TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024042358
公報種別
公開特許公報(A)
公開日
2024-03-28
出願番号
2022147020
出願日
2022-09-15
発明の名称
表面処理方法
出願人
株式会社新免鉄工所
代理人
個人
主分類
B05D
3/06 20060101AFI20240321BHJP(霧化または噴霧一般;液体または他の流動性材料の表面への適用一般)
要約
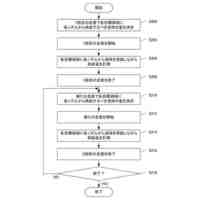
【課題】鋼構造物の表面に付着する表面付着層を効率よく除去し、鋼構造物の素地表面に所望の表面粗さを付与する表面処理方法を提供する。
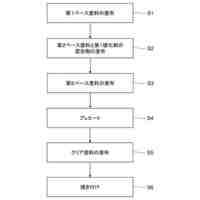
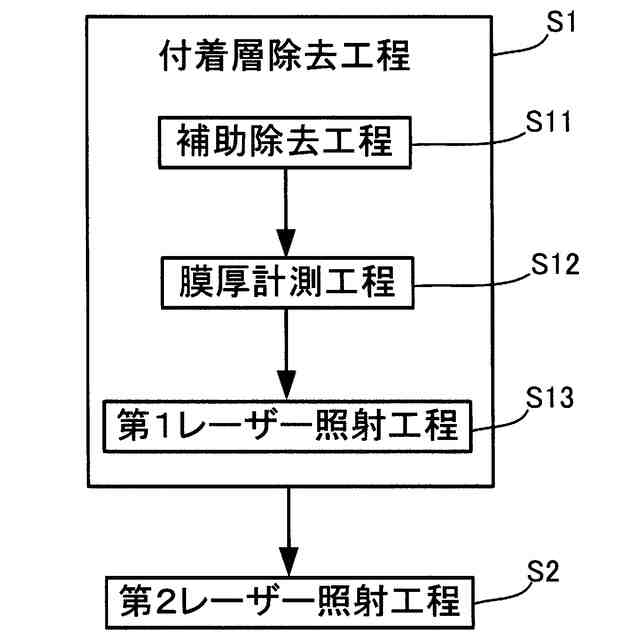
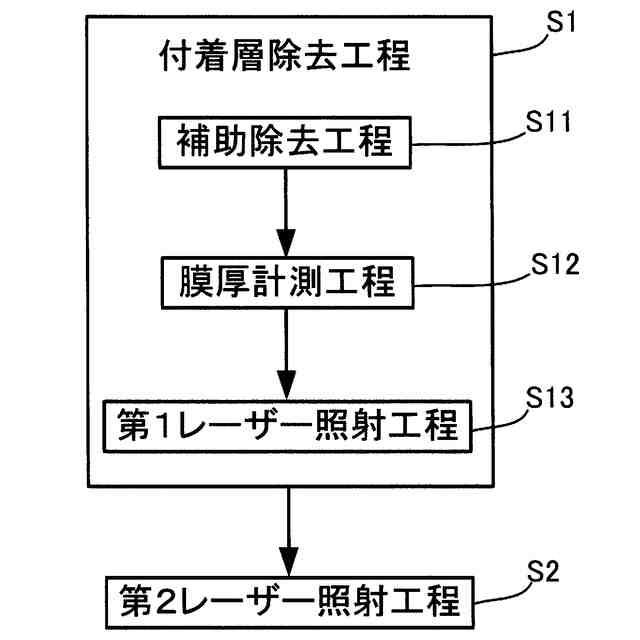
【解決手段】鋼構造物の表面処理方法であって、鋼構造物の表面に付着する表面付着層の一部を除去する補助除去工程、前記表面付着層の一部が除去された前記鋼構造物の表面にレーザー光を照射して残存する表面付着層を除去する第1レーザー照射工程を有する付着層除去工程、前記工程における受熱により鋼構造物の表面に形成される酸化被膜層を除去する第2レーザー照射工程、前記付着層除去工程は、補助除去工程後における表面付着層の膜厚を計測する膜厚計測工程を備えており、前記第1レーザー照射工程は、表面付着層の膜厚が100μm以下である際に実施され、表面付着層を除去して鋼構造物の素地を露出させるともに、素地表面に所定の表面粗さを付与する工程であることを特徴とする表面処理方法。
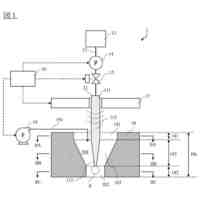
【選択図】図1
特許請求の範囲
【請求項1】
鋼構造物の表面処理を行う表面処理方法であって、
前記鋼構造物の表面に付着する表面付着層の一部を除去する補助除去工程、及び、前記表面付着層の一部が除去された前記鋼構造物の表面にレーザー光を照射して残存する表面付着層を除去する第1レーザー照射工程を有する付着層除去工程と、
前記第1レーザー照射工程において照射されるレーザー出力よりも低いレーザー出力にて前記鋼構造物の表面を照射することにより、前記第1レーザー照射工程における受熱によって前記鋼構造物の表面に形成される酸化被膜層を除去する第2レーザー照射工程とを備え、
前記付着層除去工程は、前記補助除去工程後における前記鋼構造物の表面に付着する前記表面付着層の膜厚を計測する膜厚計測工程を備えており、
前記第1レーザー照射工程は、前記膜厚計測工程によって計測される前記表面付着層の膜厚が100μm以下である際に実施され、前記表面付着層を除去して前記鋼構造物の素地を露出させるともに、前記鋼構造物の素地表面に所定の表面粗さを付与する工程であることを特徴とする表面処理方法。
続きを表示(約 820 文字)
【請求項2】
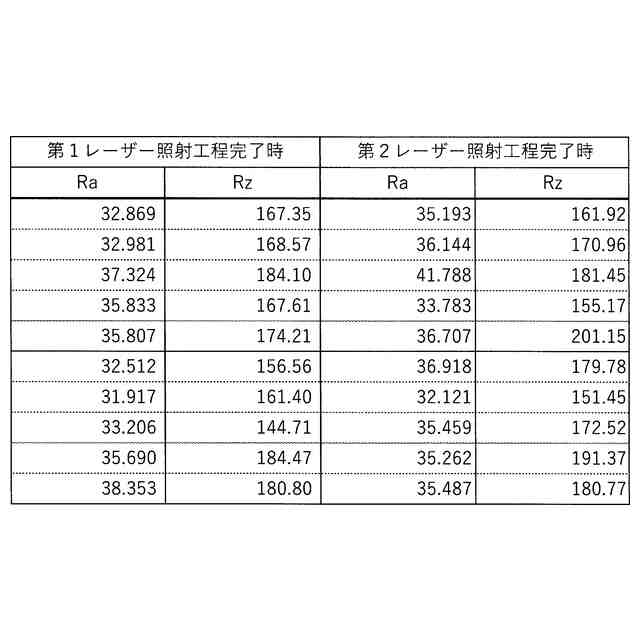
前記第1レーザー照射工程において、前記鋼構造物の素地表面の表面粗さRaを5μm以上、かつ、表面粗さRzを30μm以上の範囲に調整する請求項1に記載の表面処理方法。
【請求項3】
前記第1レーザー照射工程において照射されるレーザー照射条件は、レーザー出力が、1500W以上2500W以下、レーザー光送り速度が、800mm/秒以上1500mm/秒以下、レーザー光スポット径が、1.0mm以下、レーザー光の焦点距離が200mm以上700mm以下の範囲であることを特徴とする請求項1又は2に記載の表面処理方法。
【請求項4】
前記膜厚計測工程により計測された前記表面付着層の膜厚寸法、および、前記表面付着層に含まれる付着物質の種類に応じて、第1レーザー照射工程におけるレーザー照射条件を選定する照射条件選定工程を備えることを特徴とする請求項3に記載の表面処理方法。
【請求項5】
前記第2レーザー照射工程において照射されるレーザー光のレーザー出力は、 前記第1レーザー照射工程において照射されるレーザー光のレーザー出力の0.1倍以下であることを特徴とする請求項3に記載の表面処理方法。
【請求項6】
前記第1レーザー照射工程において照射されるレーザー光は、CWレーザーであり、前記第2レーザー照射工程に照射されるレーザー光は、1回の照射時間が10マイクロ秒以下のパルスレーザーであることを特徴とする請求項3に記載の表面処理方法。
【請求項7】
前記補助除去工程は、前記鋼構造物の表面に付着する前記表面付着層を剥離剤を用いて、或いは、前記鋼構造物の表面に付着する前記表面付着層を加熱して溶融させることにより、又は、レーザー光を照射することにより該表面付着層の少なくとも一部を除去する工程であることを特徴とする請求項1又は2に記載の表面処理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面処理方法に関する。特に、鋼構造物の表面に付着する表面付着層を除去しつつ、鋼構造物の素地表面に所望の表面粗さを付与する表面処理方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来から、橋梁や鉄塔、プラント、タンク、機械部品等の鋼を用いて構成される様々な鋼構造物が知られている。これら鋼構造物には、防触等の目的や補強の目的等から鋼構造物の表面に塗装や溶射等が行われる。このような鋼構造物の補修を行う場合、鋼構造物の表面に付着する塗装層や溶射層を除去したのち、補修を行い、再度新たな塗装や溶射が行なわれることになるが、新たに形成される塗装層や溶射層と、鋼構造物の素地表面との密着性を高める必要性から鋼構造物の素地表面に所望の表面粗さを付与することが求められる。所望の表面粗さを付与するため、従来は、ブラスト処理が施されるのが一般的であった。
【発明の概要】
【発明が解決しようとする課題】
【0003】
しかしながら、このブラスト処理を行うには、環境への配慮のため、鋼構造物に養生を施こして、ブラストに使用される研磨材が飛び散らないようにする必要があり、また、機材が大がかりになってしまい、小規模の補修で適用することが難しいという問題があった。
【0004】
本発明は上記問題を解決すべくなされたものであり、より簡便に、鋼構造物の表面に付着する表面付着層を効率よく除去しつつ、鋼構造物の素地表面に所望の表面粗さを付与することができる表面処理方法を提供することを目的とする。
【課題を解決するための手段】
【0005】
本発明の前記目的は、鋼構造物の表面処理を行う表面処理方法であって、前記鋼構造物の表面に付着する表面付着層の一部を除去する補助除去工程、及び、前記表面付着層の一部が除去された前記鋼構造物の表面にレーザー光を照射して残存する表面付着層を除去する第1レーザー照射工程を有する付着層除去工程と、前記第1レーザー照射工程において照射されるレーザー出力よりも低いレーザー出力にて前記鋼構造物の表面を照射することにより、前記第1レーザー照射工程における受熱によって前記鋼構造物の表面に形成される酸化被膜層を除去する第2レーザー照射工程とを備え、前記付着層除去工程は、前記補助除去工程後における前記鋼構造物の表面に付着する前記表面付着層の膜厚を計測する膜厚計測工程を備えており、前記第1レーザー照射工程は、前記膜厚計測工程によって計測される前記表面付着層の膜厚が100μm以下である際に実施され、前記表面付着層を除去して前記鋼構造物の素地を露出させるともに、前記鋼構造物の素地表面に所定の表面粗さを付与する工程であることを特徴とする表面処理方法により達成される。
【0006】
また、上記表面処理方法に関し、前記第1レーザー照射工程において、前記鋼構造物の素地表面の表面粗さRaを5μm以上、かつ、表面粗さRzを30μm以上の範囲に調整されることが好ましい。
【0007】
また、前記第1レーザー照射工程において照射されるレーザー照射条件は、レーザー出力が、1500W以上2500W以下、レーザー光送り速度が、800mm/秒以上1500mm/秒以下、レーザー光スポット径が、1.0mm以下、レーザー光の焦点距離が200mm以上700mm以下の範囲であることが好ましい。
【0008】
また、前記膜厚計測工程により計測された前記表面付着層の膜厚寸法、および、前記表面付着層に含まれる付着物質の種類に応じて、第1レーザー照射工程におけるレーザー照射条件を選定する照射条件選定工程を備えることが好ましい。
【0009】
また、前記第2レーザー照射工程において照射されるレーザー光のレーザー出力は、前記第1レーザー照射工程において照射されるレーザー光のレーザー出力の0.1倍以下であることが好ましい。
【0010】
また、前記第1レーザー照射工程において照射されるレーザー光は、CWレーザーであり、前記第2レーザー照射工程に照射されるレーザー光は、1回の照射時間が10マイクロ秒以下のパルスレーザーであることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
御崎コンベヤー株式会社
液体塗布装置
15日前
株式会社三和技巧
塗装装置
17日前
三和合板株式会社
化粧板の製造装置
3日前
TOPPANホールディングス株式会社
スリットコータ
1日前
NTN株式会社
塗布方法および塗布装置
3日前
ハンファ精密機械株式会社
ディスペンサ
15日前
ハンファ精密機械株式会社
ディスペンサ
15日前
株式会社IHIインフラシステム
塗装具
3日前
キヤノン株式会社
ノズルプレートの製造方法
3日前
トヨタ自動車株式会社
車両ボディを塗装する方法
8日前
個人
絞り具及び塗布支援具
2日前
日本発條株式会社
流体塗布装置及び流体塗布方法
15日前
トヨタ車体株式会社
流動物の塗布方法
9日前
株式会社赤米
目地シール施工用マスキングテープ及びこれを用いた目地シール施工方法
15日前
日産自動車株式会社
塗料吐出装置及びこれを用いた自動車の塗装方法
15日前
キヤノン株式会社
塗布装置、塗布方法、および、ディスプレイ製造方法
15日前
旭サナック株式会社
コーティング装置、およびコーティング方法
10日前
カティーバ, インコーポレイテッド
撮像装置を用いた吐出制御
14日前
エクセル インダストリーズ
直接投与インターフェイスを含む直接注入式噴霧組立体
10日前
日本ペイント・インダストリアルコーティングス株式会社
粉体塗料組成物の製造方法、塗膜形成方法及び調色方法
9日前
カティーバ, インコーポレイテッド
プリントヘッド調整装置、システム、および方法
10日前
AIメカテック株式会社
薄膜形成装置および薄膜形成方法
10日前
マシューズ インターナショナル コーポレイション
噴射アセンブリで使用する封止マイクロバルブのシステムおよび方法
10日前
ストール マシーナリ カンパニー,エルエルシー
赤外線缶用硬化オーブン
2日前
他の特許を見る



 特許ウォッチ
特許ウォッチ