TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024058509
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2022165926
出願日
2022-10-15
発明の名称
塗膜付き帯状金属薄板の突合せ溶接方法
出願人
株式会社ムラタ溶研
代理人
個人
,
個人
主分類
B23K
9/167 20060101AFI20240418BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 塗装されたコイル材の継ぎ足しにかかる時間を短縮しつつ溶接品質を安定させ、溶接ヒュームの発生量を少なくし安全性も向上させ得る、塗膜付き帯状金属薄板の突合せ溶接方法を提供する。
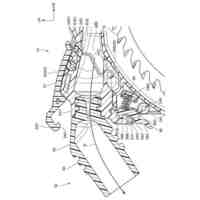
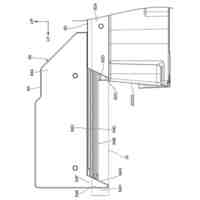
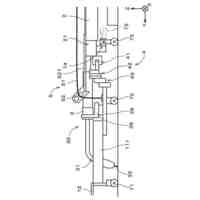
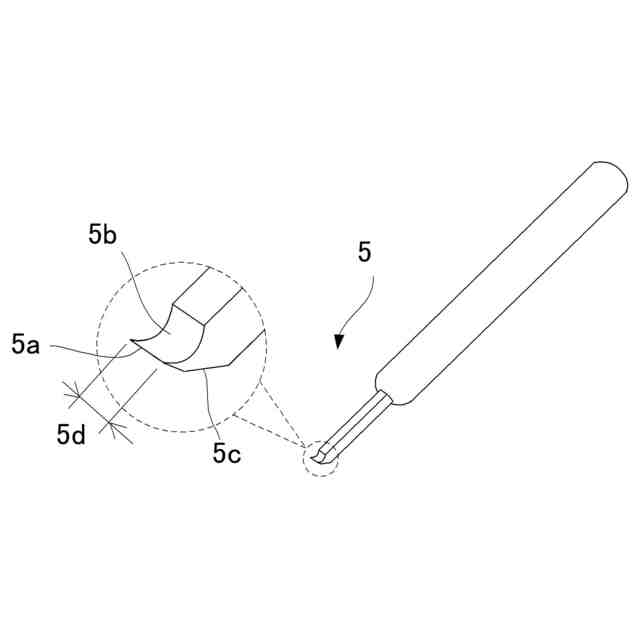
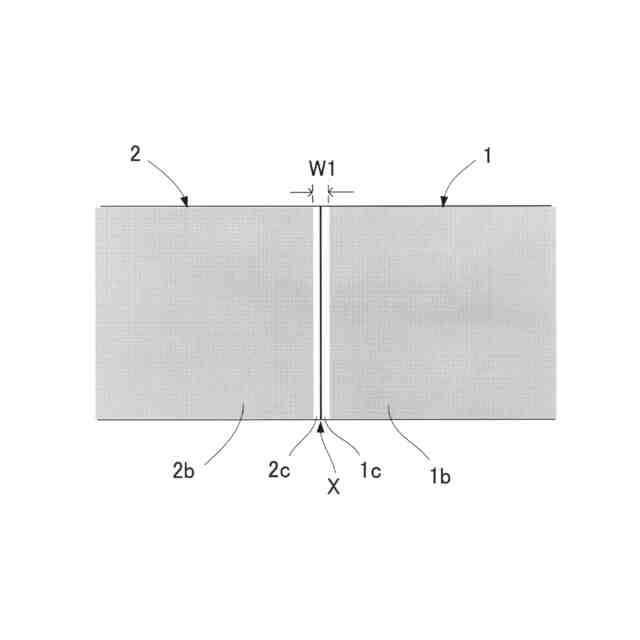
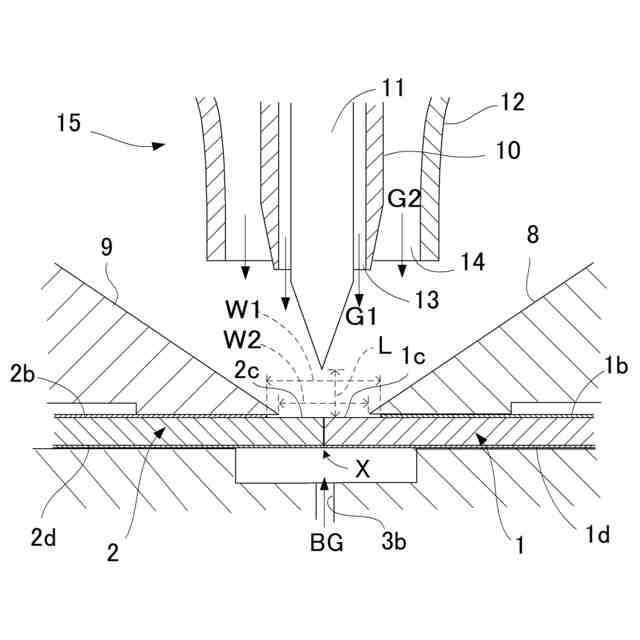
【解決手段】 両面に塗膜が形成された第1帯状金属薄板1の後端縁と両面に塗膜が形成された第2帯状金属薄板2の先端縁とを裏当て金上で突合せ、剥離バイト5とバイトガイド部材6とを用いて、突合せ面の両側の所定幅の塗膜を同時に片面のみ削り取る剥離工程と、前記剥離工程において塗膜を削り取った母材面に沿って前記母材面の両側面を塗膜が隠れるように一対の押え金により前記裏当て金上で押えておいて、狭窄ノズルを備えるTIG溶接トーチを所定アーク長及び所定速度で移動させて前記突合せ部位を溶接する溶接工程と、を含む。
【選択図】 図4
特許請求の範囲
【請求項1】
両面に塗膜が形成された第1帯状金属薄板の後端縁と両面に塗膜が形成された第2帯状金属薄板の先端縁とを裏当て金上で突合せ、剥離バイトとバイトガイド部材とを用いて、突合せ面の両側の所定幅の塗膜を同時に片面のみ削り取る剥離工程と、
前記剥離工程において塗膜を削り取った母材面に沿って前記母材面の両側面を塗膜が隠れるように一対の押え金により前記裏当て金上で押えておいて、狭窄ノズルを備えるTIG溶接トーチを所定アーク長及び所定速度で移動させて前記突合せ部位を溶接する溶接工程と、
を含む、
塗膜付き帯状金属薄板の突合せ溶接方法。
続きを表示(約 480 文字)
【請求項2】
前記バイトガイド部材を前記裏当て金の所定位置に位置決めするための位置決め手段を備え、前記位置決め手段により前記バイトガイド部材を前記裏当て金上に位置決めする、請求項1に記載の塗膜付き帯状金属薄板の突合せ溶接方法。
【請求項3】
前記バイトガイド部材がスリットを備え、前記スリットに沿って前記剥離バイトを移動させることにより、前記塗膜を削り取る、請求項1に記載の塗膜付き帯状金属薄板の突合せ溶接方法。
【請求項4】
前記第1帯状金属薄板及び第2帯状金属薄板の厚さが0.2~0.4mm、前記一対の押え金の離間幅が1.5~2.0mm、前記TIG溶接トーチの移動速度が2000~6000mm/分、溶接電流が100~140A、且つ、アーク長が0.4~0.7mmである、請求項1に記載の塗膜付き帯状金属薄板の突合せ溶接方法。
【請求項5】
前記剥離バイトが1.5~3.0mm幅の切れ刃を有し、前記剥離バイトを用いて、1.5~3.0mm幅の塗膜を削り取る、請求項1に記載の塗膜付き帯状金属薄板の突合せ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、カラー鋼板等の表面に塗料が塗布された塗膜付き帯状金属薄板を突合せ溶接により接合する方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、表面に塗料を塗布して色調やその他の機能を付加した鋼板(カラー鋼板又は塗装鋼板とも言う。)の二次製品が、住宅屋根等の建築建材用として広く用いられている。斯かる二次製品の製造は、主にコイル材(フープ材とも言う。)を特殊な成形ロールを用いて連続的に生産されている。
【0003】
コイル材の連続生産中にコイル材が途切れると、途切れたコイル材に新たなコイル材が継ぎ足される。カラー鋼板は、例えば塗装溶融55%Al-Zn合金メッキ鋼板の両面にポリエステル樹脂系塗装が施されていて溶接できないため、リベット留め等の機械的接合が一般に用いられる(非特許文献1等)。カラー鋼板のはんだ付けが必要な場合は、カラー鋼板の接合する箇所(通常は、帯状のコイル材の端部)の両面の塗料をサンドペーパー等で除去してから、カラー鋼板の両面の塗料を除去した部分を重ね合わせて、はんだ付けや抵抗スポット溶接等を用いて重ね溶接を行う(非特許文献2)。
【先行技術文献】
【特許文献】
【0004】
株式会社平出精密ホームページ「リベット カラー鋼板、塗装鋼板の部品接合、締結」[令和4年10月14日検索],インターネット <URL:https://www.hiraide.co.jp/productlist/1117/>
ウィキペディア[令和4年10月14日検索],インターネット <URL: https://ja.wikipedia.org/wiki/カラー鋼板>
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、継ぎ足されたコイル材は、成形ロールを通過する際に、リベット等の機械的接合箇所やカラー鋼板の重ね合わせ個所の段差部が成形ロールに引っ掛かり、成形ロールを傷つけるため、継ぎ足し箇所が成形ロールを通過する度に成形ロールを開放する必要があるが、成形ロールは多段(例えば5~10段)設けられており、継ぎ足し箇所を通過させるために全ての成形ロールを開放する必要があり、成形ロールの開放及び閉鎖に多くの時間と手間を要する。
【0006】
上記のことから、カラー鋼板のコイル材の生産ラインにおいてコイル材が一旦途切れると、コイル交換のために数時間の生産ラインの停止を余儀なくされ、生産性を大幅に低下させていた。
【0007】
また、サンドペーパーによる塗料の除去作業は、多くの時間を要する上、作業時間が区々となり、また、剥離ムラが生じやすく、更に、数センチ幅以上の広い範囲の塗料を除去するために多量の粉塵が発生する。剥離ムラは溶接品質に悪影響を及ぼし、多量の粉塵は安全性に欠ける。
【0008】
そこで本発明は、塗装されたコイル材の継ぎ足しにかかる時間を短縮しつつ溶接品質を安定させ、安全性も向上させ得る、塗膜付き帯状金属薄板の突合せ溶接方法を提供することを主たる目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するため、本発明に係る塗膜付き帯状金属薄板の突合せ溶接方法の一態様は、両面に塗膜が形成された第1帯状金属薄板の後端縁と両面に塗膜が形成された第2帯状金属薄板の先端縁とを裏当て金上で突合せ、剥離バイトとバイトガイド部材とを用いて、突合せ面の両側の所定幅の塗膜を同時に片面のみ削り取る剥離工程と、前記剥離工程において塗膜を削り取った母材面に沿って前記母材面の両側面を塗膜が隠れるように一対の押え金により前記裏当て金上で押えておいて、狭窄ノズルを備えるTIG溶接トーチを所定アーク長及び所定速度で移動させて前記突合せ部位を溶接する溶接工程と、を含む。
【0010】
前記バイトガイド部材を前記裏当て金の所定位置に位置決めするための位置決め手段を備え、前記位置決め手段により前記バイトガイド部材を前記裏当て金上に位置決めすることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
19日前
日東精工株式会社
ねじ締め機
今日
津田駒工業株式会社
工作機械
1か月前
個人
低周波振動発生出力方法
1か月前
日東精工株式会社
着座確認装置
2か月前
日東精工株式会社
ねじ締め装置
2か月前
株式会社コスメック
クランプ装置
2か月前
ウエダ産業株式会社
カッター装置
1か月前
株式会社FUJI
工作機械
1か月前
アズビル株式会社
溶接方法
1か月前
株式会社コスメック
着脱装置
12日前
株式会社不二越
ドリル
1か月前
株式会社ダイヘン
くびれ検出制御方法
14日前
株式会社ダイヘン
アーク溶接制御方法
14日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社小島半田製造所
はんだ線
1か月前
株式会社不二越
エンドミル
2か月前
株式会社不二越
管用タップ
1か月前
個人
クーラント装置
2か月前
株式会社不二越
管用タップ
7日前
株式会社永木精機
埋設管窓開け工具
27日前
工機ホールディングス株式会社
工具
1か月前
ダイハツ工業株式会社
位置検出装置
1か月前
株式会社不二越
歯車加工装置
29日前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
有限会社 ナプラ
接合材用金属粒子
22日前
株式会社ダイヘン
被覆アーク溶接制御方法
今日
株式会社不二越
歯車製造装置
2か月前
SUS株式会社
ナット挿入装置
1か月前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
清水建設株式会社
溶接装置
1か月前
四国溶材株式会社
フラックス入りワイヤ
1か月前
日立造船株式会社
溶接装置
26日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ