TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023167941
公報種別
公開特許公報(A)
公開日
2023-11-24
出願番号
2022079503
出願日
2022-05-13
発明の名称
伸線加工方法及び鋼線
出願人
山梨県
,
株式会社降矢技研
代理人
個人
主分類
B21C
1/00 20060101AFI20231116BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 高強度かつ良好な成形性を有するとともに、優れた比透磁率特性を有する鋼線の伸線加工方法及びその方法により製造された鋼線を提供する。
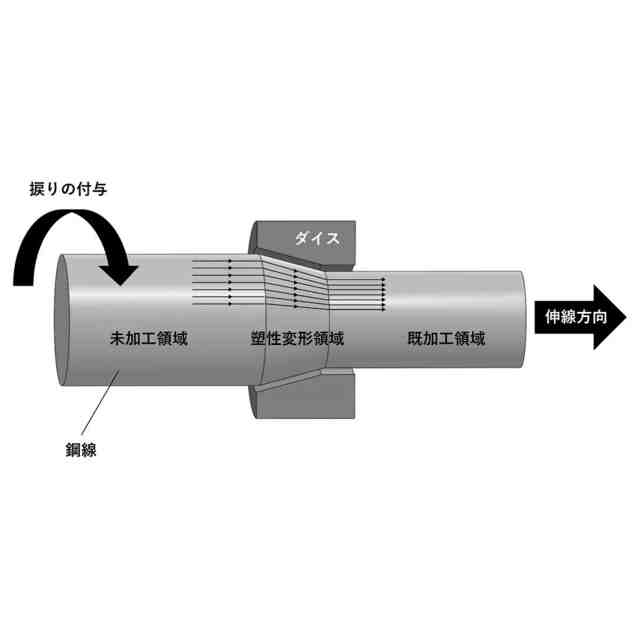
【解決手段】 鋼線をダイスに通過させて線径を調整する伸線加工方法において、鋼線を軸断面周方向に回転して捩じりつつ、捩じりを加えた鋼線をダイスに通過させて引き抜き伸線する。
【選択図】図1
特許請求の範囲
【請求項1】
鋼線をダイスに通過させて線径を調整する伸線加工方法において、前記鋼線を軸断面周方向に回転して捩じりつつ、捩じりを加えた前記鋼線を前記ダイスに通過させて引き抜き伸線することを特徴とする鋼線の伸線加工方法。
続きを表示(約 470 文字)
【請求項2】
前記鋼線の捩じり回転速度をα rev/min、引き抜き速度をβ m/minとしたときの回転付与率γ rev/m(α/β)が1~400の範囲であることを特徴とする請求項1に記載の伸線加工方法。
【請求項3】
伸線による線径の総断面減少率が5~99%であることを特徴とする請求項1に記載の伸線加工方法。
【請求項4】
伸線加工を段階的に複数回行うことを特徴とする請求項1に記載の伸線加工方法。
【請求項5】
前記鋼線がオーステナイト系ステンレス鋼線であることを特徴とする請求項1に記載の伸線加工方法。
【請求項6】
伸線加工が、冷間加工、低温域加工又は高温域加工のいずれかであることを特徴とする請求項1に記載の伸線加工方法。
【請求項7】
請求項1に記載の伸線加工方法により製造された鋼線であって、比透磁率が4以下であることを特徴とする鋼線。
【請求項8】
線径が0.1~10mmであることを特徴とする請求項7に記載の鋼線。
発明の詳細な説明
【技術分野】
【0001】
本発明は、伸線加工方法及び鋼線に関するものであり、詳しくは、高強度伸線加工方法及びその方法により製造された鋼線に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
近年、非磁性特性を有する鋼線材料は、各種機械の構成部材の原材料として使用されており、特に、耐食性が高く非磁性であるオーステナイト系ステンレス鋼線材は、精密機器用の微細ねじや医療用ワイヤなどに好適に使用されている。
【0003】
このような用途に用いられる鋼線は、通常、鋼線材をダイスと呼ばれる工具に通過させて軸方向に引き抜くことで外径を縮小させ、さらにこれを繰り返すことにより要求される線径に加工している。
【0004】
一方で、オーステナイト系ステンレス鋼線に対してダイスを用いて伸線加工を施すと、延伸による加工誘起マルテンサイト変態を誘発し、加工後に比透磁率が上昇して磁気を帯びるという問題がある。そして、このような磁気を帯びた鋼線から製造したねじを精密機器や電子機器に用いた場合、機器性能に悪影響を及ぼす可能性がある。そのため、高強度かつ良好な成形性を有するとともに、優れた非磁性特性を有する鋼線の開発が望まれている。
【0005】
このような問題に対して、これまでに、鋼線の化学成分組成を特定の組成とすることにより、低透磁率の鋼線を製造する方法が提案されている(例えば、特許文献1、2)。
【先行技術文献】
【特許文献】
【0006】
特開2012-177170号公報
特開2016-183396号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記特許文献1、2の提案によれば、特定の組成の合金を特定の圧延条件で延伸処理することにより鋼線の高強度化及び低透磁率化を実現するとしている。しかしながら、上記特許文献1、2の技術では、材料自体の組成を限定しているため製造コストがかかったり、他の金属素材に適用できない等の問題があった。また、通常の鋼線の伸線加工では、線材の軸線方向、即ち一軸方向の機械的強度特性にしか効果を及ぼさないという問題もあった。
【0008】
本発明は以上のような事情に鑑みてなされたものであり、高強度かつ良好な成形性を有するとともに、優れた比透磁率特性を有する鋼線の伸線加工方法及びその方法により製造された鋼線を提供することを課題とする。
【課題を解決するための手段】
【0009】
本発明の伸線加工方法及び鋼線は、上記の技術的課題を解決するためになされたものであって、以下のことを特徴としている。
第1に、本発明の伸線加工方法は、鋼線をダイスに通過させて線径を調整する伸線加工方法において、前記鋼線を軸断面周方向に回転して捩じりつつ、捩じりを加えた前記鋼線を前記ダイスに通過させて引き抜き伸線することを特徴とする。
第2に、上記第1の発明の伸線加工方法において、前記鋼線の捩じり回転速度をα rev/min、引き抜き速度をβ m/minとしたときの回転付与率γ rev/m(α/β)が1~400の範囲であることが好ましい。
第3に、上記第1又は第2の発明の伸線加工方法において、伸線による線径の総断面減少率が5~99%であることが好ましい。
第4に、上記第1から第3の発明の伸線加工方法において、伸線加工を段階的に複数回行うことが好ましい。
第5に、上記第1から第4の発明の伸線加工方法において、前記鋼線がオーステナイト系ステンレス鋼線であることが好ましい。
第6に、上記第1から第5の発明の伸線加工方法において、伸線加工が、冷間加工、低温域加工又は高温域加工のいずれかであることが好ましい。
第7に、本発明の鋼線は、上記第1に記載の伸線加工方法により製造された鋼線であって、比透磁率が4以下であることを特徴とする。
第8に、上記第7の発明の鋼線において、線径が0.1~10mmであることが好ましい。
【発明の効果】
【0010】
本発明の伸線加工方法によれば、線材の種類を限定することなく高強度かつ良好な成形性を有するとともに、優れた比透磁率特性を有する鋼線を得ることが可能となる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
山梨県
伸線加工方法及び鋼線
10か月前
山梨県
マグネシウム合金の表面改質方法
7か月前
山梨県
パンの製造方法、生地の製造方法、小麦粉焼成物の製造方法およびパン
17日前
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
2か月前
株式会社プロテリアル
熱間鍛造用金型
20日前
トヨタ自動車株式会社
プレス金型
1か月前
株式会社ゴーシュー
歯車素材
13日前
トヨタ自動車株式会社
鍛造加工装置
3か月前
トヨタ紡織株式会社
金型装置
1か月前
大裕株式会社
鋼矢板の矯正装置
2か月前
トヨタ自動車株式会社
プレス成型方法
3か月前
株式会社小矢部精機
膜厚制御装置
2か月前
石田鉄工株式会社
格子状製品の製造方法
1か月前
日産自動車株式会社
逐次成形方法
10日前
A株式会社
接合部材、及び、骨組み構造体
6日前
株式会社リード
金属管曲げ型
3か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
6日前
村田機械株式会社
上型ホルダ及びプレス機械
2か月前
株式会社不二越
歯車転造加工ユニット
3か月前
大同特殊鋼株式会社
鋼種判別装置
2か月前
ニデック株式会社
金型及び打ち抜き方法
1か月前
冨士発條株式会社
トリミング装置
17日前
ニデック株式会社
金型及びプレス加工装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
3か月前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
3か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
2か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
23日前
旭サナック株式会社
圧造機
4か月前
トヨタ自動車株式会社
プレス装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ