TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025179925
公報種別
公開特許公報(A)
公開日
2025-12-11
出願番号
2024086870
出願日
2024-05-29
発明の名称
部品供給装置及び部品供給方法
出願人
株式会社FUJI
代理人
弁理士法人 快友国際特許事務所
主分類
H05K
13/02 20060101AFI20251204BHJP(他に分類されない電気技術)
要約
【課題】部品供給装置のサイズを小さくし得る技術を提供する。
【解決手段】部品供給装置の配置面には、配置面から上方に突出しておらず、トレイの複数のサイズのそれぞれに対応する配置位置を示す配置基準が第1方向に沿って配列されている。トレイの複数のサイズは、第1サイズと、第1サイズよりも大きな第2サイズと、を少なくとも含む。配置基準は、第1サイズに対応する第1配置基準を基準として第1サイズのトレイが配置面に配置される場合に配置面における当該第1サイズのトレイと当接する領域の少なくとも一部が、第2サイズに対応する第2配置基準を基準として第2サイズのトレイが配置面に配置される場合に配置面における当該第2サイズのトレイと当接する領域に含まれるように構成される。第2配置基準に合わせて配置面に配置された第2サイズのトレイは、第1配置基準の少なくとも一部を覆っている。
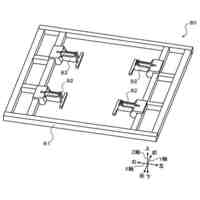
【選択図】図2
特許請求の範囲
【請求項1】
部品を基板に実装する部品実装機に対して、前記部品を供給する部品供給装置であって、
前記部品を保持するトレイを第1方向に沿って配列可能な配置面を備え、
前記配置面には、前記配置面から上方に突出しておらず、前記トレイの複数のサイズのそれぞれに対応する配置位置を示す配置基準が前記第1方向に沿って配列されており、
前記トレイの前記複数のサイズは、第1サイズと、前記第1サイズよりも大きな第2サイズと、を少なくとも含み、
前記配置基準は、前記第1サイズに対応する第1配置基準を基準として前記第1サイズのトレイが前記配置面に配置される場合に前記配置面における当該第1サイズのトレイと当接する領域の少なくとも一部が、前記第2サイズに対応する第2配置基準を基準として前記第2サイズのトレイが前記配置面に配置される場合に前記配置面における当該第2サイズのトレイと当接する領域に含まれるように構成され、
前記第2配置基準に合わせて前記配置面に配置された前記第2サイズの前記トレイは、前記第1配置基準の少なくとも一部を覆っている、
部品供給装置。
続きを表示(約 2,200 文字)
【請求項2】
前記部品供給装置は、さらに、前記配置基準に着脱可能なピンを備え、
前記配置基準に前記ピンを装着したときに、前記ピンに前記トレイの側面が当接するように構成されている、
請求項1に記載の部品供給装置。
【請求項3】
前記配置基準は、前記配置面に形成された窪みを含み、
前記ピンは、前記窪みに嵌合することによって前記配置面に固定される、
請求項2に記載の部品供給装置。
【請求項4】
前記部品供給装置は、前記配置面に配置された前記トレイに保持される前記部品に関する部品情報を示すコードを表示する表示部をさらに備える、
請求項1に記載の部品供給装置。
【請求項5】
前記トレイは、前記複数のサイズごとに、異なる種類の部品を保持しており、
前記コードは、前記部品の種類ごとに設定されており、
前記表示部は、
前記部品の種類ごとに設定された前記コードが複数配置された部材と、
前記部材に配置された複数の前記コードのうち、一つのコードのみを外部に露出させる露出機構と、
を備える、
請求項4に記載の部品供給装置。
【請求項6】
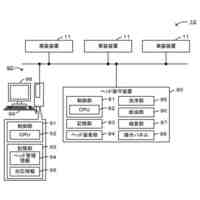
前記部品実装機は、前記配置面と前記表示部との画像を撮像可能に構成される撮像装置をさらに備え、
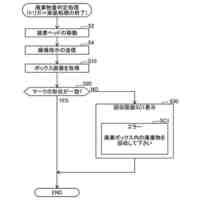
前記部品情報は、前記トレイが前記配置面に適正に配置される場合に前記配置面に露出する前記配置基準の適正位置を示す適正位置情報と、前記トレイが前記配置面に適正に配置される場合に前記配置面に露出する前記配置基準の適正個数を示す適正個数情報と、のうち少なくとも一つの情報を含み、
前記撮像装置が撮像した画像内の前記コードが表す前記部品情報に含まれる前記適正位置情報が示す前記適正位置または前記適正個数情報が示す前記適正個数が、前記撮像装置が撮像した画像内の前記配置面に含まれる前記配置基準の位置または個数と一致しない場合に、所定処理が実行され、
前記撮像装置が撮像した画像内の前記コードが表す前記部品情報に含まれる前記適正位置または前記適正個数が、前記撮像装置が撮像した画像内の前記配置面に含まれる前記配置基準の位置または個数と一致する場合に、前記所定処理が実行されない、
請求項4に記載の部品供給装置。
【請求項7】
前記部品供給装置は、さらに、前記配置基準に着脱可能なピンを備え、
前記制御装置は、
前記撮像装置が撮像した画像内の前記コードが表す前記部品情報に含まれる前記適正位置または前記適正個数が、前記撮像装置が撮像した画像内の前記配置面に含まれる前記ピンの位置または個数と一致しない場合に、前記所定処理を実行し、
前記撮像装置が撮像した画像内の前記コードが表す前記部品情報に含まれる前記適正位置または前記適正個数が、前記撮像装置が撮像した画像内の前記配置面に含まれる前記ピンの位置または個数と一致する場合に、前記所定処理を実行しない、
請求項6に記載の部品供給装置。
【請求項8】
部品を基板に実装する部品実装機に対して、前記部品を供給する部品供給装置であって、
前記部品を保持する複数の種類のトレイを配置可能な配置面と、
前記配置面に配置された前記トレイに保持される前記部品に関する部品情報を示すコードを表示する表示部と、
を備え、
前記トレイは、前記複数の種類ごとに、異なる種類の部品を保持しており、
前記コードは、前記部品の種類ごとに設定されており、
前記表示部は、
前記部品の種類ごとに設定された前記コードが複数配置された部材と、
前記部材に配置された複数の前記コードのうち、一つのコードのみを外部に露出させる露出機構と、
を備える、
部品供給装置。
【請求項9】
部品を基板に実装する部品実装機に対して、前記部品を供給するトレイを配置面に配置する部品供給方法であって、
前記配置面には、前記配置面と交差する方向に突出しておらず、前記トレイの複数のサイズのそれぞれに対応する配置位置を示す配置基準が第1方向に沿って配列されており、
前記トレイの前記複数のサイズは、第1サイズと、前記第1サイズよりも大きな第2サイズと、を少なくとも含み、
前記部品供給方法は、
前記第1サイズに対応する第1配置基準を基準として前記第1サイズのトレイを前記配置面に配置する第1工程と、
前記第2サイズに対応する第2配置基準を基準として前記第2サイズのトレイを前記配置面に配置する第2工程と、
を含み、
前記第1工程において前記配置面に配置された前記第1サイズの前記トレイが前記配置面と当接する領域の少なくとも一部は、前記第2工程において前記配置面に配置された前記第2サイズの前記トレイが前記配置面と当接する領域に含まれるように構成され、
前記第2工程において前記第2配置基準に合わせて前記配置面に配置された前記第2サイズの前記トレイは、前記第1配置基準の少なくとも一部を覆っている、
部品供給方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書は、トレイを利用して部品実装機に部品を供給する技術に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
特許文献1に開示されるトレイ型部品供給装置は、磁力によって支持台に着脱可能なL形定規を備える。トレイ型部品供給装置では、作業者は、支持台に配置されたL形定規の内側面とトレイの2側面とが当接するようにトレイを支持台に配置する。
【先行技術文献】
【特許文献】
【0003】
特開2011-100787号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1のトレイ型部品供給装置は、支持台の一辺に沿って延びるガイドバーを備える。ガイドバーの上面には目盛が設けられており、作業者は、指示された目盛の数値に合わせてL形定規を配置する。特許文献1のトレイ型部品供給装置では、支持台とは別に目盛を有するガイドバーを設ける必要があるため、部品供給装置のサイズが大きくなる。本明細書では、従来技術に比べて、装置のサイズを小さくし得る技術を提供する。
【0005】
本明細書が開示する技術は、部品を基板に実装する部品実装機に対して、前記部品を供給する部品供給装置によって具現化される。部品供給装置は、前記部品を保持するトレイを第1方向に沿って配列可能な配置面を備える。前記配置面には、前記配置面から上方に突出しておらず、前記トレイの複数のサイズのそれぞれに対応する配置位置を示す配置基準が前記第1方向に沿って配列されている。前記トレイの前記複数のサイズは、第1サイズと、前記第1サイズよりも大きな第2サイズと、を少なくとも含む。前記配置基準は、前記第1サイズに対応する第1配置基準を基準として前記第1サイズのトレイが前記配置面に配置される場合に前記配置面における当該第1サイズのトレイと当接する領域の少なくとも一部が、前記第2サイズに対応する第2配置基準を基準として前記第2サイズのトレイが前記配置面に配置される場合に前記配置面における当該第2サイズのトレイと当接する領域に含まれるように構成される。前記第2配置基準に合わせて前記配置面に配置された前記第2サイズの前記トレイは、前記第1配置基準の少なくとも一部を覆っている。
【0006】
上記の部品供給装置では、トレイを配置する配置基準が配置面に配列されているため、配置面の外部に配置基準を設ける必要がない。また、配置基準は、配置面から上方に突出しておらず、第2サイズのトレイは、第1配置基準の少なくとも一部を覆うように配置面に配置される。すなわち、本明細書が開示する部品供給装置では、第1配置基準の少なくとも一部を利用して、第2サイズのトレイを配置することができるため、配置面とは別の配置基準(例えば、目盛りを有するガイドバー)を備える従来技術に比べて、装置のサイズを小さくし得る。
【0007】
本明細書では、別の実施形態の部品供給装置も開示する。本実施形態の部品供給装置は、前記部品を保持する複数の種類のトレイを配置可能な配置面と、前記配置面に配置された前記トレイに保持される前記部品に関する部品情報を示すコードを表示する表示部と、を備える。前記トレイは、前記複数の種類ごとに、異なる種類の部品を保持しており、前記コードは、前記部品の種類ごとに設定されている。前記表示部は、前記部品の種類ごとに設定された前記コードが複数配置された部材と、前記部材に配置された複数の前記コードのうち、一つのコードのみを外部に露出させる露出機構と、を備える。
【0008】
上記の部品供給装置では、露出機構によって、部材に配置された複数のコードのうち、一つのコードのみを外部に露出させる。このため、共通の表示部によって、部品の種類ごとに設定された異なるコードのそれぞれを表示することができる。これにより、部品の種類ごとのコードのそれぞれを表示する複数の表示部を設ける場合と比較して、装置のサイズを小さくし得る。
【0009】
また、上記の部品供給装置によって実行される部品供給方法、さらに、部品供給装置の制御装置に処理を実行させるためのコンピュータプログラムも新規で有用である。
【図面の簡単な説明】
【0010】
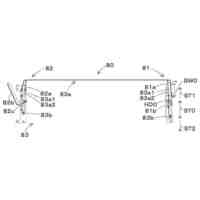
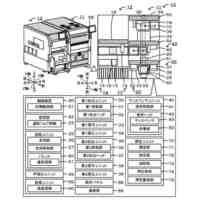
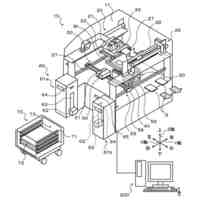
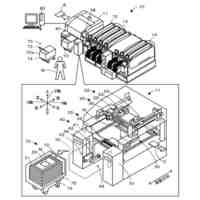
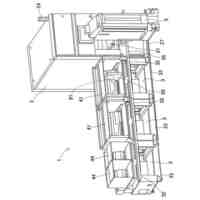
部品実装機の全体を示す平面図。
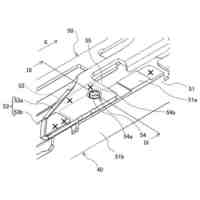
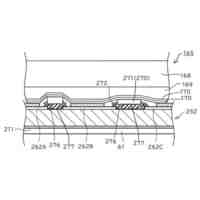
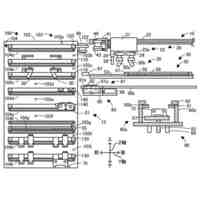
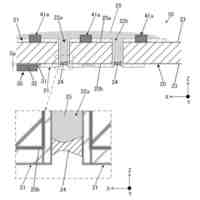
トレイアダプタの部分拡大図。
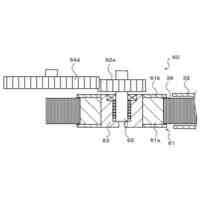
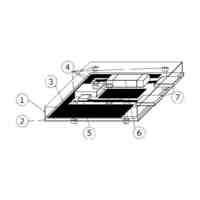
図2の破線IIIに囲まれた範囲の拡大図。
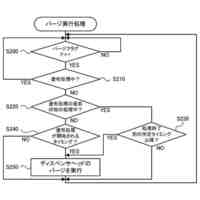
配置判定処理を示すフローチャート。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
部品実装機
2か月前
株式会社FUJI
操作ユニット
3日前
株式会社FUJI
テープガイド
28日前
株式会社FUJI
生産計画作成装置
1か月前
株式会社FUJI
印刷装置及び印刷方法
14日前
株式会社FUJI
造形装置および造形方法
1か月前
株式会社FUJI
部品供給装置及び部品供給方法
1日前
株式会社FUJI
制御装置、印刷装置及び制御方法
22日前
株式会社FUJI
製造方法及び3次元造形システム
1か月前
株式会社FUJI
作業装置および支持部材採取装置
1日前
株式会社FUJI
制御装置、印刷装置及び制御方法
14日前
株式会社FUJI
部品データの生成方法および生成装置
1か月前
株式会社FUJI
情報検索システムおよび情報検索方法
7日前
株式会社FUJI
電子部品装着方法、及び電子部品装着装置
24日前
株式会社FUJI
部品実装機および異物の有無を判定する方法
23日前
株式会社FUJI
造形装置およびディスペンサヘッドの制御方法
1か月前
株式会社FUJI
印刷品質管理システムおよび印刷品質管理方法
1か月前
株式会社FUJI
アラーム情報表示装置、及びアラーム情報表示システム
2か月前
株式会社FUJI
作業装置
1か月前
株式会社FUJI
印刷装置
14日前
株式会社FUJI
サイクルタイム表示装置、及びサイクルタイム表示システム
2か月前
株式会社FUJI
部品実装ライン
1か月前
株式会社FUJI
テープフィーダ
14日前
株式会社FUJI
部品供給フィーダ、部品供給フィーダの管理システム及び管理方法
1か月前
株式会社FUJI
対基板作業機、および雄型コネクタと雌型コネクタとの接続維持方法
1か月前
株式会社FUJI
搬送治具及び印刷装置
22日前
株式会社FUJI
印刷装置及び制御方法
1か月前
株式会社FUJI
部品供給ユニットの入出庫システム
9日前
株式会社FUJI
搬送治具および支持部材の搬入方法
14日前
株式会社FUJI
実装システム、保守装置及び管理方法
22日前
株式会社FUJI
交換可能部材の交換方法及び印刷システム
1か月前
個人
電子部品の実装方法
2か月前
愛知電機株式会社
装柱金具
2か月前
日本精機株式会社
回路基板
3か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ