TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024058701
公報種別
公開特許公報(A)
公開日
2024-04-30
出願番号
2022165954
出願日
2022-10-17
発明の名称
化粧板の製造装置
出願人
三和合板株式会社
代理人
個人
,
個人
,
個人
主分類
B05C
3/18 20060101AFI20240422BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】電力消費を抑制し、環境破壊の抑止に寄与しつつ化粧板を容易に形成できるようにする。
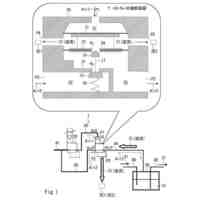
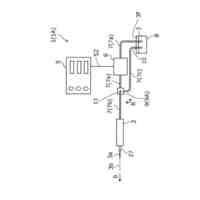
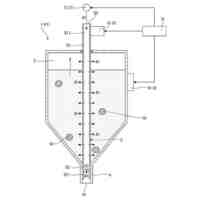
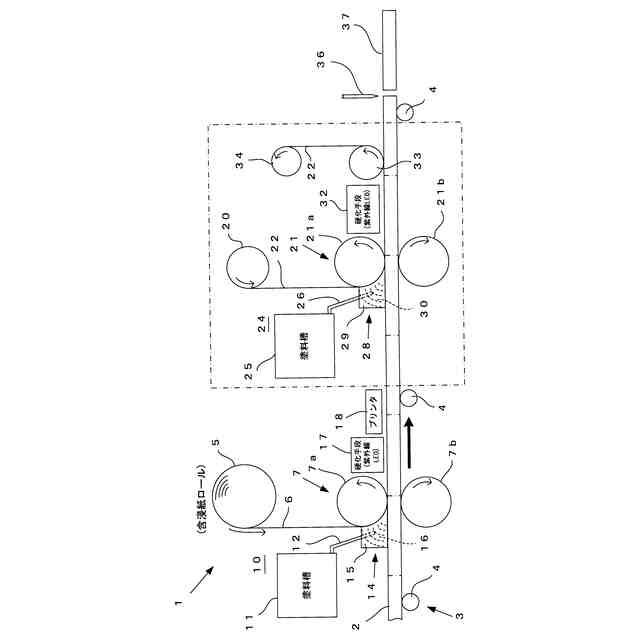
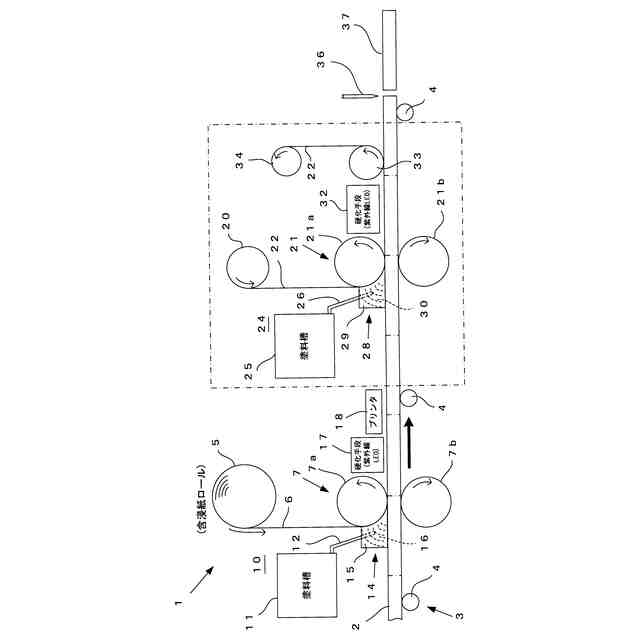
【解決手段】含浸紙6を基材2の上面に重ねた状態で加圧する第1の加圧手段7の上流側であって含浸紙が重ねられる直前位置において、第1の塗料供給手段10により、バイオマス化が50%以上で少なくとも紫外線硬化特性を備えた粘性を有する樹脂系の塗料を供給し、硬化手段17の紫外線LEDによる紫外線照射により、第1の加圧手段7の下流側で含浸紙6に含浸された塗料を硬化させる。
【選択図】図1
特許請求の範囲
【請求項1】
基材の上面に樹脂系の塗料を含浸、硬化した含浸紙を貼着して化粧板を製造する化粧板の製造装置において、
前記基材は、長尺の木質板から成り所定長さごとに分離可能に形成されており、
前記基材を長尺方向に搬送する搬送手段と、
含浸紙ロールから繰り出された含浸紙を前記基材の上面に重ねた状態で加圧する上面側の主ローラ及び下面側の従ローラを有する加圧手段と、
少なくとも紫外線硬化特性を備えた粘性を有する樹脂系の塗料を、前記加圧手段の上流側の前記含浸紙が重ねられる直前位置において前記基材の上面に前記基材の幅にわたって供給し、前記加圧手段の前記主ローラ及び前記従ローラの回転により加圧しつつ前記含浸紙に前記塗料を含浸させる塗料供給手段と、
前記塗料供給手段により供給される前記塗料が、前記基材の幅以上に広がることを規制して前記基材の幅に留めおく規制手段と、
前記加圧手段の下流側で前記含浸紙に含浸された前記塗料を硬化させる硬化手段と
を備えることを特徴とする化粧板の製造装置。
続きを表示(約 970 文字)
【請求項2】
前記硬化手段の下流側に設けられ、前記塗料が含浸された前記含浸紙に樹脂フィルムを積層する積層手段と、
前記積層手段の下流側に設けられ前記樹脂フィルムを剥離する剥離手段とを更に備え、
前記積層手段は、
フィルムロールから繰り出された前記樹脂フィルムを、前記塗料が含浸された前記含浸紙の上面に重畳する重畳ローラと、
少なくとも紫外線硬化特性を備えた粘性を有する樹脂系の塗料を、前記重畳ローラの上流側の前記樹脂フィルムが重ねられる直前位置において前記含浸紙の上面に前記基材の幅にわたって供給して前記含浸紙の上面に所定厚さの前記塗料の層を形成する塗料層形成手段と、
前記塗料層形成手段により形成される前記塗料の層が、前記基材の幅以上に広がることを規制して前記基材の幅に留めおく他の規制手段と、
前記塗料層形成手段により形成された前記塗料の層の前記塗料を硬化させる他の硬化手段と
を備え、
前記剥離手段は、前記塗料層形成手段により形成され前記硬化手段により硬化された前記塗料の層を前記含浸紙の上面に残した状態で前記樹脂フィルムを剥離するものであることを特徴とする請求項1に記載の化粧板の製造装置。
【請求項3】
前記加圧手段と前記積層手段との間に設けられ、前記塗料が含浸された前記含浸紙に所定パターンの印刷を施す印刷手段を更に備えることを特徴とする請求項2に記載の化粧板の製造装置。
【請求項4】
前記搬送手段による前記基材の搬送方向に、複数の前記積層手段及び前記剥離手段の組が順次並設されていることを特徴とする請求項2に記載の化粧板の製造装置。
【請求項5】
複数の組の前記積層手段の前記塗料層形成手段により形成される少なくとも1つの前記塗料の層の厚さが他と異なることを特徴とする請求項4に記載の化粧板の製造装置。
【請求項6】
前記剥離手段の下流側に設けられ、前記基材を前記所定長さで分離する分離手段を更に備えることを特徴とする請求項2または3に記載の化粧板の製造装置。
【請求項7】
前記塗料は、バイオマス化が50%以上であることを特徴とする請求項1または2に記載の化粧板の製造装置。
発明の詳細な説明
【技術分野】
【0001】
この発明は、基材の上面にバイオマス化した少なくとも紫外線硬化特性を有する樹脂系の塗料を含浸した含浸紙を紫外線硬化によって貼着して化粧板を製造する化粧板の製造装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、化粧板は、パーティクルボードやMDFなどの木質繊維板の基材表面に所定の印刷が施された化粧紙を熱圧によって貼着して製造される(例えば、特許文献1参照)。このとき、メラミン樹脂を充填した槽中に含浸紙を浸漬させることによりメラミン樹脂を含浸させ、メラミン樹脂を含浸させた含浸紙を基材上面に重ね、低圧で熱圧成型した低圧メラミン化粧板と、メラミン樹脂を含浸した含浸紙及びフェノール樹脂を含浸したクラフト含浸紙のみを積層して高圧で熱圧成型する厚さ1mmほどの高圧メラミン化粧板がよく知られており、これらメラミン化粧板は上面硬度が高く、対汚染性、耐摩耗性、耐熱性、耐水性に優れ、傷付きにくいことから、低圧メラミン化粧板は家具材や内装材等に使用され、薄い高圧メラミン化粧板は家具やドアの面材、棚やカウンターの面材等に使用される。
【先行技術文献】
【特許文献】
【0003】
特開2018-140629公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来の化粧板は、上記したようなメラミン樹脂やフェノール樹脂等の石油由来の樹脂を含浸、乾燥、熱圧着(180℃)して使用するため、製造プロセスの電気使用量が膨大で、またマイクロプラスチック問題の原因ともなり、近年叫ばれている持続可能な開発目標いわゆるSDGsの趣旨に反することになり、環境破壊の抑止を妨げる要因となっている。
【0005】
また、熱圧時に付着した含浸紙のメラミン樹脂を除去する作業が必要になり、手間がかかり、多くの電力を消費し廃棄物も多く発生するという問題もある。
【0006】
この発明は、上記した課題に鑑みてなされたものであり、石油由来の樹脂の使用を可能な限り削減し、製造プロセスの電力消費、廃棄物を削減して環境破壊の抑止に寄与しつつ化粧板を安価に、且つ、容易に生産できるようにすることを目的とする。
【課題を解決するための手段】
【0007】
上記した目的を達成するために、本発明に係る化粧板の製造装置は、基材の上面に樹脂を含浸、硬化した含浸紙を貼着して化粧板を製造する化粧板の製造装置において、前記基材は、長尺の木質板から成り所定長さごとに分離可能に形成されており、前記基材を長尺方向に搬送する搬送手段と、含浸紙ロールから繰り出された含浸紙を前記基材の上面に重ねた状態で加圧する上面側の主ローラ及び下面側の従ローラを有する加圧手段と、少なくとも紫外線硬化特性を備えた粘性を有する樹脂系の塗料を、前記加圧手段の上流側の前記含浸紙が重ねられる直前位置において前記基材の上面に前記基材の幅にわたって供給し、前記加圧手段の前記主ローラ及び前記従ローラの回転により加圧しつつ前記含浸紙に前記塗料を含浸させる塗料供給手段と、前記塗料供給手段により供給される前記塗料が、前記基材の幅以上に広がることを規制して前記基材の幅に留めおく規制手段と、前記加圧手段の下流側で前記含浸紙に含浸された前記塗料を硬化させる硬化手段とを備えることを特徴としている。
【0008】
このような構成によれば、含浸紙を基材の上面に重ねた状態で加圧する加圧手段の上流側であって含浸紙が重ねられる直前位置において、塗料供給手段により、少なくとも紫外線硬化特性を備えた粘性を有する樹脂系の塗料を供給し、硬化手段により、加圧手段の下流側で含浸紙に含浸された塗料を硬化させるため、例えば紫外線LED(波長405nm)を用いることにより低消費電力で含浸した塗料を硬化して含浸紙を基材に強固に接着することができ、SDGsの趣旨に反することなく環境破壊の抑止に寄与することができる。
【0009】
また、規制手段により、塗料供給手段によって供給される塗料が、基材の幅以上に広がるのを規制して基材の幅に留めおくことができるため、塗料が基材の幅から溢れ出すことを防止できて塗料の無駄をなくすことができ、加えて加圧手段のローラに塗料が直接触れることがないことから、従来の塗工機であるロールコーターなどを使用した際の清掃が不要になり、また廃液などの廃棄物が発生することもないことに加え、基材が長尺のまま搬送手段により搬送されつつ含浸紙が紫外線LEDによって接着されるため、従来のような「接着剤」を用いる必要がない。
【0010】
また、前記硬化手段の下流側に設けられ、前記塗料が含浸された前記含浸紙に樹脂フィルムを積層する積層手段と、前記積層手段の下流側に前記樹脂フィルムを剥離する剥離手段とを更に備え、前記積層手段は、フィルムロールから繰り出された前記樹脂フィルムを、前記塗料が含浸された前記含浸紙の上面に重畳する重畳ローラと、少なくとも紫外線硬化特性を備えた粘性を有する樹脂系の塗料を、前記重畳ローラの上流側の前記樹脂フィルムが重ねられる直前位置において前記含浸紙の上面に前記基材の幅にわたって供給して前記含浸紙の上面に所定厚さの前記塗料の層を形成する塗料層形成手段と、前記塗料層形成手段により形成される前記塗料の層が、前記基材の幅以上に広がることを規制して前記基材の幅に留めおく他の規制手段と、前記塗料層形成手段により形成された前記塗料の層の前記塗料を硬化させる他の硬化手段とを備え、前記剥離手段は、前記塗料層形成手段により形成され前記硬化手段により硬化された前記塗料の層を前記含浸紙の上面に残した状態で前記樹脂フィルムを剥離するものであるとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ベック株式会社
被膜形成方法
12日前
三菱製紙株式会社
液体塗布装置
1か月前
株式会社リコー
塗工装置
1か月前
トヨタ自動車株式会社
塗工装置
12日前
関西ペイント株式会社
複層塗膜形成方法
22日前
株式会社リコー
塗布装置
20日前
御崎コンベヤー株式会社
液体塗布装置
2か月前
個人
室内空間環境制御方法
今日
株式会社オンテックス
木目調塗装用刷毛
2か月前
東洋製罐株式会社
成形品確認装置
1か月前
トヨタ自動車株式会社
シール材塗布装置
1か月前
株式会社三和技巧
塗装装置
2か月前
旭サナック株式会社
粉体塗装装置
1か月前
株式会社ニチリン
塗布装置
1か月前
株式会社吉野工業所
ポンプ装置
15日前
近畿日本鉄道株式会社
エア噴射ノズル
1か月前
理想科学工業株式会社
塗布装置
1か月前
兵神装備株式会社
ノズル、及び液供給システム
1か月前
トヨタ自動車東日本株式会社
積層塗膜形成方法
19日前
株式会社吉野工業所
蓄圧式吐出具
1か月前
ヤマホ工業株式会社
伸縮式散布杆
26日前
株式会社リコー
液体吐出装置および液体吐出方法
25日前
TOPPANホールディングス株式会社
スリットコータ
1か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
三和合板株式会社
化粧板の製造装置
1か月前
菊水化学工業株式会社
塗装方法及び積層構造
1か月前
株式会社吉野工業所
トリガー式吐出具
1か月前
セイコーエプソン株式会社
液体噴射装置
18日前
セイコーエプソン株式会社
液体噴射装置
1か月前
セイコーエプソン株式会社
液体噴射装置
19日前
セイコーエプソン株式会社
粉体分注装置
5日前
株式会社リコー
液滴形成装置
1か月前
株式会社IEC
流動浸漬装置
1か月前
株式会社吉野工業所
正倒立用ユニット
14日前
株式会社日本製鋼所
塗装ノズル、及びプリプレグ製造装置
25日前
株式会社吉野工業所
正倒立用ユニット
14日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ