TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024025848
公報種別
公開特許公報(A)
公開日
2024-02-28
出願番号
2022129155
出願日
2022-08-15
発明の名称
鋼歯車及び鋼歯車の製造方法
出願人
日本製鉄株式会社
代理人
アセンド弁理士法人
主分類
C23C
8/22 20060101AFI20240220BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
【課題】摩擦係数を低減可能な鋼歯車を提供する。
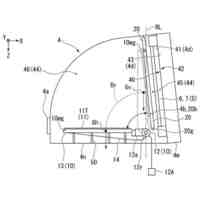
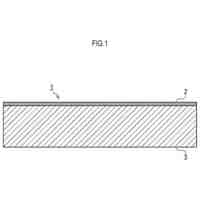
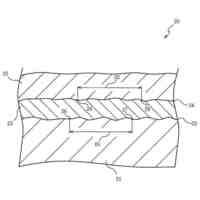
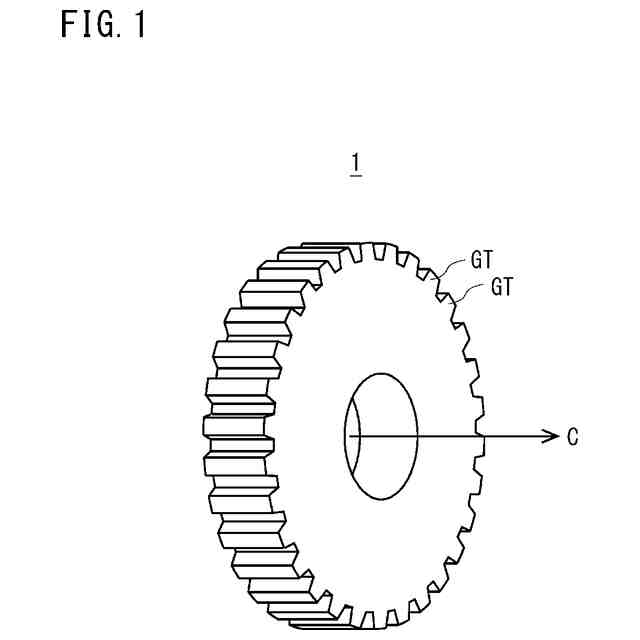
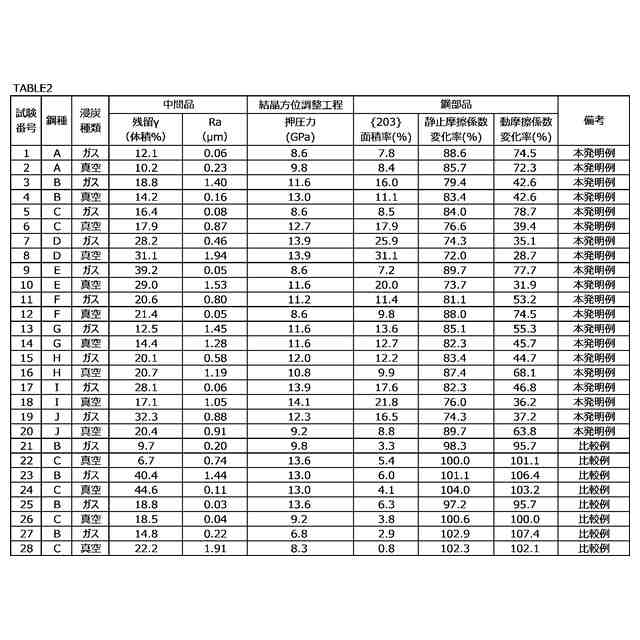
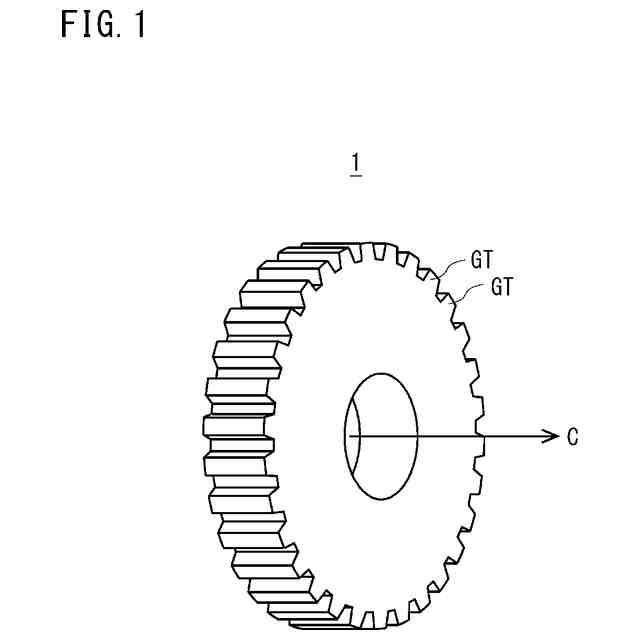
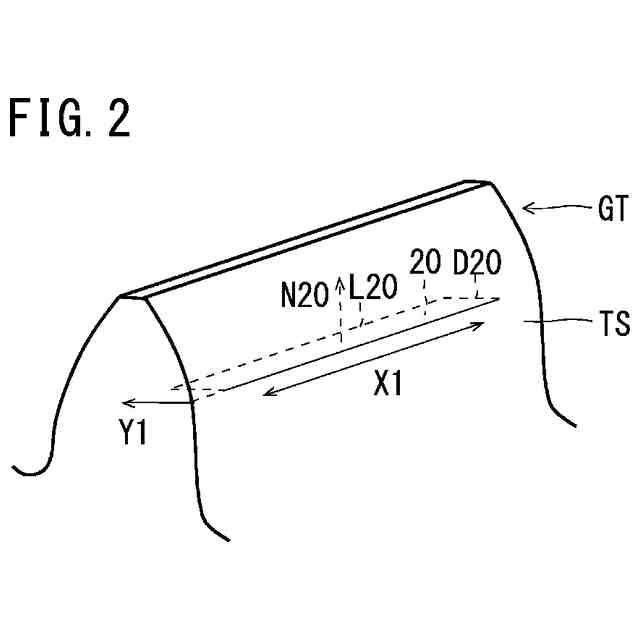
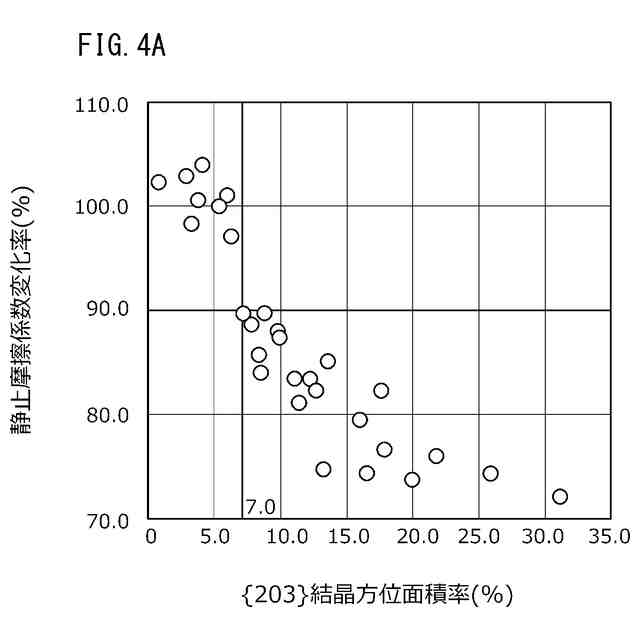
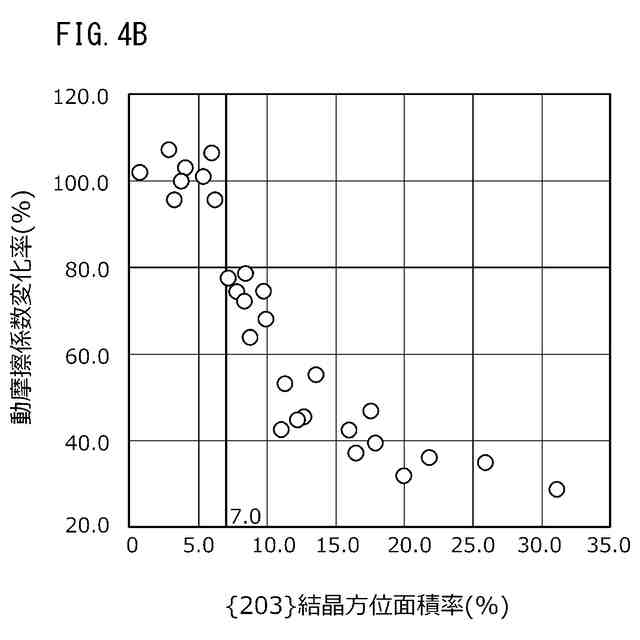
【解決手段】本実施形態の鋼歯車(1)は、複数の歯(GT)の歯面を含む表層に形成されている浸炭硬化層と、浸炭硬化層以外の部分である芯部とを備える。浸炭硬化層において、歯面の法線方向及び歯(GT)の歯すじ方向を含む断面のうち、歯面から深さ10μm、歯すじ方向の長さ50μmの領域を最表層矩形域と定義したとき、浸炭硬化層の少なくとも一部では、最表層矩形域での法線方向の結晶方位解析により得られる{203}結晶方位の面積率が7.0%以上である。
【選択図】図1
特許請求の範囲
【請求項1】
複数の歯の歯面を含む表層に形成されている浸炭硬化層と、
前記浸炭硬化層以外の部分である芯部とを含み、
前記浸炭硬化層において、前記歯面の法線方向及び前記歯の歯すじ方向を含む断面のうち、前記歯面から深さ10μm、前記歯すじ方向の長さ50μmの領域を最表層矩形域と定義したとき、
前記浸炭硬化層の少なくとも一部では、
前記最表層矩形域での法線方向の結晶方位解析により得られる{203}結晶方位の面積率が7.0%以上である、
鋼歯車。
続きを表示(約 980 文字)
【請求項2】
請求項1に記載の鋼歯車であって、
前記{203}結晶方位の面積率が10.0%以上である、
鋼歯車。
【請求項3】
請求項1に記載の鋼歯車であって、
前記{203}結晶方位の面積率が12.5%以上である、
鋼歯車。
【請求項4】
請求項1~請求項3のいずれか1項に記載の鋼歯車の製造方法であって、
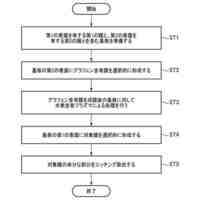
複数の歯の歯面を含む表層に形成されている浸炭硬化層と、前記浸炭硬化層以外の部分である芯部とを備え、JIS B 0601:2013に準拠した前記浸炭硬化層の表面の算術平均粗さRaが0.05~2.00μmであり、前記浸炭硬化層の残留オーステナイトの体積率が10.0~40.0%である、中間品を準備する中間品準備工程と、
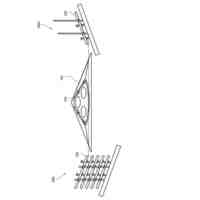
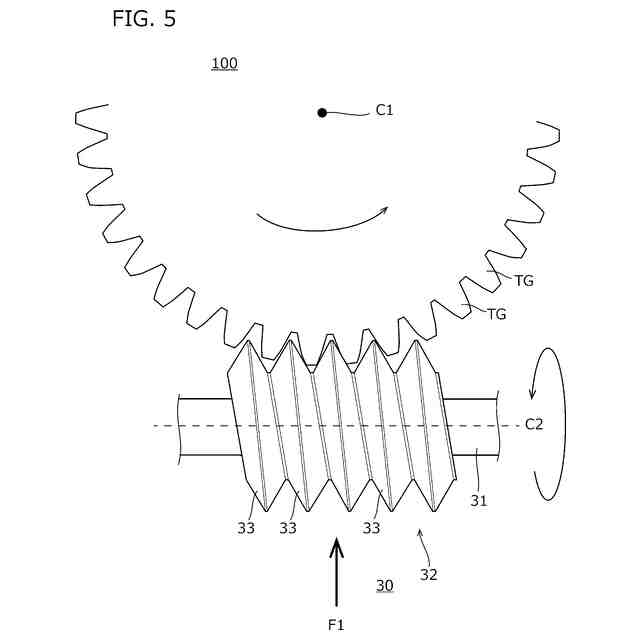
前記中間品の複数の前記歯と噛み合い前記中間品の前記歯の歯面よりも硬い歯面を有する複数の工具歯を含む鋼歯車工具を、前記中間品に噛み合わせ、かつ、前記中間品に8.5~15.0GPaで押し当てながら回転させることにより、前記工具歯を前記中間品の前記歯の歯すじ方向に摺動させて前記浸炭硬化層の最表層を塑性変形させ、前記浸炭硬化層の少なくとも一部で、前記最表層矩形域での法線方向の結晶方位解析により得られる{203}結晶方位の面積率を7.0%以上とする、最表層結晶方位調整工程とを備える、
鋼歯車の製造方法。
【請求項5】
請求項4に記載の鋼歯車の製造方法であって、
前記中間品準備工程は、
鋼材を加工する加工工程と、
加工された前記鋼材に対して浸炭処理及び焼戻しを実施して、前記鋼材の表層に前記浸炭硬化層を形成し、前記浸炭硬化層の残留オーステナイトの体積率を10.0~40.0%とする熱処理工程とを含む、
鋼歯車の製造方法。
【請求項6】
請求項5に記載の鋼歯車の製造方法であって、
前記中間品準備工程はさらに、
前記熱処理工程後の前記鋼材の前記浸炭硬化層の表面粗さを調整して、JIS B 0601:2013に準拠した前記浸炭硬化層の表面の算術平均粗さRaが0.05~2.00μmである前記中間品を製造する表面粗さ調整工程を含む、
鋼歯車の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、鋼歯車及び鋼歯車の製造方法に関し、さらに詳しくは、表層に浸炭硬化層を含む鋼歯車及び鋼歯車の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
鋼歯車は、例えば、自動車のエンジンやモータといったパワーユニットの部品として利用される。これらの鋼歯車の多くは、鋼からなる。
【0003】
上述の用途に用いられる鋼歯車には、高い疲労強度が求められる。これらの鋼歯車の疲労強度を高める手段として、浸炭処理が知られている。浸炭処理には、ガス浸炭処理と、真空浸炭処理とが含まれる。本明細書において、ガス浸炭処理は、ガス浸炭処理だけでなく、ガス浸炭窒化処理も含む。真空浸炭処理は、真空浸炭処理だけでなく、真空浸炭窒化処理も含む。
【0004】
浸炭処理された鋼歯車の表層には、浸炭硬化層が形成されている。浸炭硬化層により、鋼歯車の表層の硬さが高まる。そのため、鋼歯車の疲労強度が高まる。
【0005】
浸炭処理により疲労強度を高めた鋼部品(以下、浸炭鋼部品ともいう)は、例えば、特開2019-026899号公報(特許文献1)、及び、特開2019-031745号公報(特許文献2)に提案されている。
【0006】
特許文献1に開示された浸炭鋼部品は、SCR420に基づく化学組成を有する。さらに、この浸炭鋼部品の化学組成では、Si、Cu、Ni及びCr含有量が、所定の関係となるように調整されている。さらに、表層の浸炭硬化層の炭化物面積率が5~40%に調整されている。これにより、浸炭鋼部品の浸炭層の残留オーステナイト量が抑制され、疲労強度が高まる、と特許文献1には記載されている。
【0007】
特許文献2に開示された浸炭鋼部品は、所定の化学組成を有する。そして、浸炭鋼部品の表層の旧オーステナイトの結晶粒度番号、表面C濃度、及び、有効硬化層深さが、所定の範囲に調整されている。これにより、高い面疲労強度が得られる、と特許文献2には記載されている。
【先行技術文献】
【特許文献】
【0008】
特開2019-026899号公報
特開2019-031745号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
ところで、最近、自動車の燃費のさらなる向上が求められている。トランスミッションでのエネルギー損失を抑制できれば、燃費のさらなる向上が実現できる。トランスミッションでのエネルギー損失のうちの一つに、動力伝達の摩擦損失がある。この摩擦損失を低減できれば、エネルギー損失を低減できる。
【0010】
動力伝達の摩擦損失を低減するためには、動力伝達に関与する鋼歯車の摩擦係数(静止摩擦係数及び動摩擦係数)を低減することが有効である。ここで、静止摩擦係数とは、鋼歯車が回転等の動作を開始するときに、その動作を妨げるように作用する摩擦力に比例する係数である。動摩擦係数とは、鋼歯車が回転中に、その動作を妨げるように作用する摩擦力に比例する係数である。摩擦係数(静止摩擦係数及び動摩擦係数)を抑えることができれば、静止摩擦力及び動摩擦力が抑えられる。その結果、動力伝達の摩擦損失を低減できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
被還元性評価方法
10日前
日本製鉄株式会社
鋼管の水圧試験方法
12日前
日本製鉄株式会社
コークス炉の耐火物構造
10日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
3日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
11日前
日本製鉄株式会社
炭酸エステルの製造方法および炭酸エステル製造用触媒構造体
5日前
個人
熱フィラメントCVD装置
2か月前
東レエンジニアリング株式会社
成膜装置
2か月前
株式会社アイセロ
防錆フィルム
10日前
マシン・テクノロジー株式会社
蒸発装置
2か月前
株式会社アルバック
基板処理装置
2か月前
東ソー株式会社
ルテニウム含有薄膜の製造方法
3か月前
東京エレクトロン株式会社
成膜装置
3か月前
東京エレクトロン株式会社
成膜装置
3か月前
北川工業株式会社
導電反射膜
17日前
東京エレクトロン株式会社
基板処理装置
1か月前
株式会社ベル・トレーディング
金属洗浄剤
2か月前
株式会社神戸製鋼所
改質金属材の製造方法
1か月前
TOPPANホールディングス株式会社
エッチング装置
1か月前
株式会社野村鍍金
積層硬質炭素膜及びその製造方法
1か月前
東京エレクトロン株式会社
成膜装置および成膜方法
5日前
株式会社神戸製鋼所
金属-有機化合物複合材
18日前
株式会社ブイ・テクノロジー
蒸着装置及び蒸着方法
1か月前
東京エレクトロン株式会社
成膜方法および成膜装置
2か月前
株式会社ユニカル
防錆皮膜形成用液状組成物
3か月前
株式会社オプトラン
基板ホルダー搬送システム
2か月前
株式会社不二越
真空浸炭方法及び真空浸炭装置
1か月前
マルイ鍍金工業株式会社
ステンレスの表面処理方法。
2か月前
株式会社MOLDINO
被覆工具
1か月前
日本特殊陶業株式会社
複合部材
23日前
日東電工株式会社
透明導電性フィルムの製造方法
3か月前
日東電工株式会社
透明導電性フィルムの製造方法
3か月前
日東電工株式会社
透明導電性フィルムの製造方法
3か月前
キヤノントッキ株式会社
成膜装置
11日前
富士フイルム株式会社
蒸着方法および蒸着用容器
18日前
ENEOS株式会社
さび止め油組成物
11日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ