TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024062587
公報種別
公開特許公報(A)
公開日
2024-05-10
出願番号
2022170525
出願日
2022-10-25
発明の名称
成形品確認装置
出願人
東洋製罐株式会社
代理人
個人
,
個人
主分類
B05B
12/08 20060101AFI20240501BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】簡単な構成で、目印等がない成形品でも成形品の圧延方向や回転速度、回転角度(回転回数)を特定でき、工程数や生産時間の増加や、コストアップを抑制可能な成形品回転確認装置を提供すること。
【解決手段】
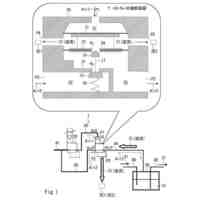
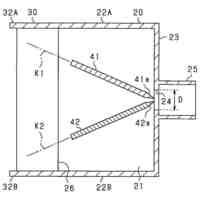
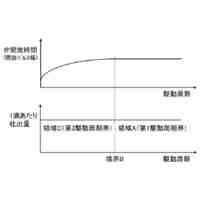
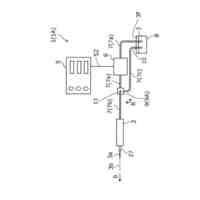
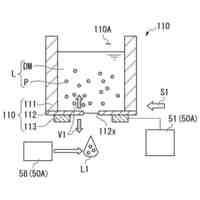
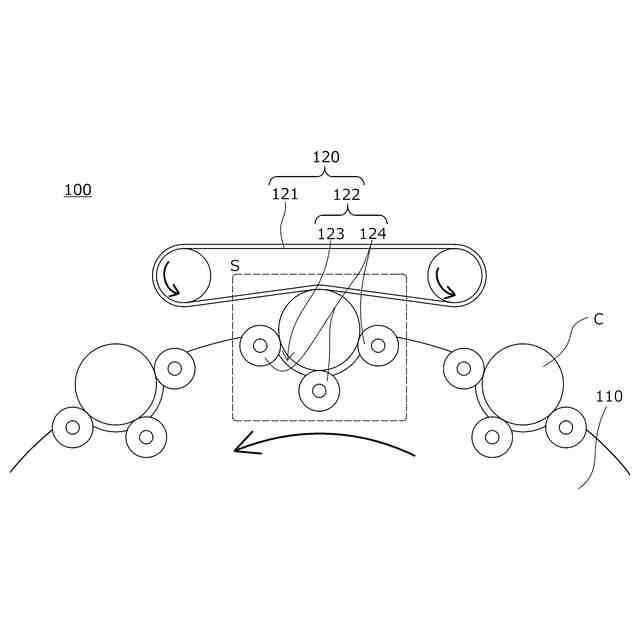
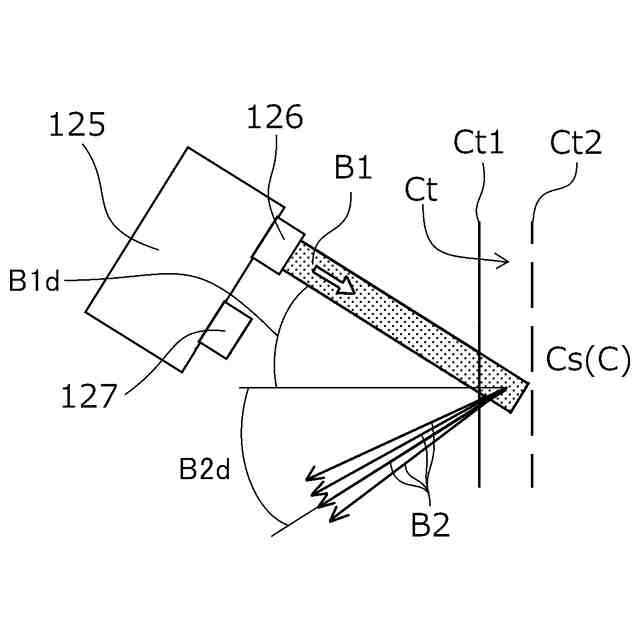
圧延金属板から成形した金属成形品Cを回転可能に保持する回転保持部122および金属成形品Cの圧延方向を検出する圧延方向検出部125とが設けられた成形品回転ユニット120と、制御ユニットとを有した成形品確認装置100であって、圧延方向検出部125は、照射対象面Csに照射光B1を照射する発光部126と、照射対象面Csから反射した反射光B2を受光する受光部127とを有し、発光部126は、照射対象面Csに対して、所定の入射角度で照射光B1を照射し、制御ユニットは、反射光B2の強度の連続的な変化情報を基に、金属成形品Cの圧延方向を検出可能に構成されていること。
【選択図】図1
特許請求の範囲
【請求項1】
圧延金属板から成形した金属成形品を回転可能に保持する回転保持部および前記回転保持部に保持された金属成形品の圧延方向を検出する圧延方向検出部が設けられた成形品回転ユニットと、前記成形品回転ユニットの動作を制御する制御ユニットとを有した成形品確認装置であって、
前記圧延方向検出部は、前記回転保持部に保持された金属成形品の表面である金属光沢を有した照射対象面に照射光を照射する発光部と、前記発光部からの照射光のうち、照射対象面から反射した反射光を受光する受光部とを有し、
前記発光部は、照射対象面に対して、垂直方向から所定の入射角度で照射光を照射し、
前記制御ユニットは、前記圧延方向検出部から受け取った前記受光部が受光した反射光の強度の連続的な変化情報を基に、前記回転保持部に保持された金属成形品の圧延方向を検出可能に構成されていることを特徴とする成形品確認装置。
続きを表示(約 1,200 文字)
【請求項2】
前記発光部は、照射対象面に対して、垂直方向から5度以上15度以下の入射角度で照射光を照射することを特徴とする請求項1に記載の成形品確認装置。
【請求項3】
前記圧延方向検出部は、照射対象面に対して、100mm以上200mm以下の距離に配置されていることを特徴とする請求項1に記載の成形品確認装置。
【請求項4】
前記制御ユニットは、前記圧延方向検出部から受け取った前記受光部が受光した反射光の強度の連続的な変化情報を基に、前記回転保持部に保持された金属成形品の圧延方向の変化時間から回転速度を算出可能に構成されていることを特徴とする請求項1に記載の成形品確認装置。
【請求項5】
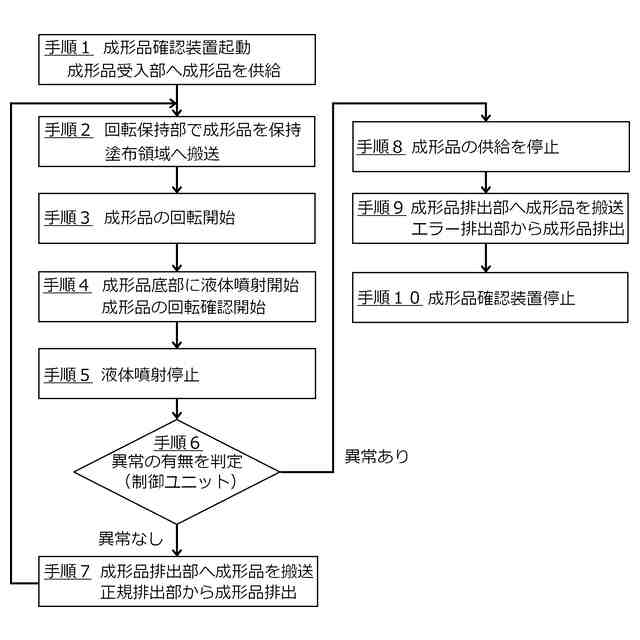
前記成形品回転ユニットは、前記回転保持部に保持した金属成形品を排出する成形品排出部をさらに有し、
前記成形品排出部は、前記回転ユニットから排出される金属成形品を正常品として排出する正規排出路と、エラー品として排出するエラー排出路とを有し、
前記制御ユニットは、算出した前記回転保持部に保持された成形品の回転速度を基に、前記回転ユニットから排出される金属成形品を正規排出路とエラー排出路のいずれかから排出するように前記成形品排出部に指示することを特徴とする請求項4に記載の成形品確認装置。
【請求項6】
前記成形品回転ユニットには、前記回転保持部に保持された金属成形品の回転中に、金属成形品に向けて液体を噴射する液体噴射部を有することを特徴とする請求項1に記載の成形品確認装置。
【請求項7】
前記制御ユニットは、前記圧延方向検出部から受け取った前記受光部が受光した反射光の強度の連続的な変化情報を基に、前記回転保持部に保持された金属成形品の圧延方向の変化時間から回転速度を算出可能且つ、算出した前記回転保持部に保持された金属成形品の回転速度を基に、前記液体噴射部からの液体の噴射開始および噴射終了を制御可能に構成されていることを特徴とする請求項6に記載の成形品確認装置。
【請求項8】
前記圧延方向検出部は、反射型レーザセンサで構成されていることを特徴とする請求項1に記載の成形品確認装置。
【請求項9】
圧延金属板から成形した金属成形品を保持する回転保持手段と、前記回転保持手段によって保持された金属成形品の圧延方向を検出する圧延方向検出手段とを有する成形品の確認方法であって、
前記圧延方向検出手段は、前記回転保持手段によって保持された金属成形品の表面である金属光沢を有した照射対象面に対して、垂直方向から所定の入射角度で照射光を照射して、照射対象面から反射した反射光の強度の連続的な変化情報を基に、圧延方向を検出することを特徴とする成形品の確認方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧延金属板から成形した成形品を取り扱う成形品確認装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、容器(成形品)の表面や内面に塗料等を塗布する工程において、容器(成形品)を把持して回転させながら塗料を噴射する装置が、特許文献1等で公知である。
この特許文献1に記載のスプレー塗装システムの成形品確認装置(材料塗布装置10)は、成形品(ワークピースW)の表面へ材料を塗布するものであり、回転保持部(缶回転駆動機構12)の一部である、成形品を保持するワークピースホルダを有している。
【0003】
回転保持部(缶回転駆動機構12)は、星形のホイールを使用して複数の成形品(ワークピースW)を保持することができ、駆動ベルトやホイール等の装置によって、成形品(ワークピースW)の中心軸を回転中心として回転することができるものである。
また、成形品確認装置(材料塗布装置10)には、液体噴射部(材料塗布機構14)が設けられ、制御ユニット(制御機構18)によって材料塗布のオン/オフを制御している。
【0004】
さらに、成形品確認装置(材料塗布装置10)には、圧延方向検出部(速度検出器ないしセンサ22)が設けられており、成形品(ワークピースW)上にある目印等を検出し、制御ユニット(制御機構18)に信号を送信する。
制御ユニット(制御機構18)は、圧延方向検出部(速度検出器ないしセンサ22)から受信した信号を基に、成形品(ワークピースW)の回転速度の決定や、材料塗布のオン/オフを制御することで、余分なコーティングを最小にするとともに、スプレーポケット内に成形品(ワークピースW)が滞在する時間を短縮しようとするものである。
【先行技術文献】
【特許文献】
【0005】
特表2005-525236号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献で公知の成形品確認装置は、未だ改善の余地があった。
【0007】
すなわち、特許文献1で公知の成形品確認装置は、成形品の表面に設けた複数の目印を検出することで成形品の回転速度を特定するため、例えば、印刷などが施されていない無地の成形品等の目印のない箇所から容器(成形品)の回転速度を特定できない虞があった。
また、無印刷の成形品にシール等を貼り付けて目印を付けることも考えられるが、シールの貼り付けや取り外しに必要な作業工程数の増加等、コストアップしてしまう虞があった。
【0008】
また、特許文献1で公知の成形品確認装置は、成形品の回転を目印で確認した後で材料の塗布作業を開始するため、材料の塗布作業自体を開始するまでに時間がかかってしまい、1製品あたりの生産時間が増加してしまう虞があった。
【0009】
本発明はこれらの問題点を解決するものであり、簡単な構成で、目印等がついていない成形品でも成形品の圧延方向や回転速度、回転角度(回転回数)を特定でき、工程数や生産時間の増加や、コストアップを抑制可能な成形品確認装置を提供することを目的とするものである。
【課題を解決するための手段】
【0010】
本発明の成形品回転確認装置は、圧延金属板から成形した金属成形品を回転可能に保持する回転保持部および前記回転保持部に保持された金属成形品の圧延方向を検出する圧延方向検出部が設けられた成形品回転ユニットと、前記成形品回転ユニットの動作を制御する制御ユニットとを有した成形品確認装置であって、前記圧延方向検出部は、前記回転保持部に保持された金属成形品の表面である金属光沢を有した照射対象面に照射光を照射する発光部と、前記発光部からの照射光のうち、照射対象面から反射した反射光を受光する受光部とを有し、前記発光部は、照射対象面に対して、垂直方向から所定の入射角度で照射光を照射し、前記制御ユニットは、前記圧延方向検出部から受け取った前記受光部が受光した反射光の強度の連続的な変化情報を基に、前記回転保持部に保持された金属成形品の圧延方向を検出可能に構成されていることにより、前記課題を解決するものである。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
金属容器及びその製造方法
5日前
東洋製罐株式会社
金属缶、陽圧缶及び金属缶の製造方法
7日前
東洋製罐株式会社
成形条件導出装置、機械学習装置、推論装置、情報処理方法、機械学習方法、及び、推論方法
5日前
ベック株式会社
被膜形成方法
12日前
株式会社リコー
塗工装置
1か月前
三菱製紙株式会社
液体塗布装置
1か月前
トヨタ自動車株式会社
塗工装置
12日前
関西ペイント株式会社
複層塗膜形成方法
22日前
御崎コンベヤー株式会社
液体塗布装置
2か月前
株式会社リコー
塗布装置
20日前
株式会社三和技巧
塗装装置
2か月前
東洋製罐株式会社
成形品確認装置
1か月前
トヨタ自動車株式会社
シール材塗布装置
1か月前
旭サナック株式会社
粉体塗装装置
1か月前
個人
室内空間環境制御方法
今日
株式会社ニチリン
塗布装置
1か月前
理想科学工業株式会社
塗布装置
1か月前
近畿日本鉄道株式会社
エア噴射ノズル
1か月前
株式会社吉野工業所
ポンプ装置
15日前
トヨタ自動車東日本株式会社
積層塗膜形成方法
19日前
株式会社吉野工業所
蓄圧式吐出具
1か月前
ヤマホ工業株式会社
伸縮式散布杆
26日前
兵神装備株式会社
ノズル、及び液供給システム
1か月前
株式会社吉野工業所
トリガー式液体噴出器
1か月前
株式会社リコー
液体吐出装置および液体吐出方法
25日前
三和合板株式会社
化粧板の製造装置
1か月前
TOPPANホールディングス株式会社
スリットコータ
1か月前
株式会社吉野工業所
トリガー式吐出具
1か月前
菊水化学工業株式会社
塗装方法及び積層構造
1か月前
セイコーエプソン株式会社
液体噴射装置
18日前
セイコーエプソン株式会社
液体噴射装置
1か月前
セイコーエプソン株式会社
液体噴射装置
19日前
セイコーエプソン株式会社
粉体分注装置
5日前
株式会社IEC
流動浸漬装置
1か月前
株式会社リコー
液滴形成装置
1か月前
株式会社吉野工業所
ポンプ及びその製造方法
14日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ