TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024081679
公報種別
公開特許公報(A)
公開日
2024-06-18
出願番号
2024039599,2020085889
出願日
2024-03-14,2020-05-15
発明の名称
金属缶、陽圧缶及び金属缶の製造方法
出願人
東洋製罐株式会社
代理人
弁理士法人秀和特許事務所
主分類
B65D
1/16 20060101AFI20240611BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】多面体壁と非加工領域の境目部の形状を変更することで、座屈強度の高い多面体壁を有する金属缶、陽圧缶及び金属缶の製造方法を提供する。
【解決手段】缶胴の多面体壁が形成されていない領域を円筒状の非加工領域とすると、多面体壁と非加工領域との境目に位置する単位パネルの横稜線に対して非加工領域側に形成される半パネル部が、該半パネル部を構成する斜め稜線が頂部を形成しない不完全な半パネル部となっており、それ以外の半パネル部は前記横稜線と斜め稜線により完全な半パネル部が形成されている金属缶において、不完全な半パネル部の成形時に内型工具が接触する成形領域の先端から前記横稜線までの缶胴の中心軸線と平行方向の軸方向距離が、前記完全な半パネルの横稜線から頂部までの軸方向距離もよりも短いことを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
缶胴の一部に凸状の境界稜線によって区画された多数の単位パネルで構成される多面体壁を有し、
前記単位パネルは前記境界稜線としての斜め稜線によって区画される菱形形状で、前記缶胴の中心軸線を通る中心面上に位置する2つの頂部と、中心面に対して対称位置に位置する2つの頂部の計4つの頂部を有し、前記中心面に対して対称位置に位置する頂部を結び前記中心面と直交する谷折りの横稜線を有し、
前記多面体壁は、複数の前記単位パネルが前記缶胴の中心軸線と平行方向に並んだ単位パネル列が周方向に互いに半位相ずつずらして交互に配列され、前記単位パネルの前記横稜線を通り前記缶胴の中心軸と直交する軸直角断面形状が多角形状で、
前記缶胴の前記多面体壁が形成されていない領域を円筒状の非加工領域とすると、前記多面体壁と前記非加工領域との境目に位置する単位パネルの前記横稜線に対して前記非加工領域側に形成される半パネル部が、該半パネル部を構成する斜め稜線が頂部を形成しない不完全な半パネル部となっており、それ以外の半パネル部は前記横稜線と前記斜め稜線により完全な半パネル部が形成されている金属缶において、
前記不完全な半パネル部の成形時に内型工具が接触する成形領域の先端から前記横稜線までの前記中心軸線と平行方向の軸方向距離が、前記完全な半パネルの横稜線から頂部までの軸方向距離もよりも短いことを特徴とする金属缶。
続きを表示(約 1,000 文字)
【請求項2】
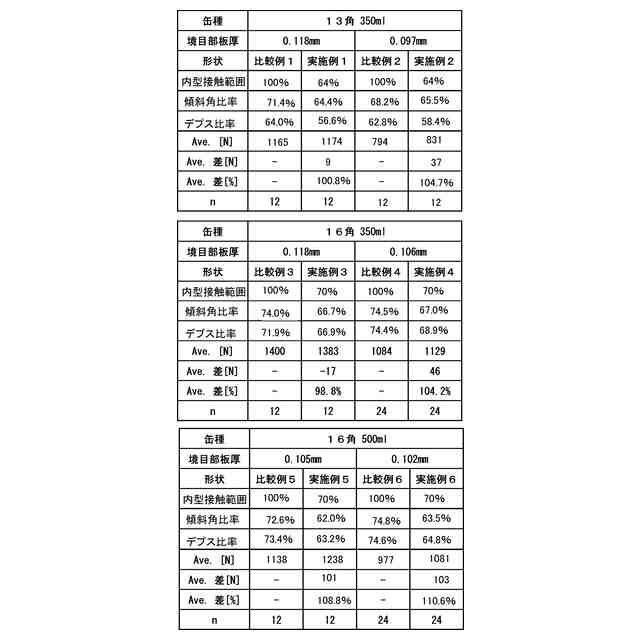
前記成形領域の先端から前記横稜線までの前記中心軸線と平行方向の軸方向距離は、前記完全な半パネルの横稜線から頂部までの軸方向距離の、70%以下に設定される請求項1に記載の金属缶。
【請求項3】
前記成形領域の距離は、横稜線から斜め稜線の端部位置までの距離とする請求項1または2に記載の金属缶。
【請求項4】
前記不完全な半パネル部の板厚が0.106mm以下である請求項1乃至3のいずれか1項に記載の金属缶。
【請求項5】
前記単位パネルの横稜線を通り前記缶胴の中心軸と直交する断面が13角以上である請求項1乃至4のいずれか1項に記載の金属缶。
【請求項6】
請求項1乃至5のいずれか1項に記載の金属缶と、該金属缶を陽圧状態で密閉する缶蓋とを備え、前記単位パネルは、自由状態では缶胴の内方に窪んだ形状で、前記缶胴に作用する内圧によって窪みが小さくなる方向に変形し、缶蓋の開封時に元の形状に復元する構成の陽圧缶。
【請求項7】
円筒状の胴部ブランクの軸方向の一部領域を内型と外型で挟み、前記内型によって前記胴部ブランクに対して境界稜線を外向きに山折りすると共に、前記外型によって前記境界稜線で囲まれる領域を内向きに窪ませて複数の単位パネルを形成して多面体壁を成形し、前記胴部ブランクに、前記多面体壁と、前記多面体壁が加工されない円筒形状の非加工領域とを成形し、
前記缶胴の前記多面体壁が形成されていない領域を円筒状の非加工領域とすると、前記多面体壁と前記非加工領域との境目に位置する単位パネルの前記横稜線に対して前記非加工領域側に形成される半パネル部が、該半パネル部を構成する斜め稜線が頂部を形成しない不完全な半パネル部となっており、それ以外の半パネル部は前記横稜線と前記斜め稜線により完全な半パネル部が形成されている金属缶の製造方法において、
前記不完全半パネル部の成形は、前記内型の前記胴部ブランクとの接触範囲を、前記完全な半パネル部の接触範囲より小さくして成形することを特徴とする金属缶の製造方法。
【請求項8】
前記不完全半パネル部の成形は、前記内型の前記胴部ブランクとの接触範囲を、前記完全な半パネル部の接触範囲の70%以下とする請求項7に記載の金属缶の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、たとえば、缶胴に複数の単位パネルによって構成される多面体壁を有する金属缶、陽圧缶及びその製造方法に関する。
続きを表示(約 4,400 文字)
【背景技術】
【0002】
従来のこの種の多面体壁を有する金属缶としては、たとえば、特許文献1に記載のようなものが知られている。
この金属缶は、缶胴の一部に凸状の境界稜線によって区画された多数の単位パネルで構成される多面体壁を有している。単位パネルは境界稜線としての斜め稜線によって区画される菱形形状で、缶胴の中心軸線を通る中心面上に位置する2つの頂部と、中心面に対して対称位置に位置する2つの頂部の計4つの頂部を有し、前記中心面に対して対称位置に位置する頂部を結ぶ谷折りの横稜線を有している。多面体壁は、複数の前記単位パネルが缶胴の中心軸線と平行方向に並んだ単位パネル列が、周方向に互いに半位相ずつずらして交互に配列され、単位パネルの横稜線を通り前記缶胴の中心軸と直交する断面が多角形状となっている。
多面体壁と非加工領域との境目に位置する単位パネルは、横稜線に対して非加工領域側の半パネル部が、この半パネル部を構成する斜め稜線が頂部を形成しないで非加工領域に移行する不完全な半パネル部の形状となっており、多面体壁の多角形状からなめらかに非加工領域の円筒形状に移行する形状となっている。
【先行技術文献】
【特許文献】
【0003】
特開2016-050040号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のように、缶胴の一部に多面体壁を加工した金属缶の場合、従来から多面体壁よりも円筒状の非加工領域の方が軸圧縮荷重に対する座屈強度が高いので、多面体壁で座屈が生じることが知られている。
近年、容器の軽量化を図るために、板厚を薄肉化する要請があり、板厚を薄くしていくと、多面体壁と非加工領域の境目付近で座屈変形が生じる傾向となるがわかった。板厚を厚肉とすれば、境目付近での座屈が生じにくくなるが、容器重量が増しコストアップとなる。
座屈変形が生じるのは、非加工領域との境目に周方向に配列される不完全な半パネル部の間の領域から生じている。この領域で座屈が生じるのは、不完全な半パネル部には頂部が無いものの、軸圧縮荷重が作用した場合に、斜め稜線の延長線の交点付近に圧縮応力の応力集中部が生じ、この部分が疑似頂部として缶の外方に突出する方向に変形し、応力集中部の間の領域には缶内方に窪ませる方向に引っ張り応力が生じ、窪みが生じると一気に座屈変形が進行するものと考えられる。
鋭意研究した結果、多面体壁から非加工領域に移行する境目の不完全な半パネル部の形状によって、板厚を薄くしても境目での座屈が生じにくくなり、結果的に座屈強度を高めることができるという知見を得た。
本発明の目的は、多面体壁と非加工領域の境目の不完全な半パネル部の形状を変更することで、多面体壁を有する座屈強度の高い金属缶、陽圧缶及び金属缶の製造方法を提供することにある。
【課題を解決するための手段】
【0005】
上記目的を達成するために、本発明は、缶胴の一部に凸状の境界稜線によって区画された多数の単位パネルで構成される多面体壁を有し、
前記単位パネルは前記境界稜線としての斜め稜線によって区画される菱形形状で、缶胴の中心軸線を通る中心面上に位置する2つの頂部と、中心面に対して対称位置に位置する2つの頂部の計4つの頂部を有し、前記中心面に対して対称位置に位置する頂部を結び前記中心面と直交する谷折りの横稜線を有し、
前記多面体壁は、複数の前記単位パネルが前記缶胴の中心軸線と平行方向に並んだ単位パネル列が周方向に互いに半位相ずつずらして交互に配列され、前記単位パネルの横稜線を通り前記缶胴の中心軸と直交する軸直角断面形状が多角形状で、
前記缶胴の前記多面体壁が形成されていない領域を円筒状の非加工領域とすると、前記多面体壁と前記非加工領域との境目に位置する単位パネルの前記横稜線に対して前記非加工領域側に形成される半パネル部が、該半パネル部を構成する斜め稜線が頂部を形成しない不完全な半パネル部となっており、それ以外の半パネル部は前記横稜線と前記斜め稜線により完全な半パネル部が形成されている金属缶において、
前記不完全な半パネル部の成形時に内型工具が接触する成形領域の先端から前記横稜線までの前記中心軸線と平行方向の軸方向距離が、前記完全な半パネルの横稜線から頂部までの軸方向距離もよりも短いことを特徴とする。
境目を構成する不完全な半パネル部と周方向に隣接する領域は、非加工領域の円筒面形状の一部が入り込んだ部分円筒領域となっており、この円筒領域の円筒形状が斜め境界稜線を越えて、境目の不完全な半パネル部の形状をあいまいな形状としている。
本発明者らは、この部分円筒領域から境目の不完全な半パネル部に至るあいまいな形状は、成形加工段階での成形型の接触状態で変化し、加工度合をより甘くすることで、より円筒に近くなり、圧縮応力を分散させて座屈強度が高まることを見出した。
加工度合いをより甘くするために、本第3の発明では、内型工具と外型工具で挟まれる成形領域の横稜線からの軸方向の距離を短くしている。このようにすれば、部分円筒領域の円筒形状の影響がより大きくなり、形状的に円筒に近くなって、座屈強度を高めることができる。
【0006】
また、本発明は次のように構成することができる。
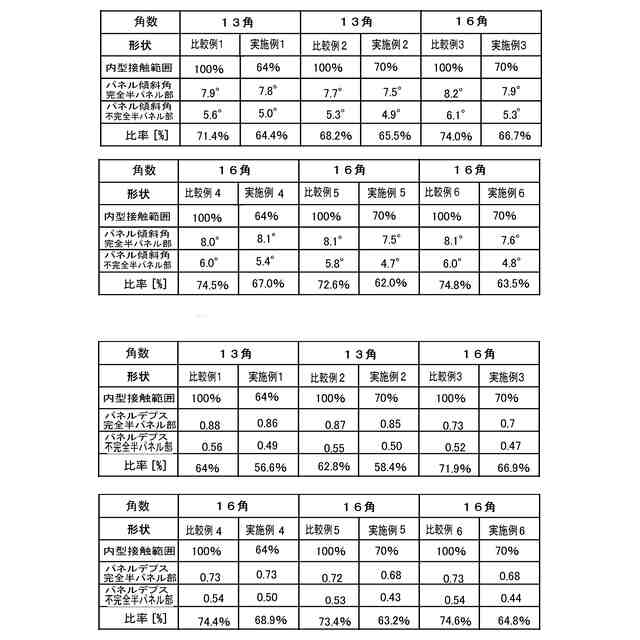
1.前記成形領域の先端から前記横稜線までの前記中心軸線と平行方向の軸方向距離は、前記完全な半パネルの横稜線から頂部までの軸方向距離の、70%以下に設定される。
このようにすれば、座屈強度を大きくすることができる。
2.前記成形領域の距離は、横稜線から斜め稜線の端部位置までの距離とする。
このように構成することにより、接触範囲を確認することができる。
【0007】
また、次のように構成することもできる。
1.前記不完全な半パネル部の板厚が、0.106mm以下とする。
この程度の薄肉の板厚であっても、非加工部との境目付近での座屈の発生を防止できる。
2.前記単位パネルの横稜線を通り前記缶胴の中心軸と直交する断面が13角以上であることを特徴とする。
このように13角以上の場合、単位パネルが小さくなりパネルデプスが小さくなるため、座屈強度が向上し、薄肉化と多角化を実現することができる。
また、本願の他の発明は、
上記した発明に係る金属缶と、金属缶を陽圧状態で密閉する缶蓋と、を備え、前記単位パネルは、自由状態では缶胴の内方に窪んだ形状で、前記缶胴に作用する内圧によって窪みが小さくなる方向に変形し、缶蓋の開封時に元の形状に復元する陽圧缶に使用されること特徴とする。
陽圧缶に使用すると、内圧により座屈強度が向上し、薄肉化を実現することができる。
【0008】
また、他の発明は、
円筒状の胴部ブランクの軸方向の一部領域を内型と外型で挟み、前記内型によって前記胴部ブランクに対して境界稜線を外向きに山折りすると共に、前記外型によって前記境界稜線で囲まれる領域を内向きに窪ませて複数の単位パネルを形成して多面体壁を成形し、前記胴部ブランクに、前記多面体壁と、前記多面体壁が加工されない円筒形状の非加工領域とを成形し、
前記缶胴の前記多面体壁が形成されていない領域を円筒状の非加工領域とすると、前記多面体壁と前記非加工領域との境目に位置する単位パネルの前記横稜線に対して前記非加工領域側に形成される半パネル部が、該半パネル部を構成する斜め稜線が頂部を形成しない不完全な半パネル部となっており、それ以外の半パネル部は前記横稜線と前記斜め稜線により完全な半パネル部が形成されている金属缶の製造方法において、
前記不完全半パネル部の成形は、前記内型の前記胴部ブランクとの接触範囲を、前記完全な半パネル部の接触範囲より小さくして成形することを特徴とする。
これにより、加工度合いをより甘くなって、隣接する部分円筒領域の円筒形状の影響がより大きくなり、形状的に円筒に近くなって、座屈強度を高めることができる。
また、この発明は、次のように構成することもできる。
1.前記不完全半パネル部の成形は、前記内型の前記胴部ブランクとの接触範囲を、前記完全な半パネル部の接触範囲の70%以下とする。
このようにすれば、より確実に座屈強度を高めることができる。
【発明の効果】
【0009】
本願発明によれば、多面体壁と非加工領域の境目の不完全半パネル部の形状を変更することで、座屈強度を高めることができる。
【図面の簡単な説明】
【0010】
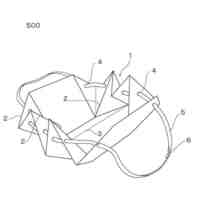
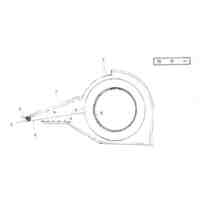
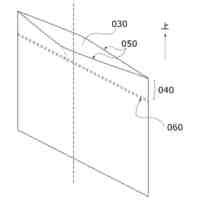
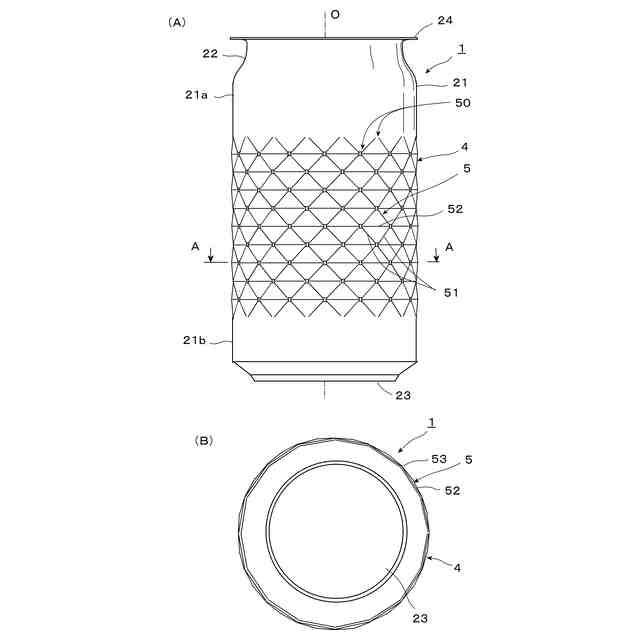
図1は、本発明の実施形態に係る16角の金属缶を示すもので、(A)は正面図、(B)は(A)のA-A線断面図、である。
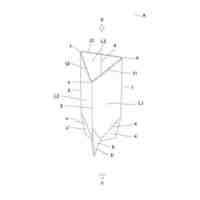
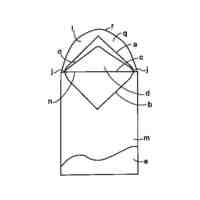
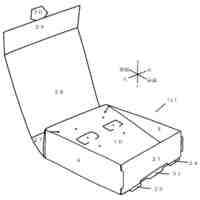
図2(A)は図1の金属缶の要部拡大斜視図、(B)は(A)のタテB-B線断面図である。
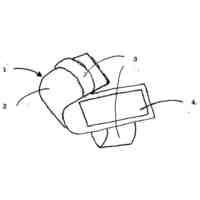
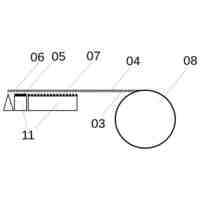
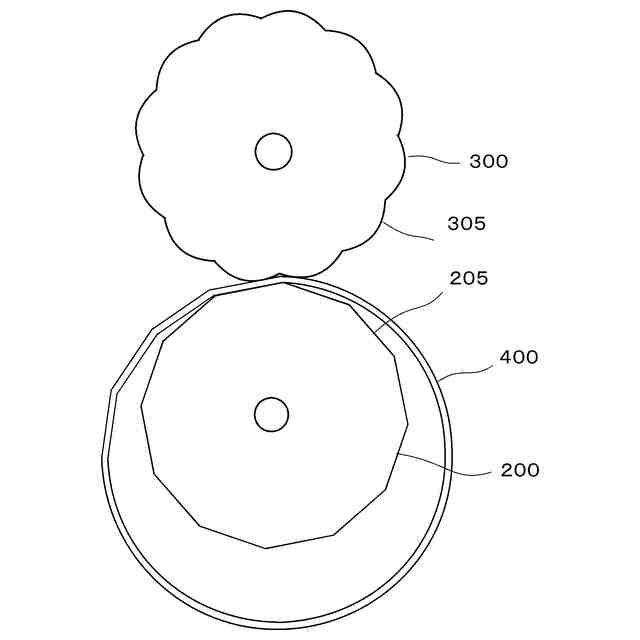
図3は内型工具と外型工具による多面体壁加工状態を示す缶軸方向からみた概念図である。
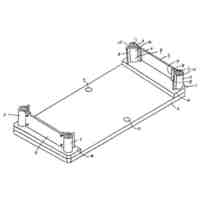
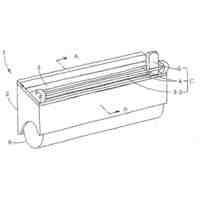
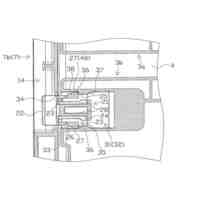
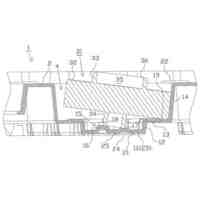
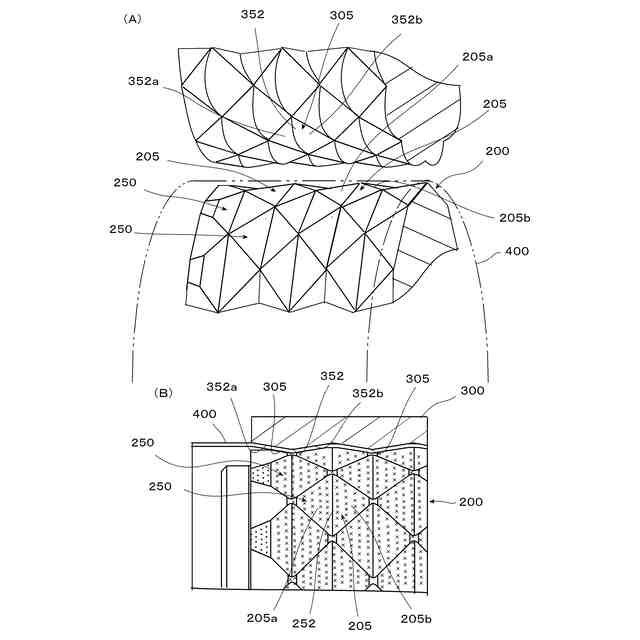
図4(A)は図3の内型工具と外型工具を離して示す要部斜視図、(B)は(A)の内型工具と外型工具によって胴部ブランクを加工している状態の一部断面正面図である。
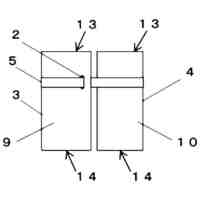
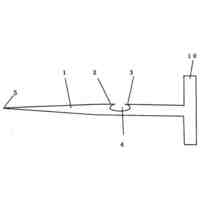
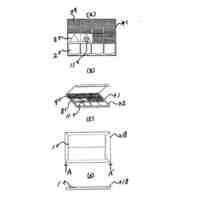
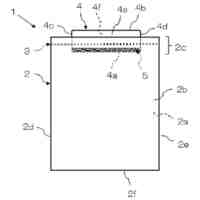
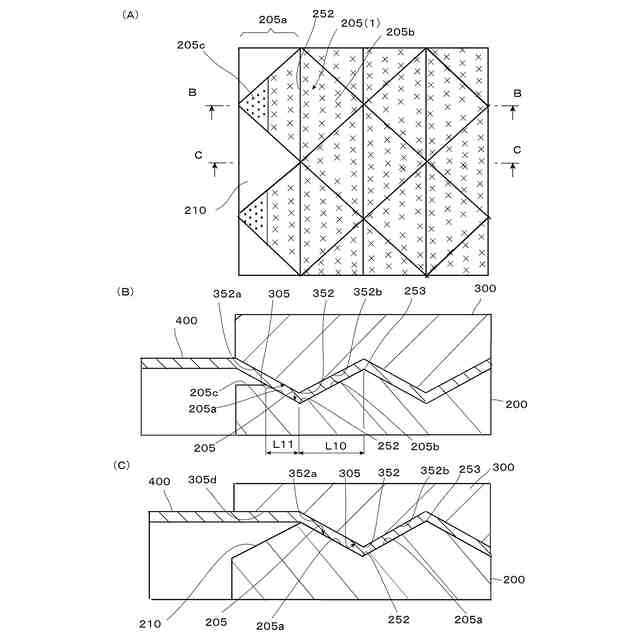
図5(A)は図2の金属缶の多面体壁を成形する内型工具の成形領域と非加工領域との境目付近の平面図、(B)は(A)の内型工具のB-B断面位置にて金属缶の成形状態を切断して示す断面図、(C)は(A)のC-C断面位置にて金属缶の成形状態を切断した断面図である。
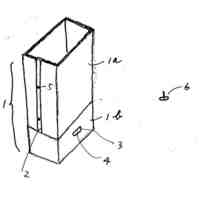
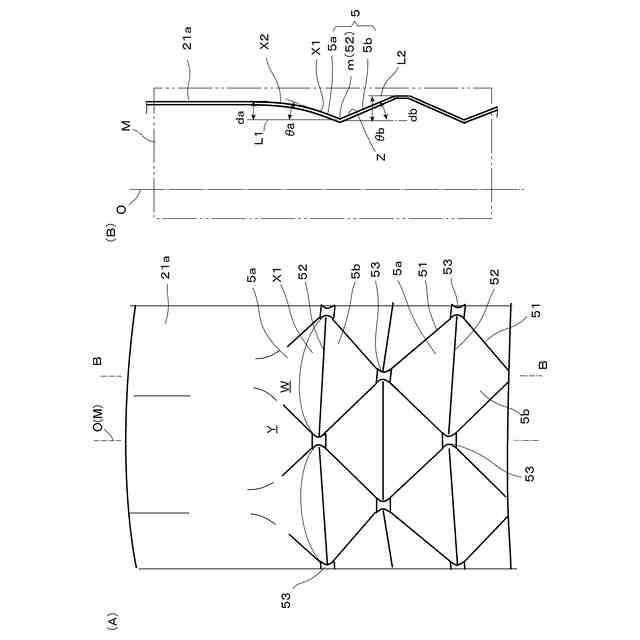
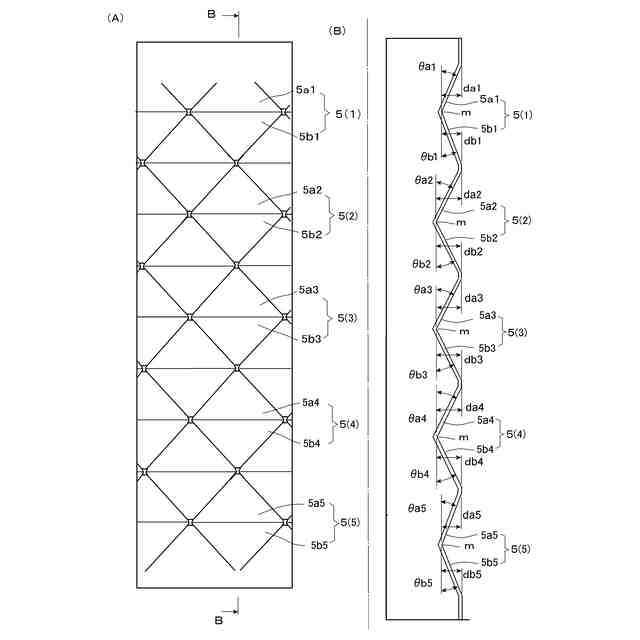
図6(A)は図1の金属缶のパネル列を示す図、(B)は(A)のB-B線断面図である。
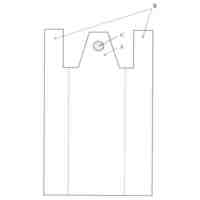
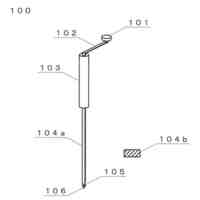
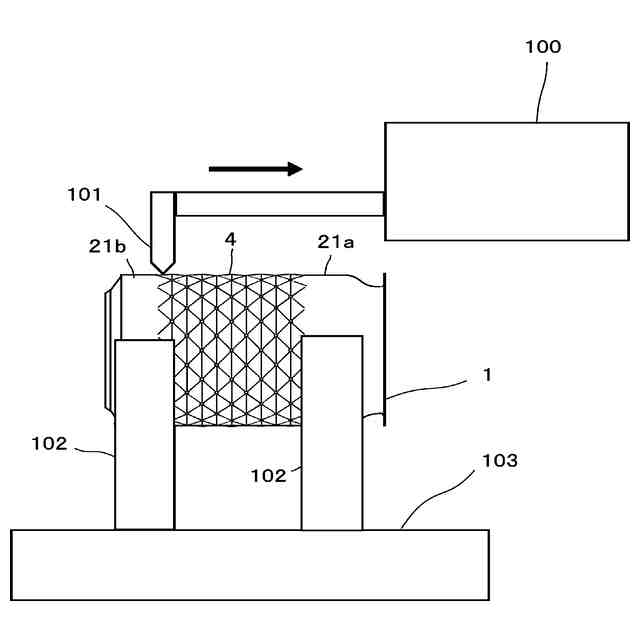
図7は、パネル傾斜角とパネルデプスを測定する測定装置を示す図である。
図8(A)は傾斜角比率と多面体壁の角数との関係、(B)はデプス比率と多面体壁の角数との関係を示す図である。
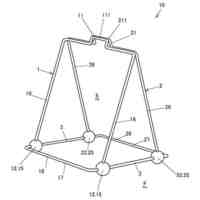
図9は座屈強度の測定方法を示す図で、(A)は測定装置全体図、(B)は座屈強度を測定する際に用いるネック部補強ジグを示す図である。
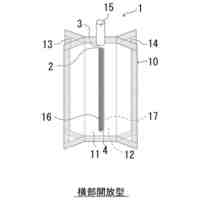
図10(A)は、本実施形態の金属缶に内圧が陽圧となる内容物を充填して缶蓋を巻締めた陽圧缶、(B)は陽圧の開放状態を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
構造体
3か月前
個人
収納用具
16日前
個人
物品収納具
9日前
個人
半蓋半箱筒
6か月前
個人
折り畳み製品
8か月前
個人
「即時結束具」
8か月前
個人
段ボール用キリ
8か月前
個人
掃除楽々ゴミ箱
1か月前
個人
テープホルダー
7か月前
個人
開封用カッター
2か月前
個人
爪楊枝流通セット
7か月前
個人
パウチ容器
3か月前
個人
コード長さ調整器
7か月前
個人
粘着テープカッタ
8か月前
個人
チャック付き袋体
2か月前
個人
折りたたみコップ
2か月前
個人
開口しやすいレジ袋
4か月前
個人
プラスチックバッグ
4か月前
三甲株式会社
容器
7か月前
個人
チャック付き保存袋
2か月前
三甲株式会社
容器
8か月前
三甲株式会社
容器
8か月前
個人
穿孔紐通し結束器具
4か月前
積水樹脂株式会社
接着剤
1か月前
三甲株式会社
容器
5か月前
株式会社イシダ
包装装置
6か月前
三甲株式会社
容器
5か月前
株式会社KY7
封止装置
7か月前
三甲株式会社
容器
6か月前
三甲株式会社
容器
5か月前
個人
粘着テープ剥がし具
1か月前
三甲株式会社
容器
7か月前
個人
伸縮するゴミ収納器
3か月前
株式会社デュプロ
丁合装置
8か月前
個人
装飾品展示台兼梱包箱
2か月前
三甲株式会社
トレー
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ