TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024024248
公報種別
公開特許公報(A)
公開日
2024-02-22
出願番号
2022126933
出願日
2022-08-09
発明の名称
蒸発装置
出願人
マシン・テクノロジー株式会社
代理人
個人
主分類
C23C
14/24 20060101AFI20240215BHJP(金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般)
要約
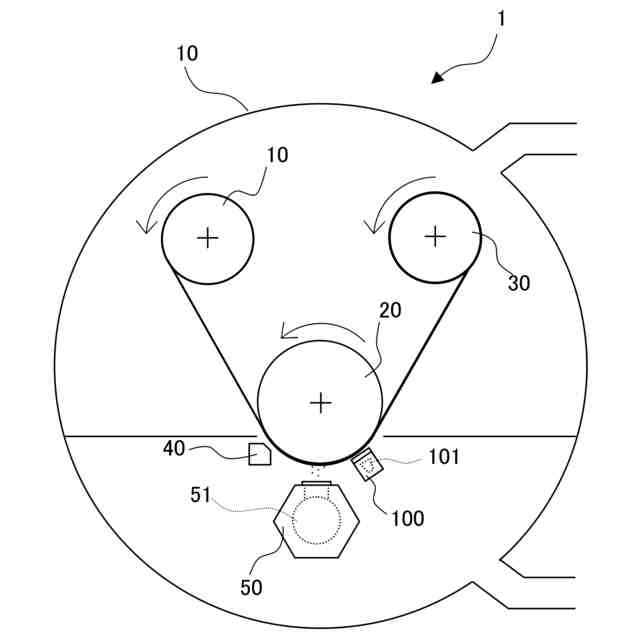
【課題】フィルムコンデンサ用フィルムに亜鉛細線を形成する蒸発装置を提供すること。
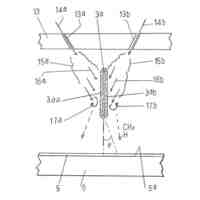
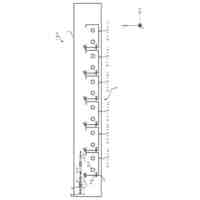
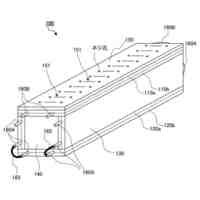
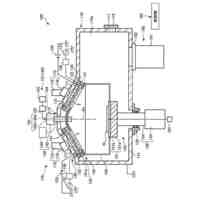
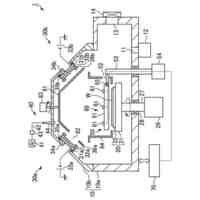
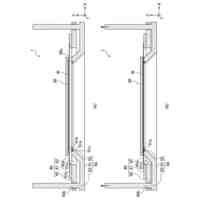
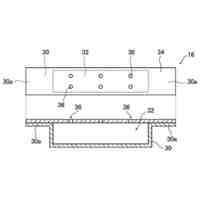
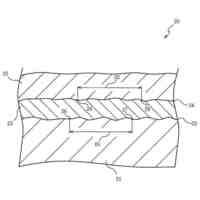
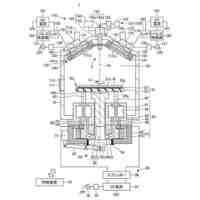
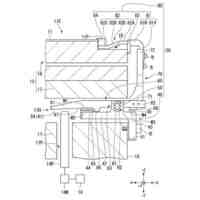
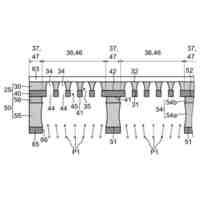
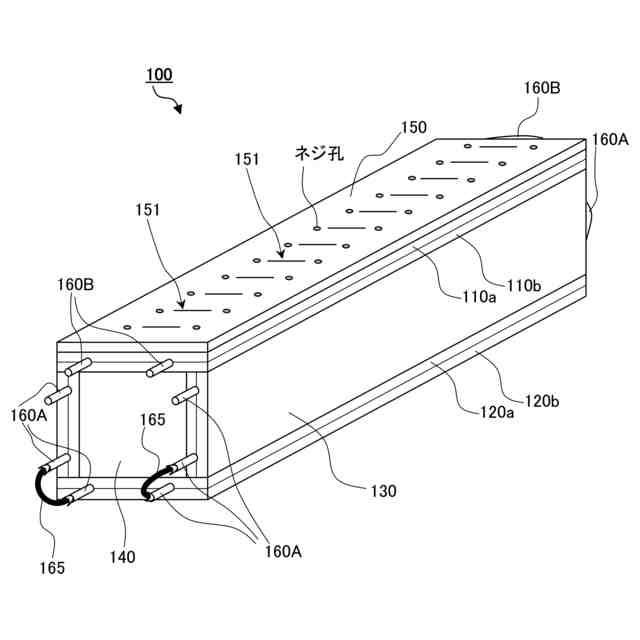
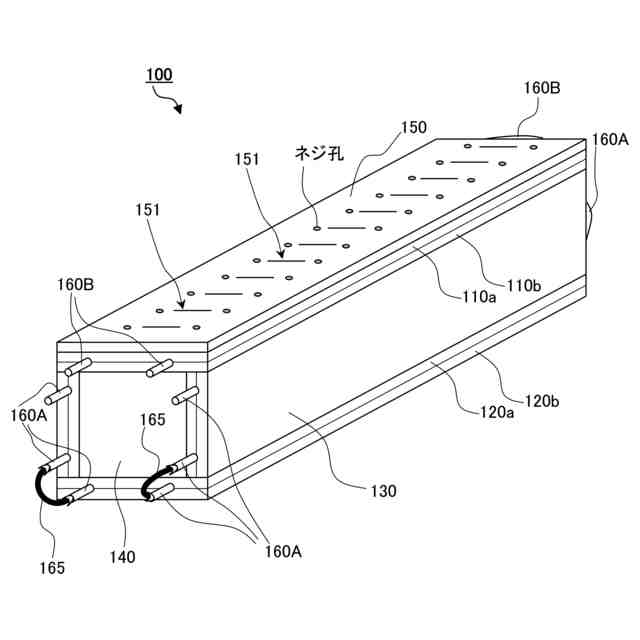
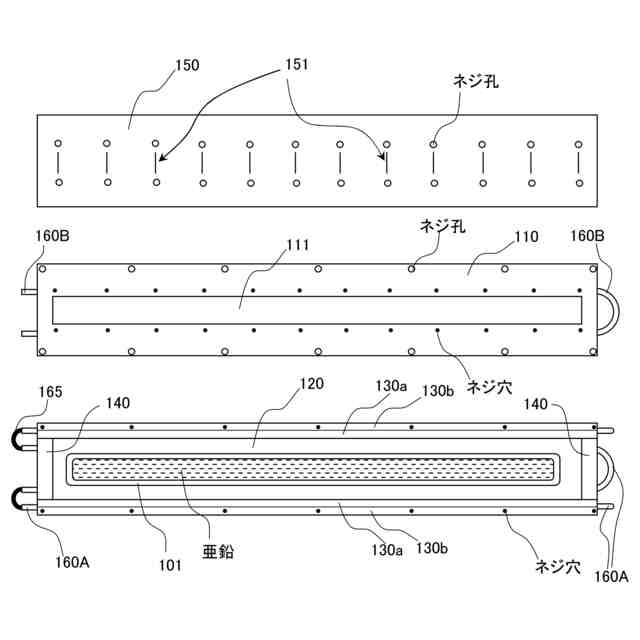
【解決手段】クーリングローラ20上のフィルムに亜鉛を蒸着させるための蒸発装置において、電熱棒160を埋め混んだ所定厚みの長手の金属平板体である下面板120、二枚の側面板130、厚み方向を連通する長手の窓111が形成された上面板110と、これらの四枚により形成される角筒の両端をそれぞれ塞ぐ二枚の端面板140と、上面板110に接合させる0.5mm以上2.0mm以下の所定幅のスリット151が形成されたマスク板150と、を具備し、クーリングローラ20とスリット151との距離を1.5mm以内に近接させて使用可能としたことを特徴とする亜鉛蒸発装置100。
【選択図】図2
特許請求の範囲
【請求項1】
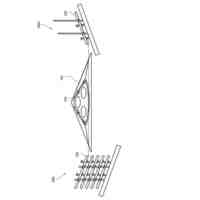
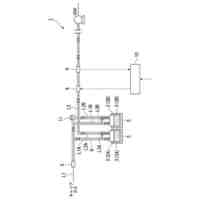
クーリングローラに当接させ連続的に供給していく帯状のフィルムコンデンサ用フィルムに対し亜鉛または亜鉛合金を蒸着させるための蒸発装置に関し、ルツボを内部に収容し、外形が角柱様であって真空槽の中に長手を水平にして配置する蒸発装置において、
発熱用抵抗棒を埋め混んだ所定厚みの長手の金属平板体である底面用平板体と、
発熱用抵抗棒を埋め混んだ所定厚みの長手の金属平板体である二枚の側面用平板体と、
発熱用抵抗棒を埋め混んだ所定厚みの長手の金属平板体であって、厚み方向を連通する前記長手方向に長手の孔が形成された上面用平板体と、
前記四枚の金属平板体により形成される角筒の両端をそれぞれ塞ぐ所定厚みの金属平板体である二枚の端用平板体と、
上面用平板体に上面から接合させる金属平板体であって、0.1mm以上2.0mm以下の所定幅のスリットが形成されたマスク体と、
を具備し、クーリングローラとスリットとの距離を5.0mm以内に近接させて使用可能としたことを特徴とする蒸発装置。
続きを表示(約 450 文字)
【請求項2】
底面用平板体、側面用平板体、上面用平板体、端用平板体、および、マスク体は、同組成のSUS板により形成され、
底面用平板体、側面用平板体、および、上面用平板体は、複数のネジによる締結により角筒を形成し、
マスク体も複数のネジによる締結により上面用平板体に合着させることを特徴とする請求項1に記載の蒸発装置。
【請求項3】
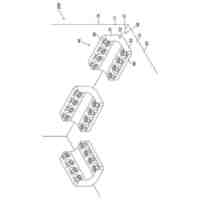
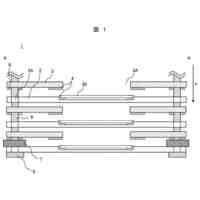
発熱用抵抗棒は金属平板体の長手方向の中心線に対し対称に2本または端で曲げ返した対称配置の1本として、厚み方向を二分割した金属平板体に設けた嵌合溝に嵌めて挟み、三者を一体化して底面用平板体、側面用平板体、および、上面用平板体をそれぞれ形成したことを特徴とする請求項1に記載の蒸発装置。
【請求項4】
底面用平板体と二枚の側面用平板体の発熱用抵抗棒を連結した第一加熱系統と、
第一加熱系統とは独立した上面用平板体の発熱用抵抗棒からなる第二加熱系統と、
を具備したことを特徴とする請求項1に記載の蒸発装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フィルムコンデンサ用フィルムに亜鉛系の蒸着膜を形成する蒸発装置に関し、特に、いわゆるヘビーエッジ等を細線として形成可能な蒸発装置に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
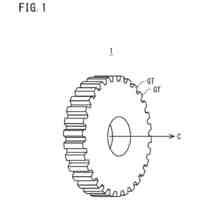
クーリングローラに当接させ連続的に供給していく帯状のフィルムに、アルミを蒸着してパターンを形成するフィルムコンデンサは、生産性が高く、耐電圧、温度特性、周波数特性にも優れる。
【0003】
また、セルフヒーリング性(自己回復性)を備えさせることも可能であり、ヘビーエッジとしてアルミとは別に亜鉛蒸着層をフィルムの片端に形成したものも広く製造されてきている。
【0004】
ここで、近年では、コンデンサの性能向上その他種々の要求物性を満たすべく、亜鉛蒸着膜の幅を極力狭くすることが求められる場合がある。
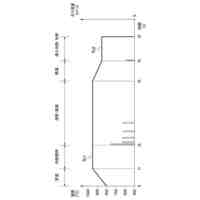
しかしながら、亜鉛を蒸発させるルツボを収容して加熱する金属製の蒸発装置は、外形が、横倒しの円筒の側周上面側に所定高さの長手の角筒が取り付けられるなど、形状が複雑である。このため、600度~700度程度に加熱される環境下では歪みが生じ、また、ヒートサイクル等によっても歪みが生じやすく、クーリングローラから5mm以上離間させる必要があった。
したがって、たとえ、蒸発装置の亜鉛放散用スリットを1mmとしても、たとえば、フィルム上では3mm幅にまで広がってしまう部分ができてしまうなど、亜鉛系の細線形成が困難であるという問題点があった。
【先行技術文献】
【特許文献】
【0005】
特開2007-109845
特開2016-79430
特開2021-134387
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記に鑑みてなされたものであって、フィルムコンデンサ用フィルムに亜鉛細線を形成可能な蒸発装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の蒸発装置は、クーリングローラに当接させ連続的に供給していく帯状のフィルムコンデンサ用フィルムに対し亜鉛または亜鉛合金を蒸着させるための蒸発装置に関し、ルツボを内部に収容し、外形が角柱様であって真空槽の中に長手を水平にして配置する蒸発装置において、発熱用抵抗棒を埋め混んだ所定厚みの長手の金属平板体である底面用平板体と、発熱用抵抗棒を埋め混んだ所定厚みの長手の金属平板体である二枚の側面用平板体と、発熱用抵抗棒を埋め混んだ所定厚みの長手の金属平板体であって、厚み方向を連通する前記長手方向に長手の孔が形成された上面用平板体と、前記四枚の金属平板体により形成される角筒の両端をそれぞれ塞ぐ所定厚みの金属平板体である二枚の端用平板体と、上面用平板体に上面から接合させる金属平板体であって、0.1mm以上2.0mm以下の所定幅のスリットが形成されたマスク体と、を具備し、クーリングローラとスリットとの距離を5.0mm以内に近接させて使用可能としたことを特徴とする。
【0008】
すなわち、請求項1にかかる発明は、厚みを持たせた単純形状の金属平板を組み上げることにより、それぞれが熱により伸縮したとしても、ねじれや波うちのような歪みは角柱様の筐体全体構造として生じにくくし、クーリングローラとの距離を近接させることができる。これにより、フィルムに亜鉛細線の蒸着膜を形成可能となる。
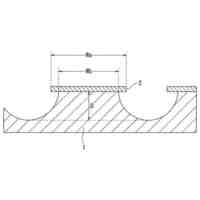
蒸着される亜鉛はスリット幅とクーリングローラ間との間隔に応じた細線とすることが可能となる。すなわち、間隔が3mmであれば、スリット幅0.5mmにて1.0mm程度の細線形成、スリット幅2.0mmにて4.0mm程度の細線形成が可能である。
また、接触が生じないのであれば、クーリングローラ(正確にはクーリングローラに当接しているフィルム)表面とスリットとの距離は0.1mmとすることもできる。安全率をみて0.2mm間隔としてもよい。
【0009】
底面用平板体、側面用平板体、上面用平板体は、厚み方向にみて、長手の長方形であり、(使用時に)横倒しの角筒を形成するため、概ね同形とし、厚みは同一とするのが好ましい。端用平板体も上記の平板体と同厚とするのが好ましい。マスク体の厚みはこれらと異なっても良いが、これら総ての平板体の金属組成は、同一であることを原則とする。
発熱用抵抗棒は、いわゆる電熱線であり、ニクロムの丸棒の表面に絶縁層を設けたものを用いることができる。
また、底面用平板体と側面用平板体、また、場合により端用平板体も加えた「槽」の内面には、亜鉛の付着ないし固着を避けるため、別途薄手の金属製インナーカバーを介在させるようにしてもよい。
また、上面用平板体を側面用平板体に(場合により端用平板体にも)接合させる場合には、熱伝導性や気密性を確保するため、金属シートやカーボンファイバーシートといったガスケットを挟み込むようにしても良い。
スリットは長手方向に等間隔に多数設け、個々のスリット自体は当該長手方向に垂直な方向(平面視における長方形の短手方向)に伸び、厚み方向に連通させる例を挙げることができる。
【0010】
請求項2に記載の蒸発装置は、請求項1に記載の蒸発装置において、底面用平板体、側面用平板体、上面用平板体、端用平板体、および、マスク体は、同組成のSUS板により形成され、底面用平板体、側面用平板体、および、上面用平板体は、複数のネジによる締結により角筒を形成し、マスク体も複数のネジによる締結により上面用平板体に合着させることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
熱フィラメントCVD装置
2か月前
東レエンジニアリング株式会社
成膜装置
2か月前
株式会社アイセロ
防錆フィルム
10日前
株式会社アルバック
基板処理装置
2か月前
マシン・テクノロジー株式会社
蒸発装置
2か月前
東京エレクトロン株式会社
成膜装置
3か月前
北川工業株式会社
導電反射膜
17日前
東京エレクトロン株式会社
基板処理装置
1か月前
TOPPANホールディングス株式会社
エッチング装置
1か月前
株式会社神戸製鋼所
改質金属材の製造方法
1か月前
株式会社ベル・トレーディング
金属洗浄剤
2か月前
東京エレクトロン株式会社
成膜装置および成膜方法
5日前
株式会社ユニカル
防錆皮膜形成用液状組成物
3か月前
株式会社ブイ・テクノロジー
蒸着装置及び蒸着方法
1か月前
株式会社野村鍍金
積層硬質炭素膜及びその製造方法
1か月前
東京エレクトロン株式会社
成膜方法および成膜装置
2か月前
株式会社神戸製鋼所
金属-有機化合物複合材
18日前
マルイ鍍金工業株式会社
ステンレスの表面処理方法。
2か月前
株式会社MOLDINO
被覆工具
1か月前
株式会社オプトラン
基板ホルダー搬送システム
2か月前
株式会社不二越
真空浸炭方法及び真空浸炭装置
1か月前
キヤノントッキ株式会社
成膜装置
11日前
富士フイルム株式会社
蒸着方法および蒸着用容器
18日前
日本特殊陶業株式会社
複合部材
23日前
東京エレクトロン株式会社
載置台及び基板処理装置
5日前
芝浦メカトロニクス株式会社
成膜装置
17日前
芝浦メカトロニクス株式会社
成膜装置
17日前
株式会社アルバック
基板処理装置及びクランプ機構
2か月前
株式会社不二越
熱処理装置及び金属製部材製造方法
4日前
ENEOS株式会社
さび止め油組成物
11日前
大陽日酸株式会社
混合ガス供給装置
1か月前
日本製鉄株式会社
鋼歯車及び鋼歯車の製造方法
2か月前
大日本印刷株式会社
マスクの製造方法及びマスク
18日前
TOPPANホールディングス株式会社
エッチング方法
2か月前
大陽日酸株式会社
混合ガス供給方法
1か月前
株式会社 日立パワーデバイス
めっき処理用治具
5日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ