TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024058087
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2022165228
出願日
2022-10-14
発明の名称
溶接ロボットの制御方法および溶接システム
出願人
株式会社小松製作所
代理人
弁理士法人深見特許事務所
主分類
B23K
9/12 20060101AFI20240418BHJP(工作機械;他に分類されない金属加工)
要約
【課題】複数の溶接線の接続部において溶接欠陥の発生を抑制できる溶接ロボットの制御方法および溶接システムを提供する。
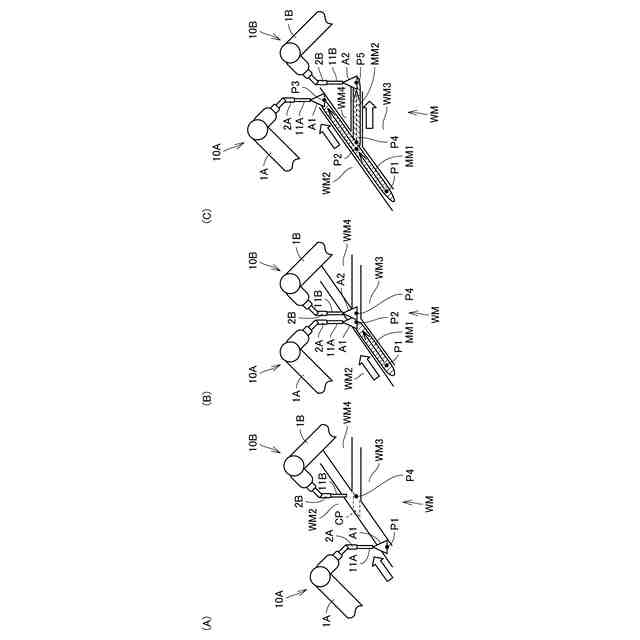
【解決手段】第1溶接ロボット10Aおよび第2溶接ロボット10Bにより被溶接物WMの溶接が行われる。被溶接物WMにおける複数の溶接線GP1、GP2、GP3が互いに接続された接続部CPを第1溶接ロボット10Aおよび第2溶接ロボット10Bが溶接する際に、第1溶接ロボット10Aおよび第2溶接ロボット10Bの各々と被溶接物WMとの間に生じる複数のアークA1、A2により接続部CPにて1つの溶融プールが形成される。
【選択図】図7
特許請求の範囲
【請求項1】
複数の溶接ロボットにより被溶接物の溶接を行う溶接ロボットの制御方法であって、
前記被溶接物における複数の溶接線が互いに接続された接続部を前記複数の溶接ロボットが溶接する際に、前記複数の溶接ロボットの各々と前記被溶接物との間に生じる複数のアークにより前記接続部にて1つの溶融プールを形成する、溶接ロボットの制御方法。
続きを表示(約 1,700 文字)
【請求項2】
前記複数の溶接ロボットは、所定のタイミングにおいて互いに異なる前記溶接線を溶接する、請求項1に記載の溶接ロボットの制御方法。
【請求項3】
前記複数の溶接ロボットは第1溶接ロボットと第2溶接ロボットとを含み、
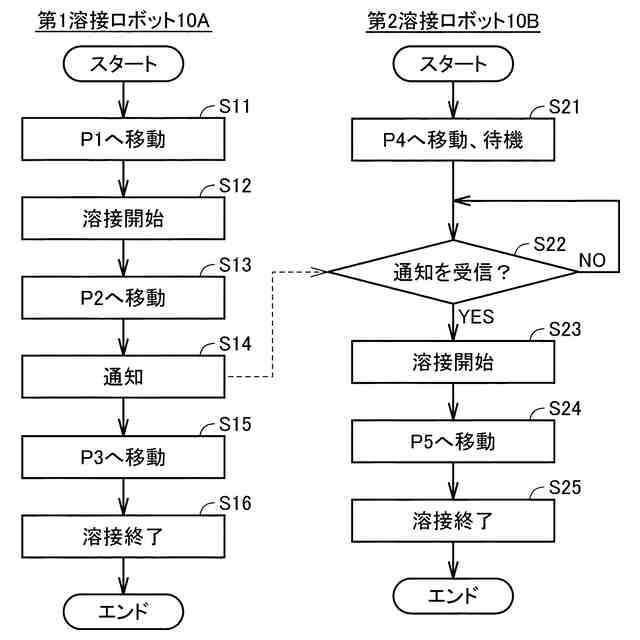
前記第2溶接ロボットが前記接続部に待機するステップと、
前記第1溶接ロボットが前記接続部を溶接するときに前記第2溶接ロボットが前記接続部において溶接を開始するステップと、
前記第1溶接ロボットと前記第2溶接ロボットとが前記接続部を溶接した後に、前記第1溶接ロボットと前記第2溶接ロボットとが互いに異なる前記溶接線に沿って前記被溶接物を溶接するステップと、をさらに備えた、請求項1または請求項2に記載の溶接ロボットの制御方法。
【請求項4】
前記複数の溶接ロボットは第1溶接ロボットと第2溶接ロボットとを含み、
前記第1溶接ロボットと前記第2溶接ロボットとが互いに異なる溶接線から溶接を開始するステップと、
前記第1溶接ロボットが前記接続部にて前記被溶接物を溶接する際に、前記第2溶接ロボットによる前記接続部における前記被溶接物の溶接が終了するステップと、をさらに備えた、請求項1または請求項2に記載の溶接ロボットの制御方法。
【請求項5】
前記複数の溶接ロボットは第1溶接ロボットと第2溶接ロボットとを含み、
前記接続部に至るまで前記第1溶接ロボットと前記第2溶接ロボットとが互いに同じ前記溶接線にて溶接を開始するステップと、
前記第1溶接ロボットと前記第2溶接ロボットとが前記接続部を溶接した後に、前記第1溶接ロボットと前記第2溶接ロボットとが互いに異なる前記溶接線に沿って前記被溶接物を溶接するステップと、をさらに備えた、請求項1または請求項2に記載の溶接ロボットの制御方法。
【請求項6】
前記複数の溶接ロボットは第1溶接ロボットと第2溶接ロボットとを含み、
前記第1溶接ロボットと前記第2溶接ロボットとが互いに異なる前記溶接線から溶接を開始するステップと、
前記第1溶接ロボットと前記第2溶接ロボットとが前記接続部を溶接した後に、前記第1溶接ロボットと前記第2溶接ロボットとが互いに同じ前記溶接線に沿って前記被溶接物を溶接するステップと、をさらに備えた、請求項1または請求項2に記載の溶接ロボットの制御方法。
【請求項7】
前記複数の溶接ロボットは2台の前記溶接ロボットのみからなる、請求項1または請求項2に記載の溶接ロボットの制御方法。
【請求項8】
前記複数の溶接ロボットは第1溶接ロボットと第2溶接ロボットとを含み、
前記第1溶接ロボットの動作開始時に、前記第1溶接ロボットの動作開始を示す信号を前記第2溶接ロボットに通知するステップと、
前記第1溶接ロボットの動作開始を示す前記信号の通知に基づいて、前記第2溶接ロボットが動作を開始するステップと、をさらに備えた、請求項1または請求項2に記載の溶接ロボットの制御方法。
【請求項9】
前記複数の溶接ロボットは第1溶接ロボットと第2溶接ロボットとを含み、
前記第1溶接ロボットの前記接続部への移動時間を示す信号を前記第2溶接ロボットに通知するステップと、
前記第1溶接ロボットの前記接続部への移動時間を示す前記信号の通知に基づいて、前記第2溶接ロボットが溶接を開始するステップと、をさらに備えた、請求項1または請求項2に記載の溶接ロボットの制御方法。
【請求項10】
前記複数の溶接ロボットは第1溶接ロボットと第2溶接ロボットとを含み、
前記第1溶接ロボットの前記接続部への移動時間を示す信号を前記第2溶接ロボットに通知するステップと、
前記第1溶接ロボットの前記接続部への移動時間を示す前記信号の通知に基づいて、前記第2溶接ロボットの前記接続部への移動速度を算出するステップと、をさらに備えた、請求項1または請求項2に記載の溶接ロボットの制御方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接ロボットの制御方法および溶接システムに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特開2011-140070号公報(特許文献1)には、1台の溶接ロボットシステムによる単電極の移動に他の溶接ロボットシステムによる単電極の移動を追従させる技術が開示されている。特許文献1では、1台の溶接ロボットシステムの単電極と他の溶接ロボットシステムによる単電極とが、同一溶接線に対して同一方向に溶接を行う。
【先行技術文献】
【特許文献】
【0003】
特開2011-140070号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら互いに接続され、かつ分岐した複数の溶接線の溶接においては、当該接続部において溶金の溶け込み不足による欠陥が発生しやすいという問題がある。
【0005】
本開示の目的は、複数の溶接線の接続部において溶接欠陥の発生を抑制できる溶接ロボットの制御方法および溶接システムを提供することである。
【課題を解決するための手段】
【0006】
本開示の溶接ロボットの制御方法は、複数の溶接ロボットにより被溶接物の溶接を行う溶接ロボットの制御方法である。この溶接ロボットの制御方法においては、被溶接物における複数の溶接線が互いに接続された接続部を複数の溶接ロボットが溶接する際に、複数の溶接ロボットの各々と被溶接物との間に生じる複数のアークにより接続部にて1つの溶融プールが形成される。
【0007】
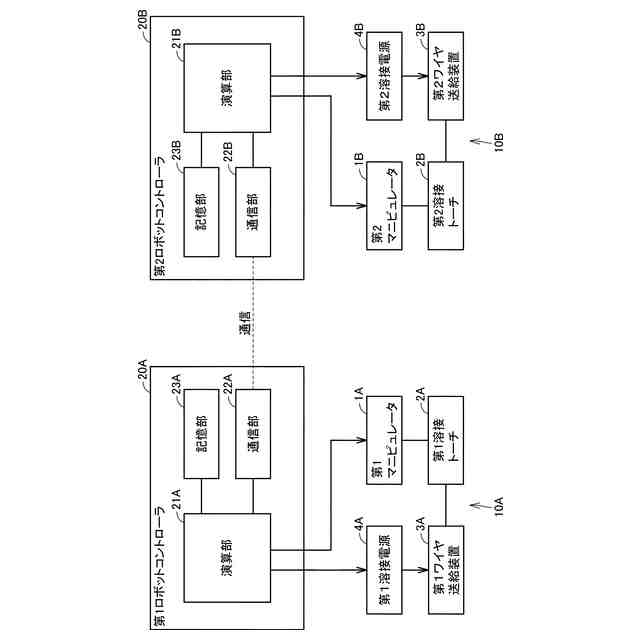
本開示の溶接システムは、複数の溶接ロボットと、コントローラとを備える。複数の溶接ロボットは、被溶接物の溶接を行う。コントローラは、被溶接物における複数の溶接線が互いに接続された接続部を複数の溶接ロボットが溶接する際に、複数の溶接ロボットの各々と被溶接物との間に生じる複数のアークにより接続部にて1つの溶融プールを形成するように複数の溶接ロボットを制御する。
【発明の効果】
【0008】
本開示によれば、複数の溶接線の接続部において溶接欠陥の発生を抑制できる溶接ロボットの制御方法および溶接システムを実現することができる。
【図面の簡単な説明】
【0009】
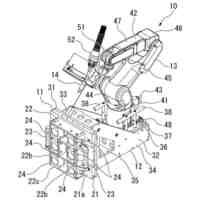
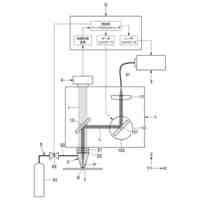
本開示の実施形態1における溶接ロボットの構成を示す図である。
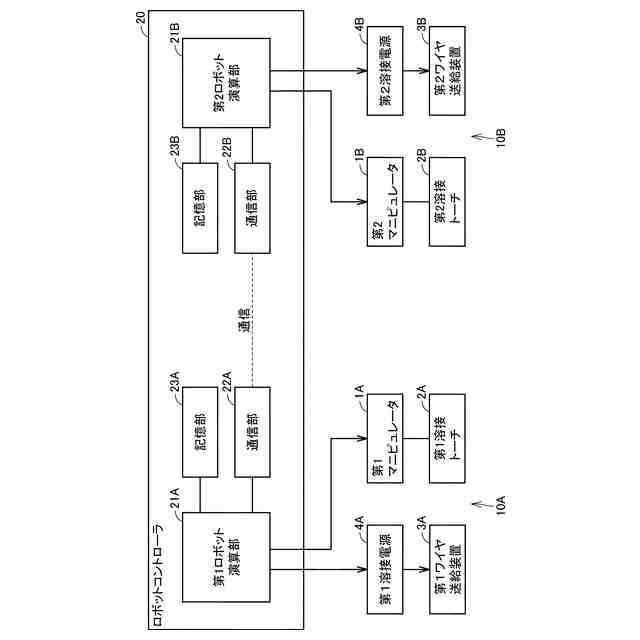
本開示の実施形態1における溶接システムの機能ブロックの一の例を示す図である。
本開示の実施形態1における溶接システムの機能ブロックの他の例を示す図である。
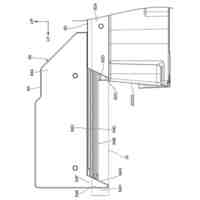
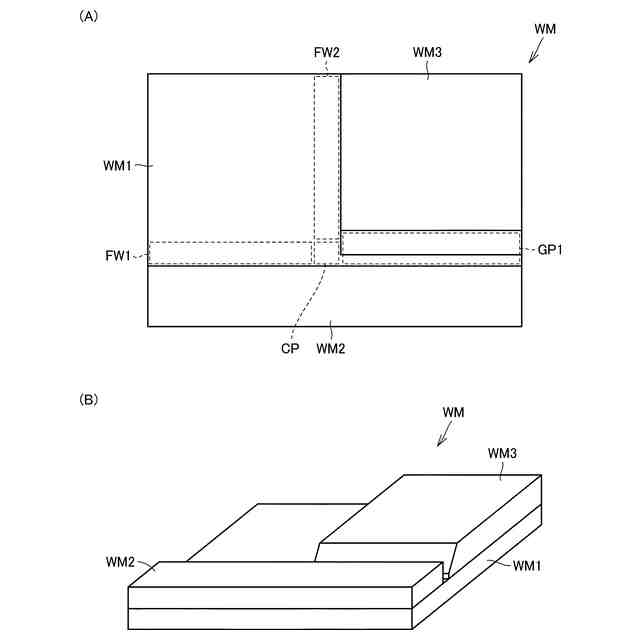
被溶接物の一の例における構成を示す平面図(A)および斜視図(B)である。
被溶接物の他の例における構成を示す平面図(A)および斜視図(B)である。
本開示の実施形態1における溶接ロボットの制御方法を示すフロー図である。
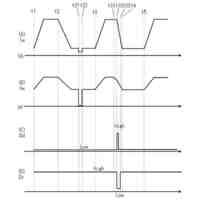
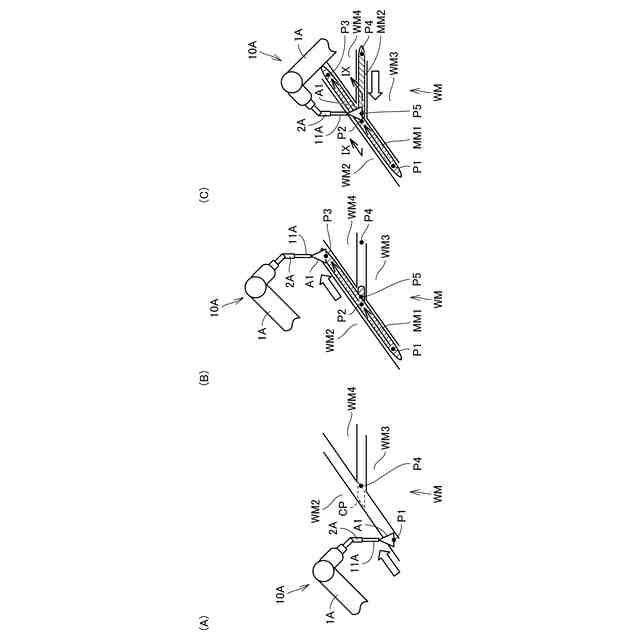
本開示の実施形態1における溶接ロボットの動作を説明するための図である。
比較例における溶接ロボットの動作を説明するための図である。
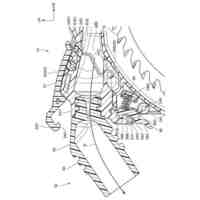
図8に示す比較例における溶接ロボットの動作で溶接された被溶接物の図8(C)のIX-IX線に沿う断面図である。
図7に示す溶接ロボットの動作で溶接された被溶接物の断面図である。
本開示の実施形態2における溶接ロボットの制御方法を示すフロー図である。
本開示の実施形態3における溶接ロボットの制御方法を示すフロー図である。
本開示の実施形態3における溶接ロボットの動作を説明するための図である。
本開示の実施形態4における溶接ロボットの制御方法を示すフロー図である。
溶接ロボットの動作の他の例1を説明するための図である。
溶接ロボットの動作の他の例2を説明するための図である。
溶接ロボットの動作の他の例3を説明するための図である。
溶接経路の他の例を示す図である。
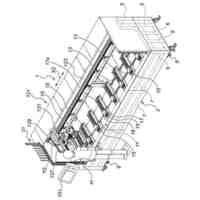
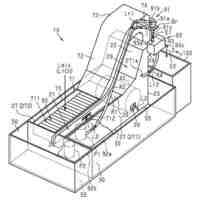
本開示の溶接ロボットの制御方法により溶接される建設機械用部品の一例として建設機械のメインフレームを示す図である。
【発明を実施するための形態】
【0010】
以下、本開示の実施の形態について、図面に基づいて説明する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
個人
低周波振動発生出力方法
1か月前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め機
17日前
日東精工株式会社
着座確認装置
1か月前
ウエダ産業株式会社
カッター装置
1か月前
アズビル株式会社
溶接方法
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社FUJI
工作機械
1か月前
株式会社コスメック
着脱装置
10日前
株式会社不二越
ドリル
1か月前
株式会社ダイヘン
くびれ検出制御方法
12日前
株式会社ダイヘン
アーク溶接制御方法
12日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
個人
クーラント装置
1か月前
株式会社不二越
管用タップ
5日前
株式会社不二越
管用タップ
1か月前
株式会社小島半田製造所
はんだ線
1か月前
株式会社不二越
エンドミル
2か月前
株式会社永木精機
埋設管窓開け工具
25日前
株式会社不二越
歯車加工装置
27日前
ダイハツ工業株式会社
位置検出装置
1か月前
工機ホールディングス株式会社
工具
1か月前
株式会社不二越
歯車製造装置
1か月前
有限会社 ナプラ
接合材用金属粒子
20日前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
SUS株式会社
ナット挿入装置
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
四国溶材株式会社
フラックス入りワイヤ
1か月前
日立造船株式会社
溶接装置
24日前
清水建設株式会社
溶接装置
1か月前
榎本ビーエー株式会社
切粉濾過装置
1か月前
株式会社ダイヘン
多層盛り溶接方法
19日前
株式会社片岡製作所
レーザ溶接装置
1か月前
矢崎総業株式会社
レーザー溶接方法
1か月前
株式会社ダイヘン
炭酸ガスパルスアーク溶接装置
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ