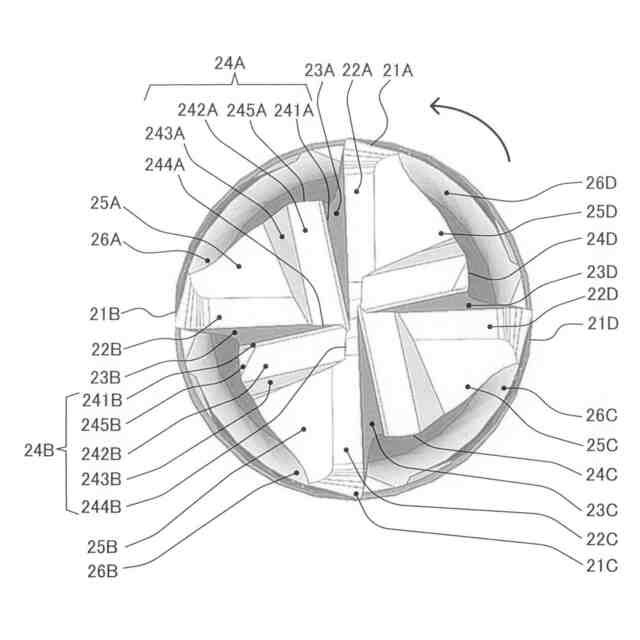
切刃部の正面図である。
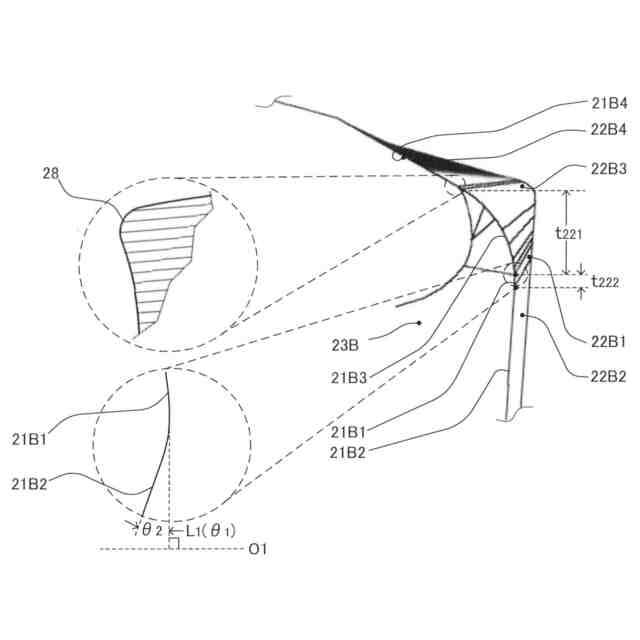
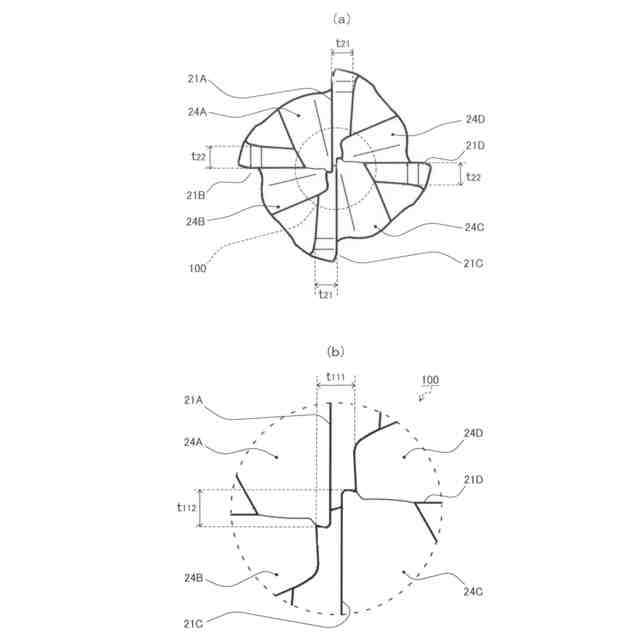
(a)、(b)は、切刃部の寸法を示す説明図である。
切刃部の外観斜視拡大図である。
長刃のギャッシュ底付近の部分拡大図である。
短刃のギャッシュ底付近の部分拡大図である。
ホーニング例を示す説明図(写真)である。
ホーニング例を示す説明図(写真)である。
本実施形態に係るエンドミルの使用態様例を示す説明図である。
【発明を実施するための形態】
【0010】
以下、本発明を硬質被覆切削工具の一例となるエンドミルに適用した場合の実施の形態例を説明する。本実施形態のエンドミルは、例えば、合金工具鋼(SKD11)や粉末高速度工具鋼(SKH55等)を被切削物として、精密な金型や部品加工等をする際に用いられる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日進工具株式会社
切削工具
2か月前
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
個人
コンタクトチップ
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
3か月前
シヤチハタ株式会社
組立ライン
1か月前
日東精工株式会社
組み付け装置
1か月前
有限会社津谷工業
切削工具
23日前
株式会社不二越
タップ
1か月前
株式会社ダイヘン
スタッド溶接電源
2か月前
エンシュウ株式会社
工作機械
2か月前
株式会社FUJI
ワーク置き台
3か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
インチング制御方法
2か月前
ダイハツ工業株式会社
冷却構造
1か月前
株式会社不二越
歯車加工機
22日前
株式会社不二越
歯車研削盤
1か月前
旭精工株式会社
シャフトブレーキ
2か月前
光精工株式会社
クーラントタンク
3か月前
住友重機械工業株式会社
レーザ装置
1か月前
津田駒工業株式会社
工作機械用の主軸装置
2か月前
古川精機株式会社
タッピングガイド
2か月前
株式会社ヤマダスポット
抵抗溶接機
29日前
株式会社メタルクリエイト
切削装置
1か月前
株式会社ダイヘン
アークスタート制御方法
2か月前
三和テッキ株式会社
レーザ付着物除去装置
2か月前
株式会社浪速試錐工業所
防風カバー
1か月前
株式会社FUJI
自動化用パレット
10日前
トヨタ自動車株式会社
レーザ加工装置
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
工機ホールディングス株式会社
作業機
22日前
株式会社アイシン
金属部材の接合方法
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ