TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024066212
公報種別
公開特許公報(A)
公開日
2024-05-15
出願番号
2022175629
出願日
2022-11-01
発明の名称
塗工装置
出願人
株式会社リコー
代理人
個人
主分類
B05C
11/10 20060101AFI20240508BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】形成される塗膜の膜厚均一性に優れ、少量多品種にも対応できる塗工を実現可能な塗工装置を提供する。
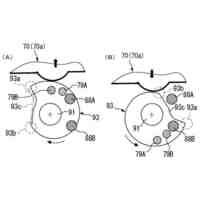
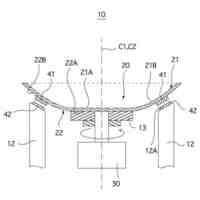
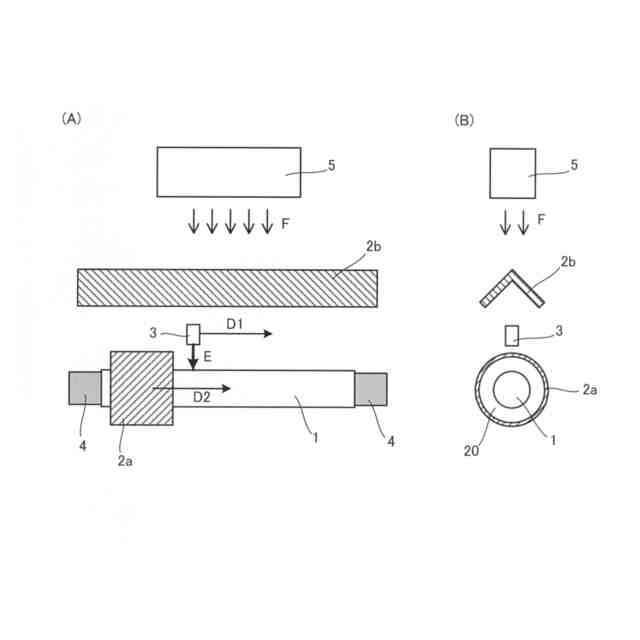
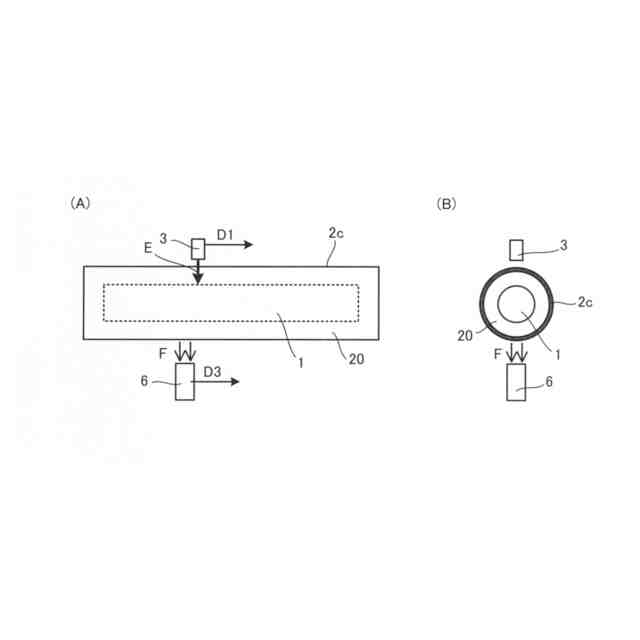
【解決手段】被塗工物1に塗工液を塗工するためのブース9と、ブース9内に被塗工物1を回転可能に保持する保持手段4と、被塗工物1の回転軸方向に沿って移動し、被塗工物1の塗工面に塗工液を吐出するノズル3を有する吐出手段と、塗工液の吐出方向Eと略平行な方向Fに気流を形成する気流発生手段5と、被塗工物1の塗工面を被覆し、塗工液の気化した溶媒蒸気を含む雰囲気を保持するとともに、気流発生手段5により生じたブース9内の気流を遮蔽するフード部材2と、を備える塗工装置。
【選択図】図2
特許請求の範囲
【請求項1】
被塗工物に塗工液を塗工するためのブースと、
前記ブース内に前記被塗工物を回転可能に保持する保持手段と、
前記被塗工物の回転軸方向に沿って移動し、前記被塗工物の塗工面に前記塗工液を吐出するノズルを有する吐出手段と、
前記塗工液の吐出方向と略平行な方向に気流を形成する気流発生手段と、
前記被塗工物の前記塗工面を被覆し、前記塗工液の気化した溶媒蒸気を含む雰囲気を保持するとともに、前記気流発生手段により生じた前記ブース内の気流を遮蔽するフード部材と、を備えることを特徴とする塗工装置。
続きを表示(約 1,300 文字)
【請求項2】
被塗工物に塗工液を塗工するためのブースと、
前記ブース内に前記被塗工物を回転可能に保持する保持手段と、
前記被塗工物の回転軸方向に沿って移動し、前記被塗工物の塗工面に前記塗工液を吐出するノズルを有する吐出手段と、
前記塗工液の吐出方向と略平行な方向に気流を形成する気流発生手段と、
前記塗工液が塗工された前記被塗工物の前記塗工面を被覆し、前記塗工液の気化した溶媒蒸気を含む雰囲気を保持する第一のフード部材と、
前記気流発生手段により生じた前記ブース内の気流を遮蔽する第二のフード部材と、を備え、
前記第一のフード部材は、前記吐出手段のノズルに追従して前記被塗工物の回転軸方向に沿って移動することを特徴とする塗工装置。
【請求項3】
前記ブース内の空気を吸引する吸引手段を備え、
前記吸引手段は、前記気流発生手段により生じた前記ブース内の気流の方向において、前記被塗工物の下流側に配設され、前記吐出手段の前記ノズルに追従して前記被塗工物の回転軸方向に沿って移動することを特徴とする請求項1または2に記載の塗工装置。
【請求項4】
前記フード部材の一部が、通気可能な多孔質フィルターからなり、
前記ブース内の空気を吸引する吸引手段を備え、
前記吸引手段は、前記ブース内の気流の方向において、前記被塗工物の下流側に配設され、前記吐出手段の前記ノズルに追従して移動することを特徴とする請求項1に記載の塗工装置。
【請求項5】
前記フード部材は、前記ブース内の気流の方向において下流側に開閉部材を備えることを特徴とする請求項1に記載の塗工装置。
【請求項6】
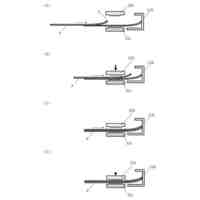
前記フード部材は、前記ブース内の気流の方向において下流側に開閉部材を備え、
前記開閉部材は、前記被塗工物の回転軸方向に複数分割された扉状の可動片と、前記被塗工物の回転軸方向に沿って設けられた前記可動片の回動支点と、を有し、
複数の前記可動片が、前記ノズルの移動方向に沿って順次開くことを特徴とする請求項1に記載の塗工装置。
【請求項7】
前記ノズルは、前記塗工液が吐出されるノズル孔と、前記ノズル孔に前記塗工液を供給する液室と、前記ノズル孔を開閉するニードル弁と、前記ニードル弁を駆動する駆動機構と、前記駆動機構を収容する空間を区画する弾性体からなる隔膜と、を備えることを特徴とする請求項1または2に記載の塗工装置。
【請求項8】
前記ノズルは、前記塗工液と洗浄液とを切り換えて吐出可能であり、
前記塗工液及び前記洗浄液が吐出されるノズル孔と、前記ノズル孔に前記塗工液及び前記洗浄液を供給する液室と、前記ノズル孔を開閉するニードル弁と、前記ニードル弁を駆動する駆動機構と、前記駆動機構を収容する空間を区画する弾性体からなる隔膜と、前記塗工液と前記洗浄液の供給を切り換える機構と、を備えることを特徴とする請求項1または2に記載の塗工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、塗工装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
電子写真に用いられる感光体は、基体の周面に感光体材料を塗工することにより作製される。塗工方法としては、感光体材料の塗工液を収容した塗工槽に感光体の基体を浸漬させ、その後引上げるディッピング法や、微小な孔のノズルから塗工液を微粒液滴(ミスト)として吐出させ、回転する基体の表面に吹き付けて成膜するスプレー法等がある。
【0003】
近年、感光体の基体に対する塗工は、形成される塗膜の膜厚の均一性確保と、少量多品種への対応が要求されている。
【0004】
ディッピング法による塗工では、膜厚の均一性は得られるものの、塗工液中に基体を浸漬しなければならないため、必然的に装置が大型化し、塗液も多量に必要となり、少量多品種の塗工には向いていないという問題がある。また、ディッピング法は、取り扱う感光体が小型であれば好適な方法であるが、大型で長大なものは取扱い上不適切である。
【0005】
一方、スプレー法は、使用する塗工液が少量で済み、感光体の形状による制約が少ないため、少量多品種には対応できるものの、被塗工物への付着効率が悪いという問題がある。
【0006】
これらの問題に対し、基体に対して塗工液を噴霧ではなく吐出することで、少量の塗工液で膜を生成する塗工方法が提案されている(例えば、特許文献1参照)。
【0007】
特許文献1には、電子写真感光体用支持体に、塗料吐出ガンより電子写真感光体形成用塗料を霧化せずに吐出して塗料液膜を形成し、その後該塗料液膜を指触乾燥することを含む電子写真感光体の製造方法において、塗料の吐出中及び塗料の吐出後の所定時間の間、該塗料液膜より発生する溶剤蒸気を該塗料液膜の周囲に封入する手段、該封入された雰囲気に一定風量で給気する手段及び該封入された雰囲気から一定風量で排気する手段を用いて指触乾燥する方法が記載されている。
【発明の概要】
【発明が解決しようとする課題】
【0008】
被塗工面に塗工液を吐出する方法において、塗工装置内に発生する気流、被塗工物の回転速度、及び塗工液の粘性等、複数の条件がレベリングに影響を与えることがある。
【0009】
特許文献1の方法では、給気による気流が被塗工物に当たる構成となっている。塗工装置の塗工ブース(塗工室)内への給気による気流が指触乾燥状態(中までは固まっていないが、表面を指で軽く触っても指につかない状態)の塗膜に衝突すると、塗膜の厚みが不均一になるというおそれがある。そして、塗膜の膜厚が不均一のまま乾燥を進めると、乾燥後の膜厚にムラが生じ、塗工品の品質確保が困難になるという課題がある。
【0010】
そこで本発明は、形成される塗膜の膜厚均一性に優れ、少量多品種にも対応できる塗工を実現可能な塗工装置を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
画像形成装置
9日前
株式会社リコー
シート処理システム
9日前
株式会社リコー
転写装置及び画像形成装置
6日前
株式会社リコー
フロースルー型プリントヘッド
4日前
株式会社リコー
カム機構、及び、画像形成装置
5日前
株式会社リコー
半導体装置、および計測デバイス
9日前
株式会社リコー
トナー容器、及び、画像形成装置
9日前
株式会社リコー
光学装置、およびプロジェクタ装置
10日前
株式会社リコー
液体吐出ヘッド及び液体を吐出する装置
10日前
株式会社リコー
画像処理装置、二値化方法、プログラム
6日前
株式会社リコー
多孔質構造体及び多孔質構造体の製造方法
10日前
株式会社リコー
画像形成装置、制御方法、及びプログラム
9日前
株式会社リコー
情報処理装置、情報処理方法、及びプログラム
10日前
株式会社リコー
画像読取装置、画像形成装置および画像読取方法
9日前
株式会社リコー
媒体処理装置、画像形成装置及び画像形成システム
3日前
株式会社リコー
シート処理装置、画像形成装置及び画像形成システム
6日前
株式会社リコー
媒体処理装置、画像形成装置、及び、画像形成システム
2日前
株式会社リコー
通信装置、USBデバイス、通信方法、及びプログラム
5日前
株式会社リコー
撮像システム、検査システム、撮像方法、およびプログラム
5日前
株式会社リコー
メンテナンス装置、液体を吐出する装置及びメンテナンス方法
4日前
株式会社リコー
硬化性組成物、硬化物、硬化物の製造方法及び硬化物の製造装置
9日前
株式会社リコー
画像形成装置、決済処理システム、返金処理方法、およびプログラム
9日前
株式会社リコー
決済処理システム、画像形成装置、決済処理方法、およびプログラム
9日前
株式会社リコー
自動走行車システム、マーカ、自動走行車、および自動走行車の制御方法
9日前
株式会社リコー
二成分現像剤、現像剤収容ユニット、画像形成装置、及び、画像形成方法
3日前
株式会社リコー
回転装置及び画像形成装置
5日前
株式会社リコー
自動走行装置運行管理システム、自動走行装置運行管理方法、およびプログラム
5日前
株式会社リコー
情報処理装置、画像処理装置、情報処理システム、情報処理方法およびプログラム
3日前
株式会社リコー
樹脂粒子、トナー、樹脂粒子の製造方法、トナー収容ユニット、現像剤、画像形成装置、及び、画像形成方法
9日前
株式会社リコー
情報処理装置、利用者端末、情報提供方法、及びプログラム
9日前
株式会社リコー
情報処理装置、情報処理システム、利用者端末、プログラム、及び情報処理方法
9日前
株式会社リコー
眼球の傾き位置検出装置、画像表示装置、画像生成システム、視線方向誘導装置、遠隔補助装置、ユーザ状態推定装置、及び運転支援システム
5日前
個人
微細霧発生装置
1か月前
ベック株式会社
塗膜形成方法
19日前
ベック株式会社
塗膜剥離方法
9日前
ベック株式会社
被膜形成方法
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ