TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024074453
公報種別
公開特許公報(A)
公開日
2024-05-31
出願番号
2022185591
出願日
2022-11-21
発明の名称
塗装ノズル、及びプリプレグ製造装置
出願人
株式会社日本製鋼所
代理人
個人
主分類
B05B
1/26 20060101AFI20240524BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
【課題】シート状繊維基材へ樹脂粉体を均一(又は概ね均一)に付着させることができる塗装ノズル、及びプリプレグ製造装置を提供する。
【解決手段】樹脂粉体をシート状繊維基材に付着させてプリプレグを製造するプリプレグ製造装置に用いられる塗装ノズルであって、前記シート状繊維基材の幅方向に延びたスリット状の第1樹脂粉体吐出口を含むエアーノズルと、前記シート状繊維基材の幅方向に延びたスリット状の第2樹脂粉体吐出口と、前記第1樹脂粉体吐出口から噴射され前記第2樹脂粉体吐出口から前記シート状繊維基材に向けて噴射される空気及び樹脂粉体を前記第2樹脂粉体吐出口まで供給する供給管と、前記供給管内に配置された複数のコマミキサと、を備える。
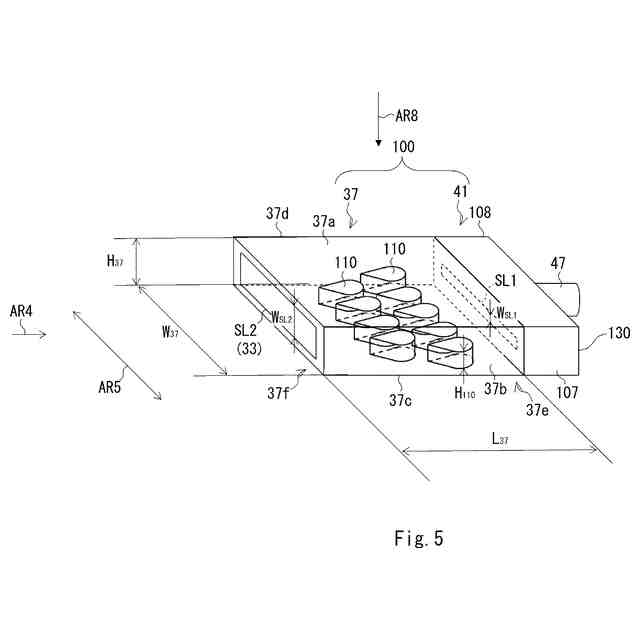
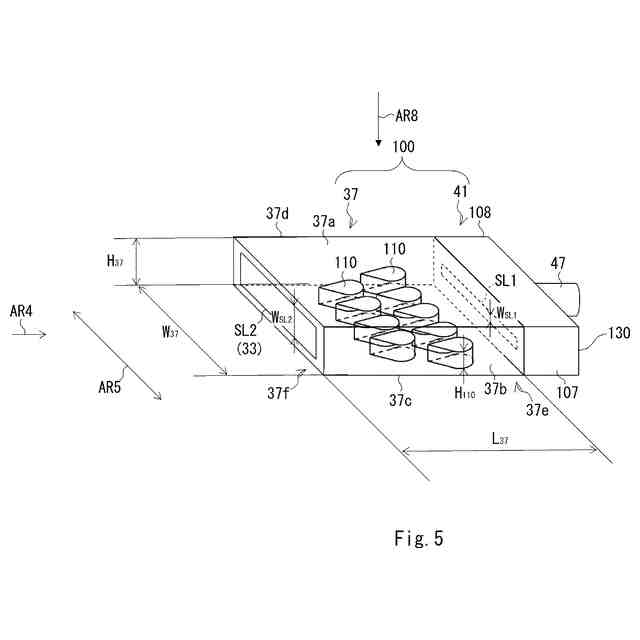
【選択図】図5
特許請求の範囲
【請求項1】
樹脂粉体をシート状繊維基材に付着させてプリプレグを製造するプリプレグ製造装置に用いられる塗装ノズルであって、
前記シート状繊維基材の幅方向に延びたスリット状の第1樹脂粉体吐出口を含むエアーノズルと、
前記シート状繊維基材の幅方向に延びたスリット状の第2樹脂粉体吐出口と、
前記第1樹脂粉体吐出口から噴射され前記第2樹脂粉体吐出口から前記シート状繊維基材に向けて噴射される空気及び樹脂粉体を前記第2樹脂粉体吐出口まで供給する供給管と、
前記供給管内に配置された複数のコマミキサと、を備え、
複数の前記コマミキサは、前記第1樹脂粉体吐出口から噴射される樹脂粉体が、前記供給管内において、前記コマミキサへの衝突、当該衝突による分流、及び当該分流後の合流を複数回繰り返すことにより最終的に前記シート状繊維基材の幅方向に均一化又は概ね均一化され、前記第2樹脂粉体吐出口から均一又は概ね均一に噴射されるように配置されている塗装ノズル。
続きを表示(約 720 文字)
【請求項2】
前記供給管内には、前記シート状繊維基材の幅方向に配置された複数の前記コマミキサにより構成されるコマミキサ列が多段配置されている請求項1に記載の塗装ノズル。
【請求項3】
複数の前記コマミキサは、千鳥状に配置されている請求項2に記載の塗装ノズル。
【請求項4】
各々の前記コマミキサは、前記第1樹脂粉体吐出口から噴射される空気及び樹脂粉体が衝突する上流側部分とその反対側の下流側部分を含み、
前記上流側部分は、前記第1樹脂粉体吐出口から噴射され当該上流側部分に衝突する空気及び樹脂粉体を二等分に分流する形状に構成されている請求項1に記載の塗装ノズル。
【請求項5】
前記上流側部分は、半円柱形状である請求項4に記載の塗装ノズル。
【請求項6】
前記下流側部分は、前記第1樹脂粉体吐出口から噴射された空気及び樹脂粉体が前記上流側部分に衝突した際、前記コマミキサの下流側に渦が発生しにくい形状に構成されている請求項4に記載の塗装ノズル。
【請求項7】
前記下流側部分は、三角柱形状である請求項6に記載の塗装ノズル。
【請求項8】
前記複数のコマミキサのうち少なくとも一部のコマミキサを揺動させるコマミキサ揺動機構をさらに備える請求項1に記載の塗装ノズル。
【請求項9】
前記複数のコマミキサのうち少なくとも一部のコマミキサを移動させるコマミキサ位置調整機構をさらに備える請求項1に記載の塗装ノズル。
【請求項10】
請求項1から9のいずれか1項の塗装ノズルを備えたプリプレグ製造装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、シート状繊維基材へ樹脂粉体を均一(又は概ね均一)に付着させることができる塗装ノズル、及びプリプレグ製造装置に関するものである。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
荷電された樹脂粉体を、高電圧が印加される電極(高電圧板)と搬送されるシート状繊維基材との間に形成された電界によるクーロン力及びエアーノズルから噴射されるエアの搬送力により、シート状繊維基材に付着させるように構成されたプリプレグ製造装置が知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第6121978号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1においては、エアーノズル(スリット)から樹脂粉体が不均一(スリットの長手方向に不均一)に噴射されるため、シート状繊維基材へ樹脂粉体を均一(又は概ね均一)に付着させることが難しいという課題がある。
【0005】
その他の課題と新規な特徴は、本明細書の記述及び添付図面から明らかになるであろう。
【課題を解決するための手段】
【0006】
一実施の形態に係る塗装ノズルは、樹脂粉体をシート状繊維基材に付着させてプリプレグを製造するプリプレグ製造装置に用いられる塗装ノズルであって、前記シート状繊維基材の幅方向に延びたスリット状の第1樹脂粉体吐出口を含むエアーノズルと、前記シート状繊維基材の幅方向に延びたスリット状の第2樹脂粉体吐出口と、前記第1樹脂粉体吐出口から噴射され前記第2樹脂粉体吐出口から前記シート状繊維基材に向けて噴射される空気及び樹脂粉体を前記第2樹脂粉体吐出口まで供給する供給管と、前記供給管内に配置された複数のコマミキサと、を備え、複数の前記コマミキサは、前記第1樹脂粉体吐出口から噴射される樹脂粉体が、前記供給管内において、前記コマミキサへの衝突、当該衝突による分流、及び当該分流後の合流を複数回繰り返すことにより最終的に前記シート状繊維基材の幅方向に均一化又は概ね均一化され、前記第2樹脂粉体吐出口から均一又は概ね均一に噴射されるように配置されている。
【発明の効果】
【0007】
前記一実施の形態によれば、シート状繊維基材へ樹脂粉体を均一(又は概ね均一)に付着させることができる塗装ノズル、及びプリプレグ製造装置を提供することができる。
【図面の簡単な説明】
【0008】
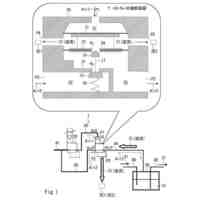
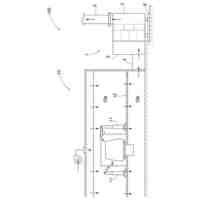
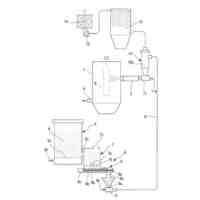
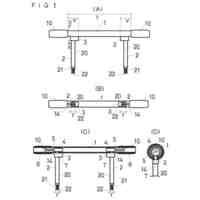
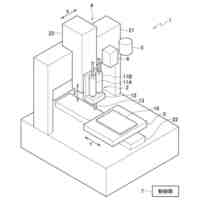
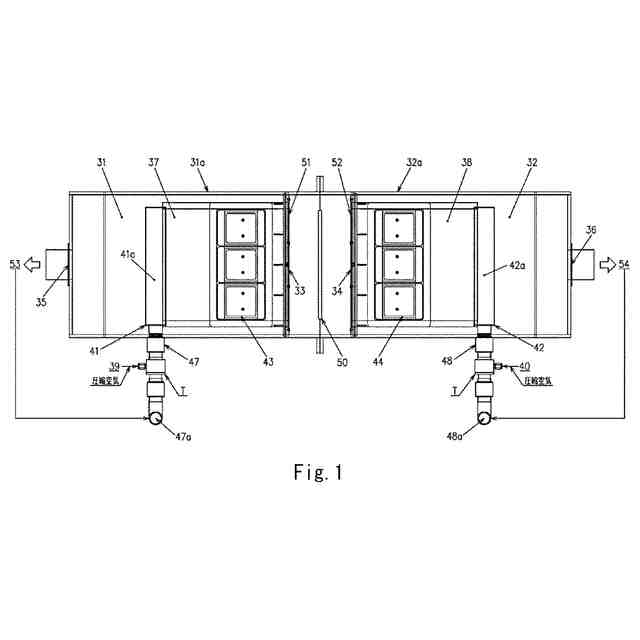
本開示の実施形態に係るプリプレグ製造装置の構成概要を示す平面図である。
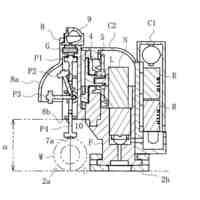
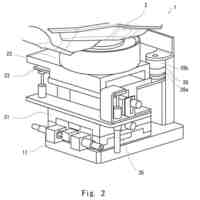
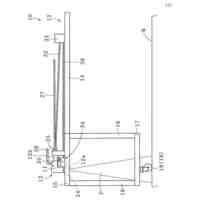
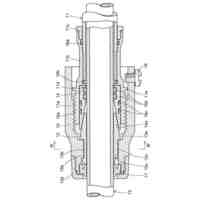
本開示の実施形態に係るプリプレグ製造装置の構成概要を示す側面図である。
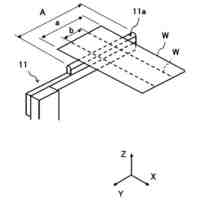
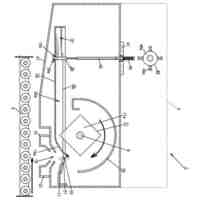
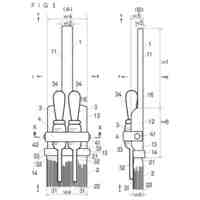
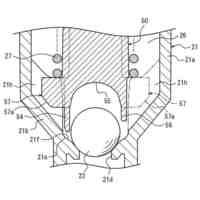
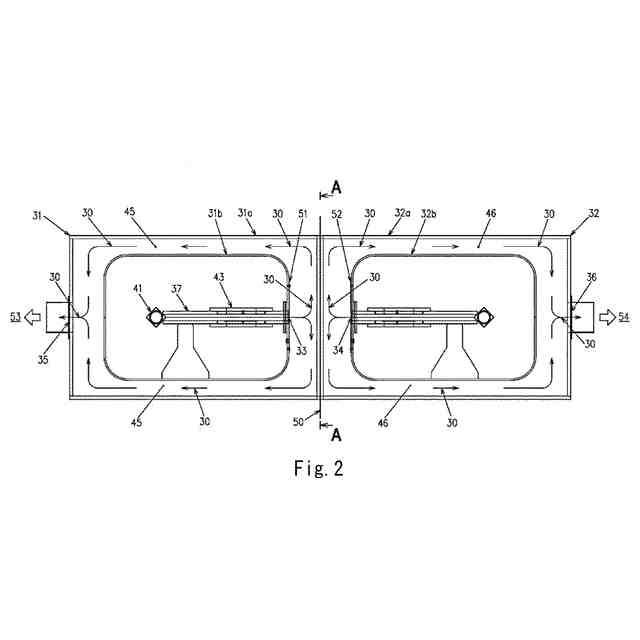
図2のA-A矢視図である。
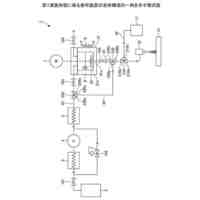
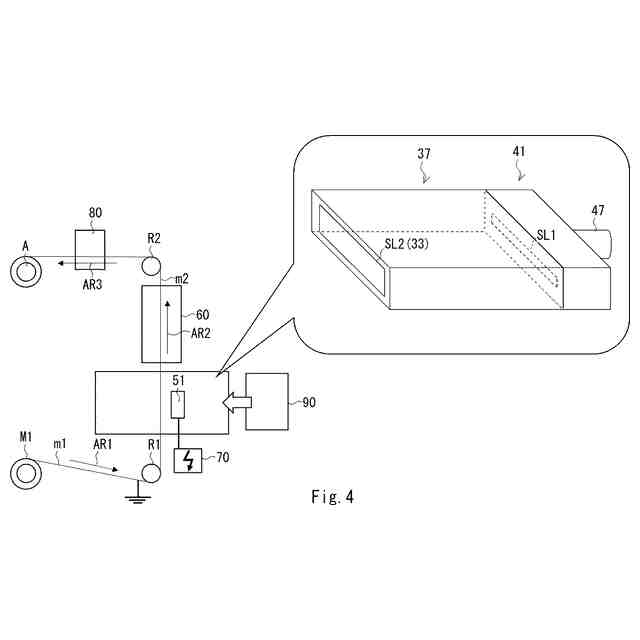
参考例のプリプレグ製造装置を用いてプリプレグを製造する製造方法を説明するための図である。
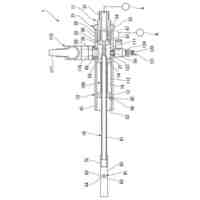
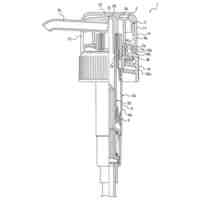
塗装ノズル100の斜視図である。
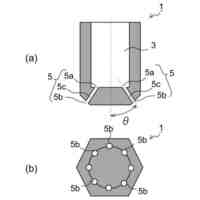
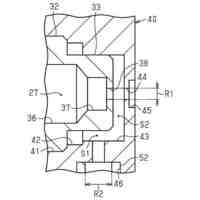
(a)図5中の矢印AR4方向から見たエアーノズル41の矢視図、(b)図6(a)のB-B断面図である。
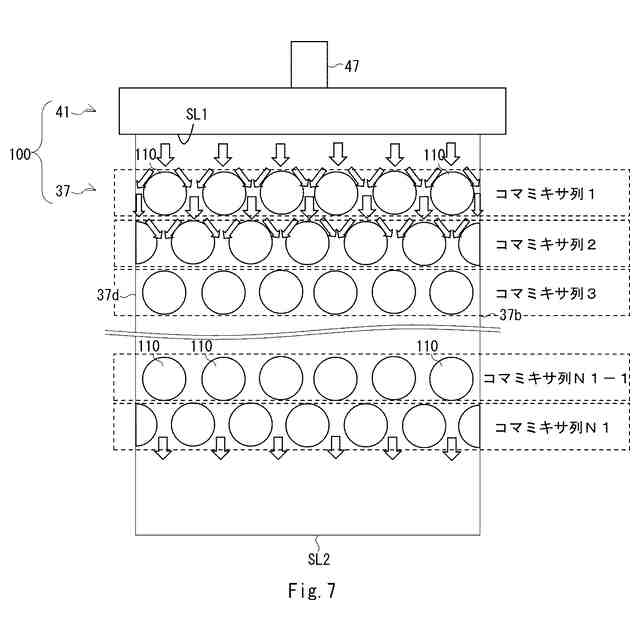
図5中の矢印AR8方向から見た塗装ノズル100の矢視図である。
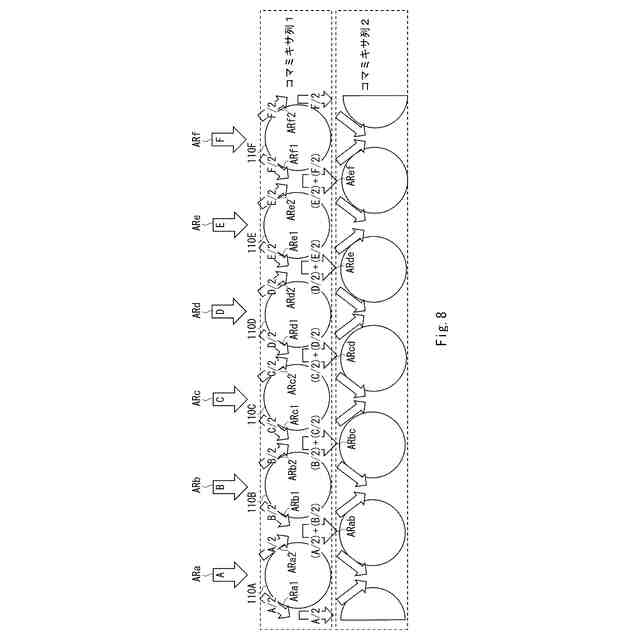
図7からコマミキサ列1、2を抜き出した図(拡大図)である。
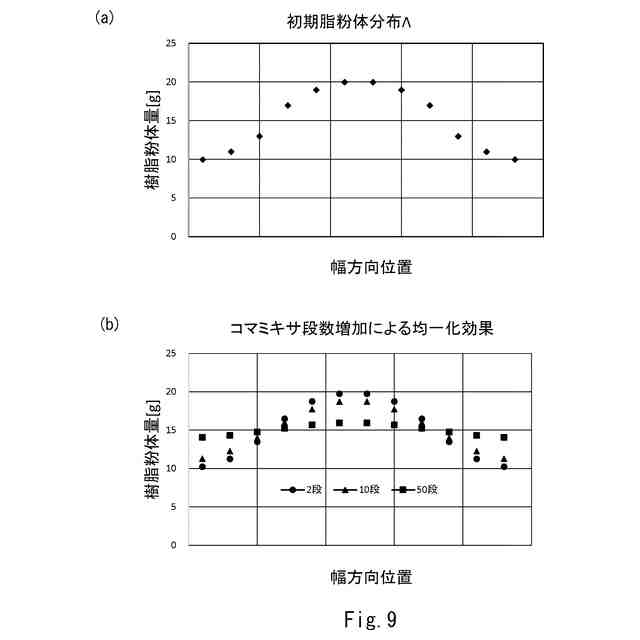
(a)シミュレーション1においてエアーノズル41(第1スリットSL1)から噴射される樹脂粉体の分布を表すグラフ、(b)シミュレーション1の結果(第2スリットSL2から噴射される樹脂粉体の分布)を表すグラフである。
(a)シミュレーション2においてエアーノズル41(第1スリットSL1)から噴射される樹脂粉体の分布を表すグラフ、(b)シミュレーション2の結果(第2スリットSL2から噴射される樹脂粉体の分布)を表すグラフである。
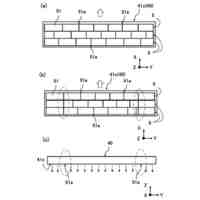
(a)実験1で用いたコマミキサ110の斜視図、(b)実験1で用いた片側半分がカットされた形状のコマミキサ110の斜視図、(c)上段及び中段のコマミキサ列を構成するコマミキサ110aの平面図、(d)下段のコマミキサ列を構成するコマミキサ110bの平面図である。
図5中の矢印AR8方向から見た塗装ノズル100の矢視図である。
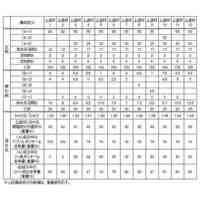
実験1の結果試作した織物基材m1(プリプレグ)の幅方向樹脂付着均一性)を表すグラフである。
(a)コマミキサ揺動機構160の一例、(b)コマミキサ110が揺動している様子を表す図、(c)コマミキサ110が揺動している様子を表す図である。
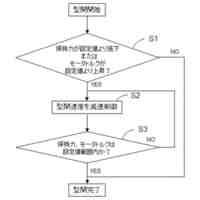
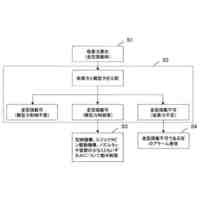
コマミキサ110の制御例(コマミキサ制御処理)のフローチャートである。
【発明を実施するための形態】
【0009】
<参考例>
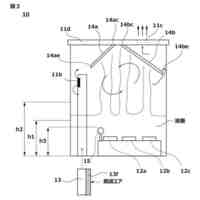
図1から図3を参照して参考例のプリプレグ製造装置について説明する。
【0010】
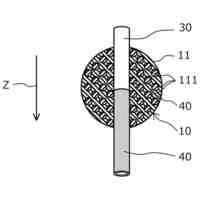
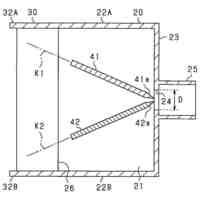
参考例のプリプレグ製造装置は、樹脂粉体30を炭素繊維織物やUDテープなどのシート状繊維基材50に付着させてプリプレグを製造する装置であって、図1及び図2に示すように、シート状繊維基材50を間にして左右に設けられた2つのチャンバー31,32と、チャンバー31,32内にそれぞれ設けられた供給管37,38と、供給管37,38の端部にそれぞれ接続されたフラット型エアーノズル41,42と、供給管37,38にそれぞれ設けられた粉末樹脂帯電部43,44を主に備えている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社日本製鋼所
射出成形機とその運転方法
2日前
株式会社日本製鋼所
射出成形機とその運転方法
2日前
ベック株式会社
被膜形成方法
16日前
ベック株式会社
被膜形成方法
2か月前
ベック株式会社
被膜形成方法
2か月前
株式会社リコー
塗工装置
1か月前
三菱製紙株式会社
液体塗布装置
1か月前
井関農機株式会社
作業車両
3か月前
プルガティオ株式会社
噴霧装置
4か月前
トヨタ自動車株式会社
塗工装置
16日前
株式会社新免鉄工所
表面処理方法
3か月前
東レエンジニアリング株式会社
塗布装置
2か月前
東レエンジニアリング株式会社
塗布装置
2か月前
関西ペイント株式会社
複層塗膜形成方法
26日前
有限会社加藤軽合金
マーキング装置
3か月前
日産自動車株式会社
塗工装置
4か月前
御崎コンベヤー株式会社
液体塗布装置
2か月前
株式会社リコー
塗布装置
24日前
株式会社大気社
塗装装置
4か月前
東洋製罐株式会社
成形品確認装置
1か月前
トヨタ自動車株式会社
シール材塗布装置
1か月前
株式会社オンテックス
木目調塗装用刷毛
2か月前
旭サナック株式会社
粉体塗装装置
1か月前
株式会社三和技巧
塗装装置
2か月前
株式会社オンテックス
木目調塗装用器具
3か月前
個人
室内空間環境制御方法
4日前
大陽日酸株式会社
低温液化ガス用ノズル
3か月前
有限会社ガリュー
噴射ノズル
2か月前
トヨタ紡織株式会社
ミスト発生装置
3か月前
株式会社ニチリン
塗布装置
1か月前
理想科学工業株式会社
塗布装置
1か月前
株式会社吉野工業所
ポンプ装置
19日前
近畿日本鉄道株式会社
エア噴射ノズル
1か月前
株式会社吉野工業所
蓄圧式吐出具
1か月前
兵神装備株式会社
ノズル、及び液供給システム
1か月前
ヤマホ工業株式会社
伸縮式散布杆
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ