TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024086568
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2023174532
出願日
2023-10-06
発明の名称
射出成形機とその運転方法
出願人
株式会社日本製鋼所
代理人
個人
,
個人
主分類
B29C
45/76 20060101AFI20240620BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出成形機において運転中に金型の保持力の変化を適切に測定する。
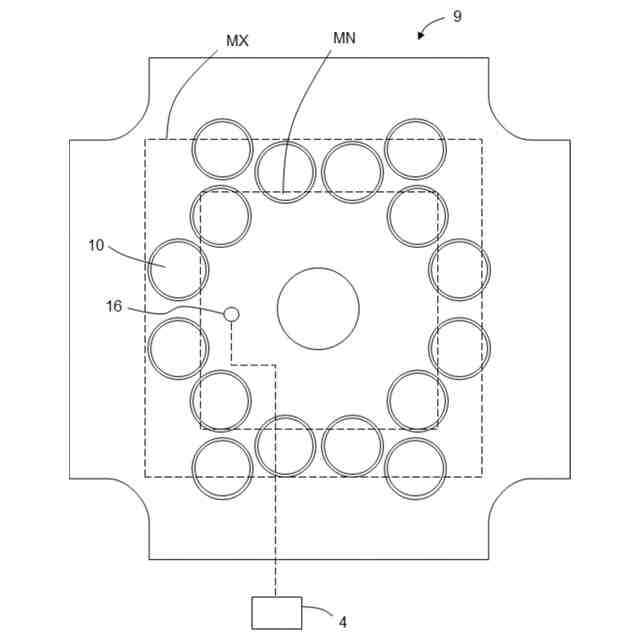
【解決手段】射出成形機1は、電磁力を発生し、電磁力に基づく吸着力で可動金型M1と固定金型M2のいずれかを固定する金型固定具9と、金型固定具9に設けられ、可動金型M1または固定金型M2と金型固定具9との間に作用する接触圧力を測定する圧力センサ16と、接触圧力に基づき可動金型M1または固定金型M2の離脱防止措置を行う制御装置4と、を有する。
【選択図】図7
特許請求の範囲
【請求項1】
電磁力を発生し、前記電磁力に基づく吸着力で可動金型と固定金型のいずれかを固定する金型固定具と、
前記金型固定具に設けられ、前記可動金型または前記固定金型と前記金型固定具との間に作用する接触圧力を測定する圧力センサと、
前記接触圧力に基づき前記可動金型または前記固定金型の離脱防止措置を行う制御装置と、を有する、射出成形機。
続きを表示(約 1,400 文字)
【請求項2】
前記離脱防止措置は、前記制御装置が前記圧力センサで測定された前記接触圧力から前記金型固定具の保持力を求め、前記可動金型または前記固定金型に作用する離型力を前記保持力より小さくなるように制御することを含む、請求項1に記載の射出成形機。
【請求項3】
前記可動金型を駆動する型締機構を有し、
前記離型力は、前記可動金型または前記固定金型に型開時に発生する型開力であり、
前記制御装置は、前記型開力が前記保持力より小さくなるように前記型締機構を制御する、請求項2に記載の射出成形機。
【請求項4】
前記制御装置は、前記型開力が前記保持力より小さくなるように前記可動金型の型開速度を制御する、請求項3に記載の射出成形機。
【請求項5】
前記可動金型は、前記固定金型と摺動して前記型開力を発生させる摺動部を有し、
前記制御装置は、前記可動金型の型本体が前記固定金型から離れた後、前記摺動部が前記固定金型から離れるまでの間、前記型開力が前記保持力より小さくなるように前記可動金型の速度を制御する、請求項4に記載の射出成形機。
【請求項6】
前記可動金型から成形品を押し出すためのエジェクタピンを駆動するエジェクタピン駆動機構を有し、
前記離型力は、前記エジェクタピンの作動時に前記可動金型に発生するエジェクタピン反力であり、
前記制御装置は、前記エジェクタピン反力が前記保持力より小さくなるように前記エジェクタピン駆動機構を制御する、請求項2に記載の射出成形機。
【請求項7】
前記可動金型を駆動する型締機構と、
前記可動金型から成形品を押し出すためのエジェクタピンを駆動するエジェクタピン駆動機構と、を有し、
前記離型力は、前記可動金型に型開時に発生する型開力と、前記エジェクタピンの作動時に前記可動金型に発生するエジェクタピン反力との合力であり、
前記制御装置は、前記合力が前記保持力より小さくなるように、前記型締機構と前記エジェクタピン駆動機構を制御する、請求項2に記載の射出成形機。
【請求項8】
前記制御装置は前記エジェクタピンの速度を制御する、請求項6に記載の射出成形機。
【請求項9】
前記可動金型と前記固定金型とで形成されるキャビティに射出材料を供給する射出ノズルと、
前記射出ノズルを駆動するノズルタッチ装置と、を有し、
前記離型力は、前記射出ノズルによって前記固定金型に発生するノズルタッチ力であり、
前記制御装置は、前記ノズルタッチ力が前記保持力より小さくなるように、ノズルタッチ装置を制御する、請求項2に記載の射出成形機。
【請求項10】
前記可動金型を駆動する型締機構と、
前記可動金型と前記固定金型とで形成されるキャビティに射出材料を供給する射出ノズルと、
前記射出ノズルを駆動するノズルタッチ装置と、を有し、
前記離型力は、前記固定金型に型開時に発生する型開力と、前記射出ノズルによって前記固定金型に発生するノズルタッチ力との合力であり、
前記制御装置は、前記合力が前記保持力より小さくなるように前記型締機構とノズルタッチ装置を制御する、請求項2に記載の射出成形機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機とその運転方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
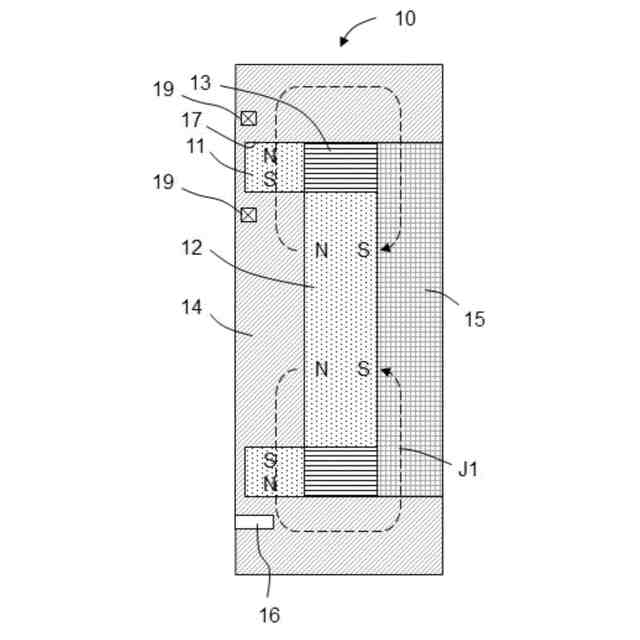
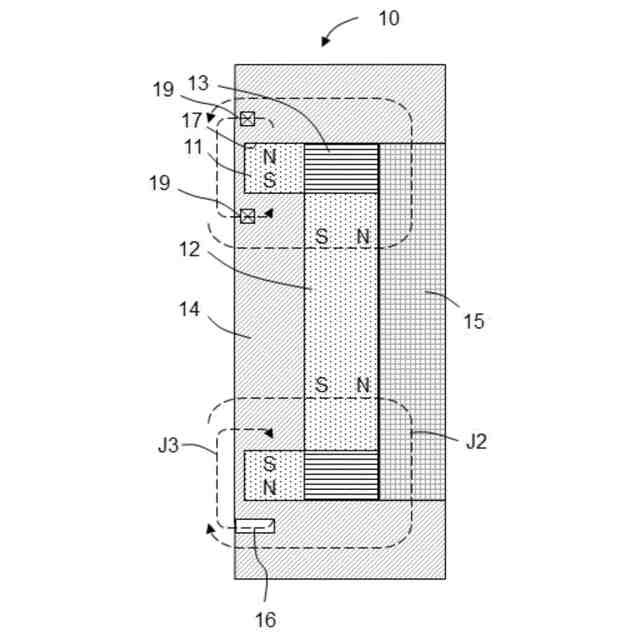
近年の多品種少量生産のニーズの増加に伴い、射出成形機の金型の交換時間の短縮が望まれている。特許文献1には電磁式の金型固定具が開示されている。金型固定具は、極性の固定された磁石と、コイルへの通電によって極性を反転可能な磁石と、を有している。コイルへの通電によって金型を吸着することができるため、金型の交換時間の短縮が可能となる。
【先行技術文献】
【特許文献】
【0003】
国際公開第2019/202957号
【発明の概要】
【発明が解決しようとする課題】
【0004】
金型固定具が金型を保持する保持力は、金型固定具自体の吸着力(電磁力)の他、金型が受ける様々な力によって決まる。金型の吸着力は金型固定具に設置された専用のサーチコイルを用いて測定される。サーチコイルに通電し続けると、磁石が加熱されて磁石の磁力が低下するため、吸着力を連続的に測定することができない。このため、射出成形機の運転中に保持力の変化を適切に測定することは困難である。
【0005】
本開示は、運転中に金型の保持力の変化を適切に測定することができる射出成形機を提供することを目的とする。
【課題を解決するための手段】
【0006】
本開示の射出成形機は、金型固定具に設けられ、金型と金型固定具との間に作用する接触圧力を測定する圧力センサと、接触圧力に基づき金型の離脱防止措置を行う制御装置と、を有する。
【発明の効果】
【0007】
本開示によれば、運転中に金型の保持力の変化を適切に測定することができる射出成形機を提供することができる。
【図面の簡単な説明】
【0008】
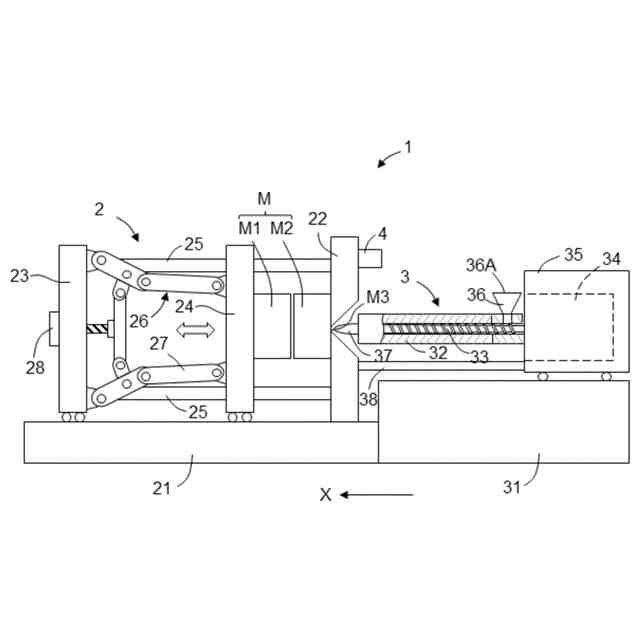
本実施形態に係る射出成形機の概略正面図である。
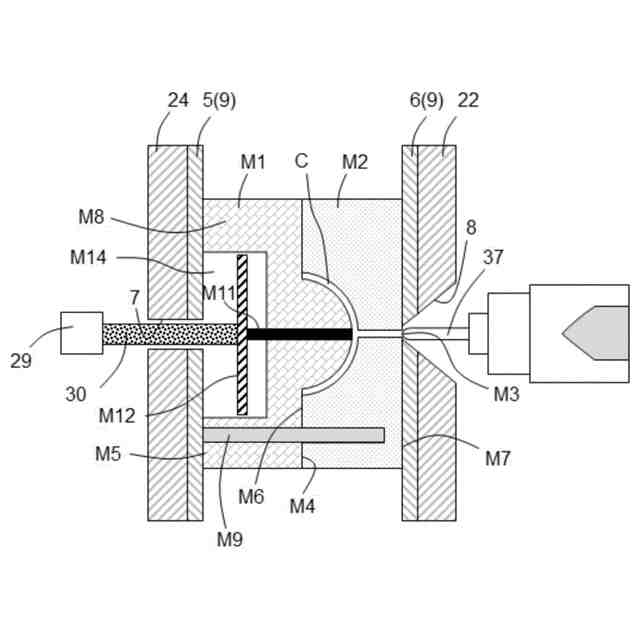
可動金型と固定金型の一例を示す、型閉時の断面図である。
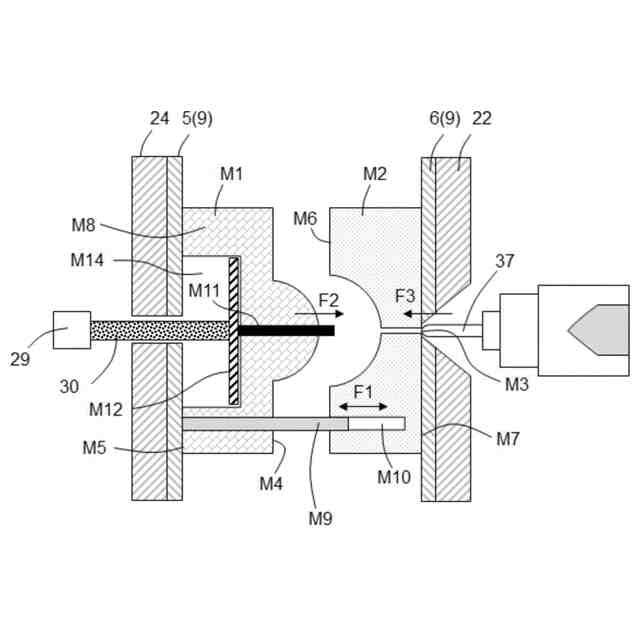
可動金型と固定金型の一例を示す、型開時の断面図である。
金型固定具の一例を示す平面図である。
金型固定具の作動原理を示す概念図である。
金型固定具の作動原理を示す概念図である。
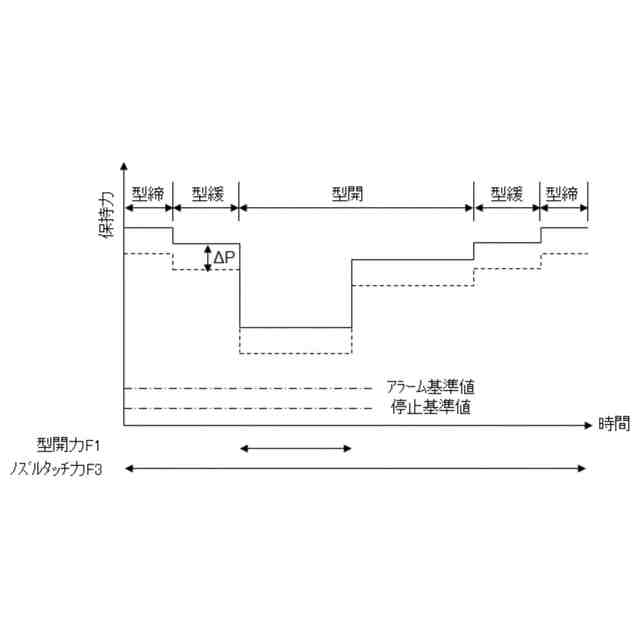
成形工程中に可動金型に作用する力を示す概念図である。
成形工程中に固定金型に作用する力を示す概念図である。
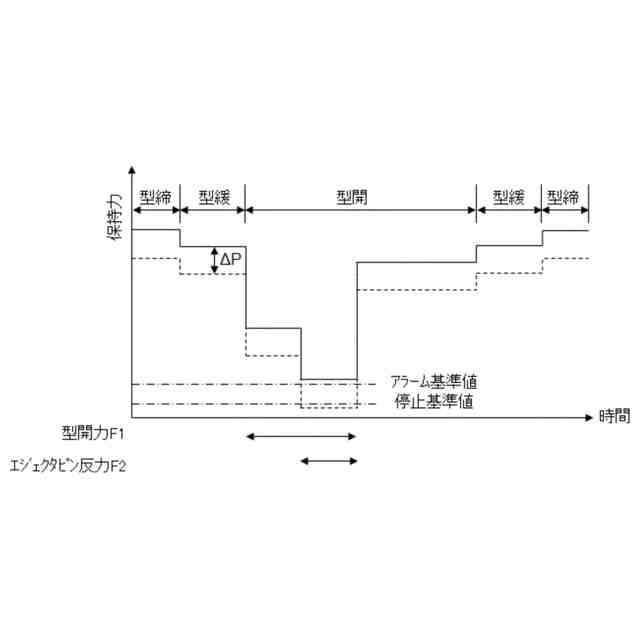
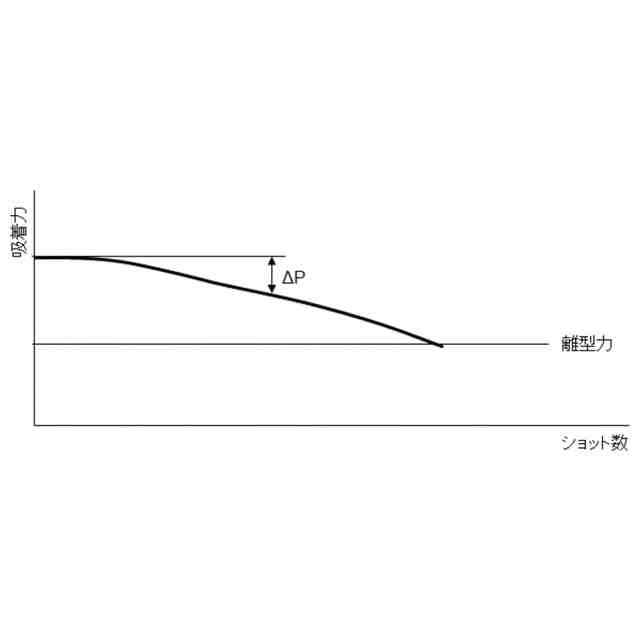
吸着力の経時変化を示す概念図である。
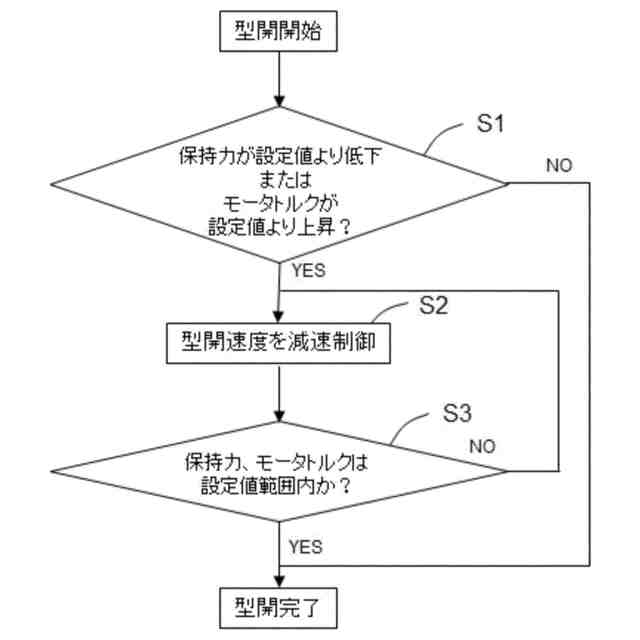
保持力のフィードバック制御方法を示す概略フローである。
【発明を実施するための形態】
【0009】
<全体構成>
図1は本実施形態に係る射出成形機1の概略正面図を示している。図1を参照すると、射出成形機1は、金型を型締めする型締装置2と、射出される材料を加熱溶融して射出する射出装置3と、制御装置4と、から概略構成されている。制御装置4は射出成形機1の作動全般を制御するために設けられているが、ここでは本実施形態に関連する機能を中心に説明する。以下の説明で、スクリュ33の移動方向あるいは可動金型M1の移動方向を方向Xという。方向Xは水平方向と平行である。可動金型M1と固定金型M2を合わせて金型Mという場合がある。
【0010】
<型締装置2>
型締装置2は、ベッド21上に固定され固定金型M2が取り付けられる固定盤22と、ベッド21上をスライド可能な型締ハウジング23と、ベッド21上をスライド可能で可動金型M1が取り付けられる可動盤24と、を備えている。固定盤22と型締ハウジング23は複数本のタイバー25によって連結されている。可動盤24と型締ハウジング23の間には、金型Mを開閉するための型締機構26が設けられている。型締機構26は、トグル機構27とトグル機構27を駆動する型締モータ28と、を有している。図示は省略するが、型締機構26は直圧式の型締機構、つまり油圧式の型締シリンダから構成してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
3次元造形装置
8か月前
東レ株式会社
溶融紡糸設備
11日前
東レ株式会社
金型の製造方法
5か月前
東レ株式会社
シート成形口金
5か月前
津田駒工業株式会社
連続成形機
3か月前
東レ株式会社
積層基材の製造方法
7か月前
輝創株式会社
接合方法
5か月前
世紀株式会社
造形装置
6か月前
東レ株式会社
延伸フィルムの製造方法
5か月前
株式会社吉野工業所
計量キャップ
6か月前
六浦工業株式会社
接着装置
5か月前
株式会社不二越
射出成形機
8か月前
東レエンジニアリング株式会社
処理装置
8か月前
グンゼ株式会社
印刷層の除去方法
5か月前
東レ株式会社
リーフディスク型フィルター
6か月前
ダイハツ工業株式会社
3Dプリンタ
7か月前
小林工業株式会社
振動溶着機
11日前
株式会社アフィット
粉末焼結積層造形装置
6か月前
トヨタ自動車株式会社
真空成形装置
1か月前
個人
超高速射出点描画による熱溶解積層法
5か月前
大塚テクノ株式会社
樹脂製の構造体
3か月前
KTX株式会社
シェル型の作製方法
4日前
株式会社城北精工所
押出成形用ダイ
3か月前
トヨタ自動車株式会社
真空成形方法
1か月前
株式会社スリーエス
光造形装置
1か月前
NISSHA株式会社
加飾成形品の製造方法
2か月前
TOWA株式会社
樹脂成形装置
7か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形装置
6か月前
東レ株式会社
二軸配向ポリエステルフィルム
4日前
株式会社イクスフロー
成形装置
2か月前
三井化学株式会社
光学部材の製造方法
8か月前
東レエンジニアリング株式会社
立体造形方法
3か月前
東レエンジニアリング株式会社
立体造形方法
8か月前
東レエンジニアリング株式会社
立体造形方法
5か月前
ヒロホー株式会社
搬送容器の製造方法
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































