TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024061450
公報種別
公開特許公報(A)
公開日
2024-05-07
出願番号
2022169410
出願日
2022-10-21
発明の名称
粉体量調整ユニット及び粉体塗工装置
出願人
パナソニックIPマネジメント株式会社
代理人
個人
,
個人
,
個人
主分類
B05C
19/04 20060101AFI20240425BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
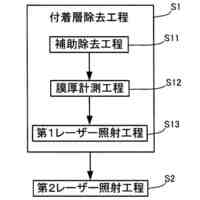
【課題】部材上に形成される粉体層の目付量のばらつきを抑制することができる粉体量調整ユニット及び粉体塗工装置を提供する。
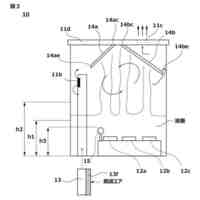
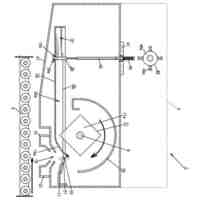
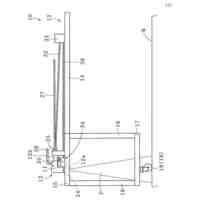
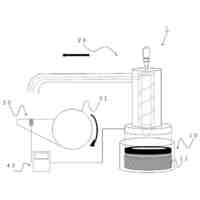
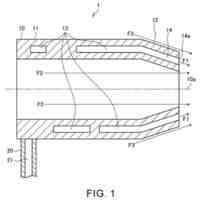
【解決手段】粉体量調整ユニット11は、シート5上に供給された粉体4をならすことで粉体4の量を調整する粉体量調整ユニットであって、第1振動子6及び第2振動子7と、第1振動子6及び第2振動子7と直接的又は間接的に接続されているスキージ3と、制御部10とを備える。また、制御部10は、第1振動子6及び第2振動子7に対して、各々の位相がスキージ3の軸方向に1/4波長異ならせるように制御する。そして、スキージ3は、第1振動子6及び第2振動子7によって、同一波長で各々の位相が軸方向に1/4波長異なりかつ振動方向が異なるように、周波数2(kHz)以上300(kHz)以下の間で別々に固有振動する。
【選択図】図1
特許請求の範囲
【請求項1】
部材上に供給された粉体をならすことで前記粉体の量を調整する粉体量調整ユニットであって、
少なくとも2つの振動子と、
前記少なくとも2つの振動子と直接的又は間接的に接続されているスキージと、
制御部とを備え、
前記制御部は、前記少なくとも2つの振動子に対して、各々の位相が前記スキージの軸方向に1/4波長異ならせるように制御し、
前記スキージは、前記少なくとも2つの振動子によって、同一波長で各々の位相が前記軸方向に1/4波長異なりかつ振動方向が異なるように、周波数2(kHz)以上300(kHz)以下の間で別々に固有振動する
粉体量調整ユニット。
続きを表示(約 280 文字)
【請求項2】
前記スキージが前記少なくとも2つの振動子によって別々に固有振動するときの振幅比(二番目に大きい振幅/一番大きな振幅)は、0.1以上1以下である
請求項1に記載の粉体量調整ユニット。
【請求項3】
請求項1又は2に記載の粉体量調整ユニットと、
前記スキージに対して前記部材を所定の方向に沿って移動させる駆動部と、
前記部材の表面上に前記粉体を供給する粉体供給部とを備え、
前記粉体量調整ユニットは、前記スキージと前記部材との間に隙間が形成されるように前記スキージを配置している
粉体塗工装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、粉体量調整ユニット及び粉体塗工装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
近年では、粉体を直接塗工する乾式塗工方法は、溶媒中に粉体を分散させて塗工する湿式塗工法に比べ、高性能かつ、環境負荷が小さい粉体層を形成できる工法として注目されている。乾式塗工方法によれば、溶媒による粉体へのダメージが少なく、高性能を維持でき、溶媒を乾燥する必要がなく、消費エネルギー量を大幅に削減可能な粉体層を得ることができる。
【0003】
粉体の乾式塗工方法としては、従来、金属箔等のシートを搬送装置で搬送させつつ、シートの表面上に粉体を塗工する技術が知られている。
【0004】
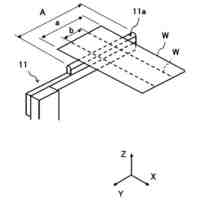
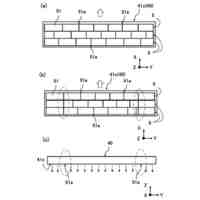
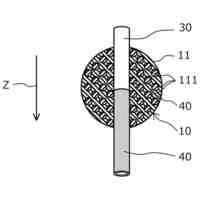
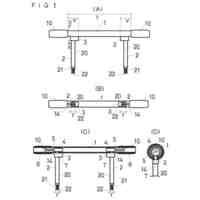
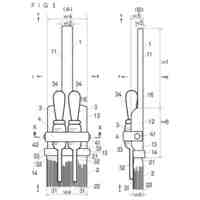
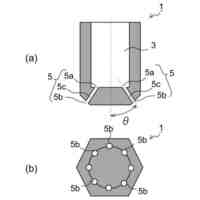
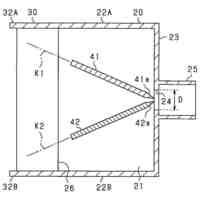
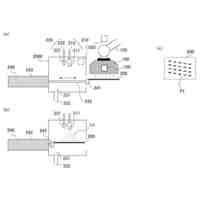
例えば、特許文献1には、長尺の金属箔の表面上に、粉体を塗工する技術が開示されている。特許文献1には、金属箔の表面上に粉体を供給した後、粉体をスキージによって平坦にすることにより、粉体の厚みを均一に調整することが記載されている。ここで、図4は、従来の粉体塗工装置30のスキージ23を示す概略図である。また、図5は、従来のスキージの振動状態、及び粉体層を示す概略図である。具体的には、図5の(a)は、スキージ23を正面から見た場合において、正弦定常波でスキージ23が共振(固有振動)する場合を示した図である。また、図5の(b)は、シート25に塗工された粉体層28を正面から見た場合を示す図である。
【0005】
図4に示すように、スキージ23は、振動子により超音波帯近傍の高周波(周波数が2(kHz)以上300(kHz)以下の間)で振動することで、振動が粉体24に伝わる。これにより、振動するスキージ23が粉体24の流動性を向上させることで、粉体閉塞のない塗工を実現している。
【0006】
図5の(a)に示すように、スキージ23を高周波で振動させると、スキージ23は、共振(固有振動)により、正弦定常波で振動する。これにより、スキージ23の間隔を通過した粉体層28には、図5の(b)に示したように、正弦定常波状に削られた凹凸構造が形成される。
【0007】
なお、粉体塗工装置30に含まれるユニットであって、粉体24をスキージ23でならすことでシート25に塗工された粉体量を調整するユニットを、粉体量調整ユニットとよぶことがある。このような粉体量調整ユニットは、スキージ23を振動させる振動子を含んでいる。
【先行技術文献】
【特許文献】
【0008】
特開2021-178271号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1では、シートに塗工された粉体層の目付量にばらつきが発生してしまうため、目付量の均一性が求められる場合には、改善の余地がある。
【0010】
そこで、本開示は、部材上に形成される粉体層の目付量のばらつきを抑制することができる粉体量調整ユニット及び粉体塗工装置を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
2か月前
ベック株式会社
被膜形成方法
2か月前
三菱製紙株式会社
液体塗布装置
20日前
株式会社リコー
塗工装置
18日前
井関農機株式会社
作業車両
2か月前
プルガティオ株式会社
噴霧装置
3か月前
東レエンジニアリング株式会社
塗布装置
1か月前
東レエンジニアリング株式会社
塗布装置
1か月前
株式会社新免鉄工所
表面処理方法
2か月前
日産自動車株式会社
塗工装置
3か月前
有限会社加藤軽合金
マーキング装置
2か月前
個人
吐出容器及び防水塗膜の製造方法
3か月前
御崎コンベヤー株式会社
液体塗布装置
1か月前
株式会社大気社
塗装装置
3か月前
株式会社オンテックス
木目調塗装用器具
2か月前
株式会社オンテックス
木目調塗装用刷毛
1か月前
株式会社三和技巧
塗装装置
1か月前
旭サナック株式会社
粉体塗装装置
11日前
大陽日酸株式会社
低温液化ガス用ノズル
2か月前
トヨタ自動車株式会社
シール材塗布装置
18日前
東洋製罐株式会社
成形品確認装置
23日前
トヨタ紡織株式会社
ミスト発生装置
2か月前
有限会社ガリュー
噴射ノズル
2か月前
株式会社ニチリン
塗布装置
20日前
近畿日本鉄道株式会社
エア噴射ノズル
20日前
理想科学工業株式会社
塗布装置
19日前
独立行政法人 国立印刷局
凹版インキ自動供給機構
3か月前
ヤマホ工業株式会社
伸縮式散布杆
3日前
兵神装備株式会社
ノズル、及び液供給システム
23日前
株式会社吉野工業所
蓄圧式吐出具
18日前
TOPPANホールディングス株式会社
スリットコータ
1か月前
株式会社IHI
噴射弁
3か月前
三和合板株式会社
化粧板の製造装置
1か月前
株式会社リコー
液体吐出装置および液体吐出方法
3か月前
株式会社リコー
液体吐出装置および液体吐出方法
2日前
株式会社吉野工業所
トリガー式液体噴出器
18日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ