TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025178724
公報種別
公開特許公報(A)
公開日
2025-12-09
出願番号
2024085506
出願日
2024-05-27
発明の名称
被覆管、その製造方法及び製造装置
出願人
株式会社オンダ製作所
代理人
主分類
B29C
48/335 20190101AFI20251202BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】発泡層を備える被覆管の好適な製造方法を提供する。
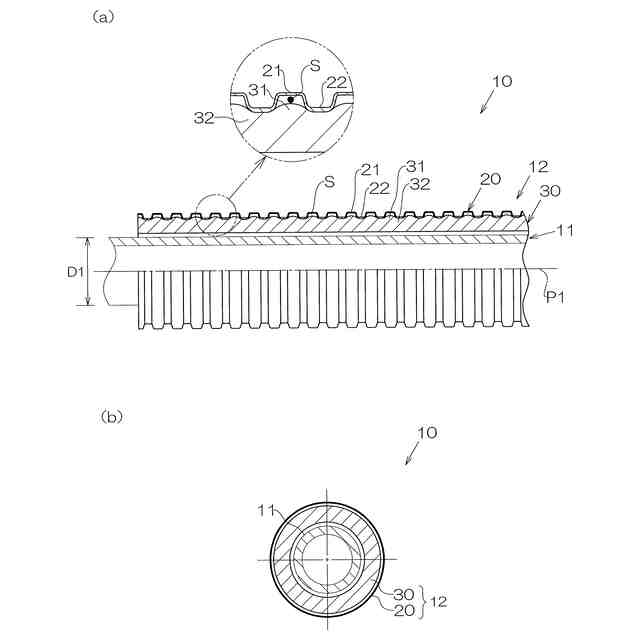
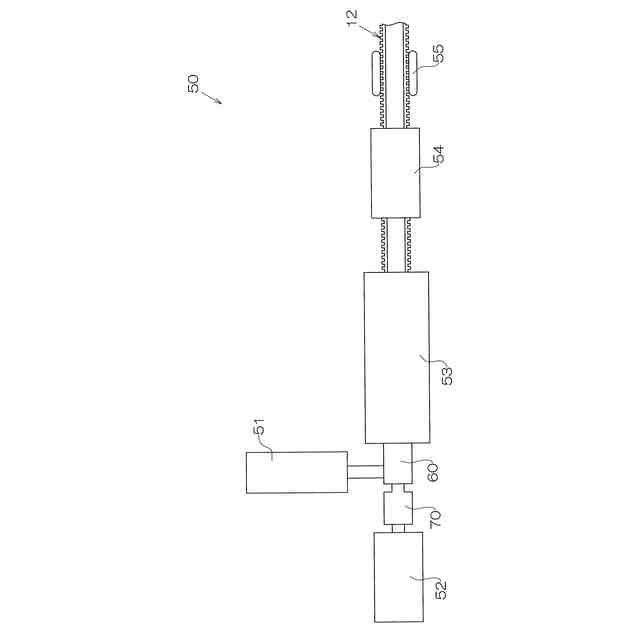
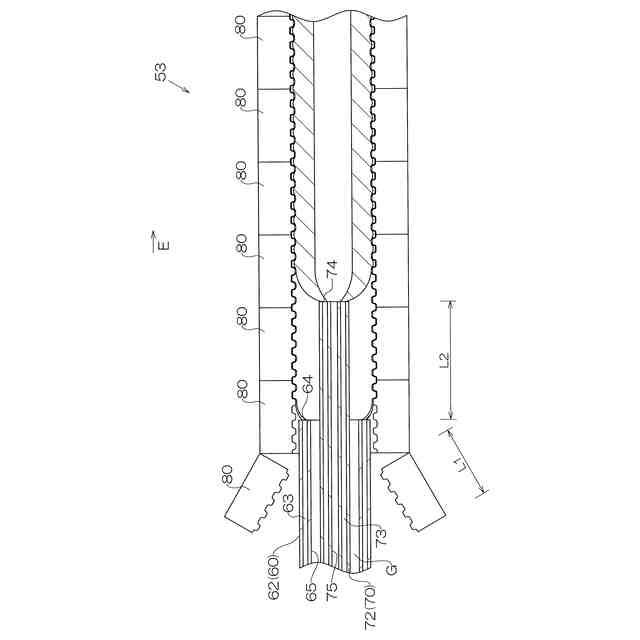
【解決手段】被覆管12は、山部21と谷部22とが軸線方向に交互に設けられた波形の外層20と、内部に多数の気泡が形成された内層30とを備える。被覆管12の製造方法は、コルゲータ53内において、押出方向Eにおける第1位置において外層用吐出口64から外層用材料を押し出し、第1位置よりも下流側の第2位置において内層用吐出口74から内層用材料を押し出す多層押出工程を備える。
【選択図】 図9
特許請求の範囲
【請求項1】
コルゲータ内において、外層用材料及び発泡剤を含む内層用材料を押し出すことにより、山部と谷部とが軸線方向に交互に設けられた波形の外層と、内部に多数の気泡が形成された内層とを備える被覆管を製造する製造方法であって、
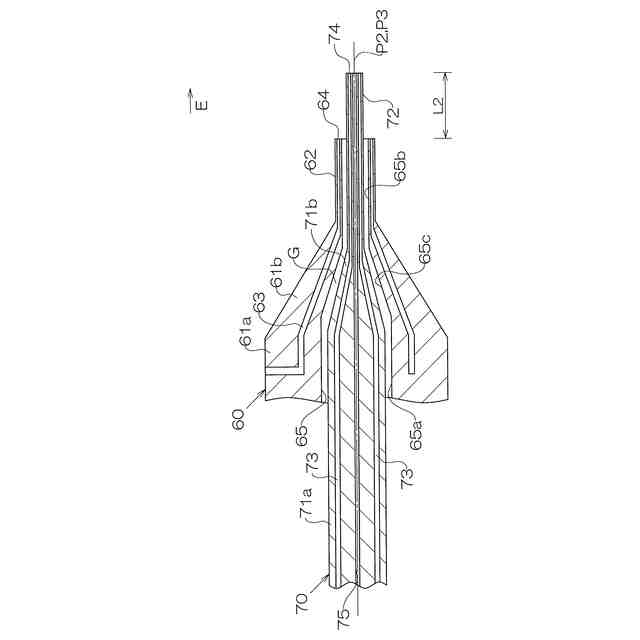
押出方向における第1位置において外層用吐出口から前記外層用材料を押し出し、前記第1位置よりも下流側の第2位置において内層用吐出口から前記内層用材料を押し出す多層押出工程を備える、被覆管の製造方法。
続きを表示(約 1,100 文字)
【請求項2】
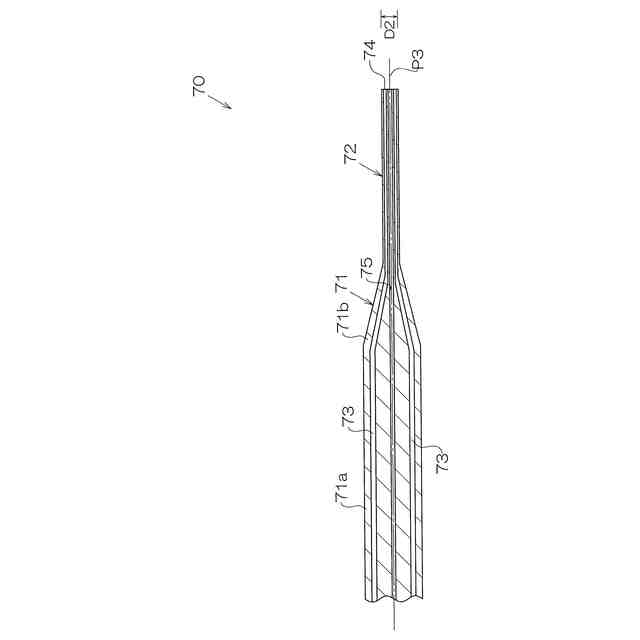
軸線方向に延びる貫通孔を有する外層用ダイが前記外層用吐出口を備え、内層用ダイが前記内層用吐出口を備え、
前記多層押出工程は、第1温度で前記外層用材料を押し出し、前記第1温度よりも低い第2温度で前記内層用材料を押し出し、
前記内層用ダイの内層用吐出口が前記外層用ダイの外層用吐出口よりも押出方向における下流側に位置し、かつ、前記内層用ダイの外周面と前記外層用ダイの内周面との間に隙間ができるように、前記内層用ダイを前記外層用ダイの前記貫通孔に配置する配置工程を備える請求項1に記載の被覆管の製造方法。
【請求項3】
前記第1温度で前記外層用材料を押し出す外層押出工程を備え、
前記外層押出工程を開始した後に、前記配置工程及び前記多層押出工程を行う、請求項2に記載の被覆管の製造方法。
【請求項4】
山部と谷部とが軸線方向に交互に設けられた波形の外層と、内部に多数の気泡が形成された内層とを備える被覆管を製造する製造装置であって、
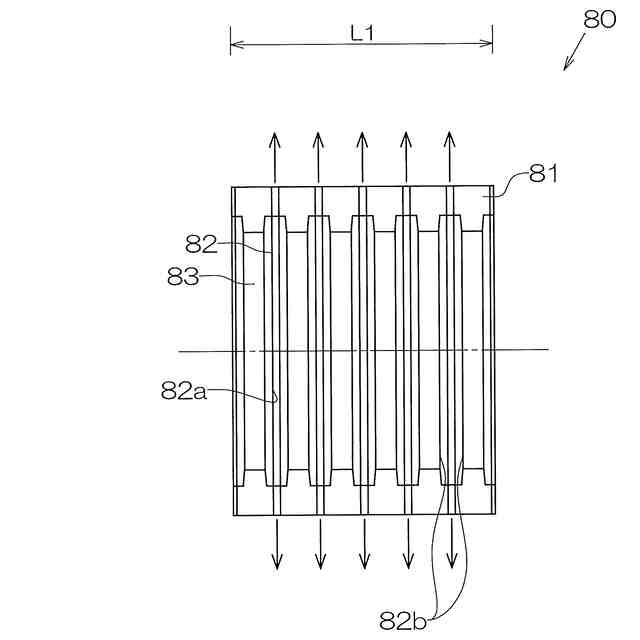
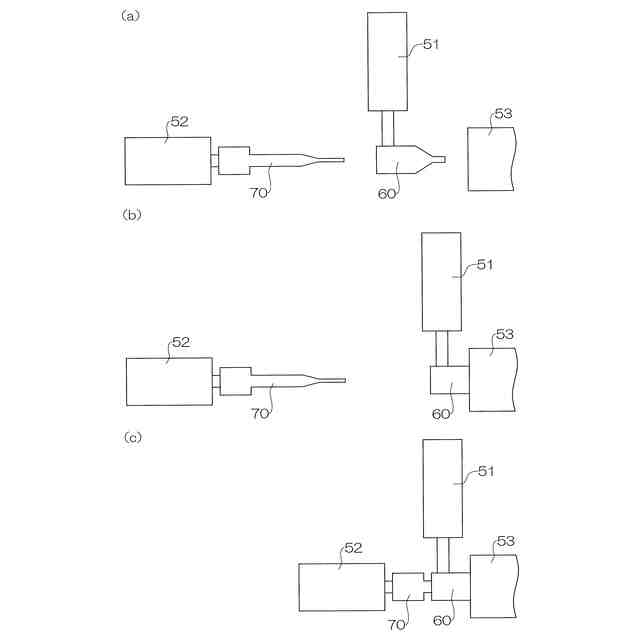
前記外層に波形を付けるコルゲータと、
外層用材料が押し出される外層用吐出口と、
発泡剤を含む内層用材料が押し出される内層用吐出口と、
を備え、
押出方向における第1位置において前記外層用吐出口から前記外層用材料を押し出し、前記第1位置よりも下流側の第2位置において前記内層用吐出口から前記内層用材料を押し出すことができる、被覆管の製造装置。
【請求項5】
軸線方向に延びる貫通孔及び前記外層用吐出口を有する外層用ダイと、
前記内層用吐出口を有する前記内層用ダイと、
を備え、
前記内層用ダイの内層用吐出口が前記外層用ダイの外層用吐出口よりも押出方向における下流側に位置し、かつ、前記内層用ダイの外周面と前記外層用ダイの内周面との間に隙間ができるように、前記内層用ダイを前記外層用ダイの前記貫通孔に配置することができる、請求項4に記載の被覆管の製造装置。
【請求項6】
被覆管であって、
外層用材料から形成され、山部と谷部とが軸線方向に交互に設けられた波形の外層と、
内層用材料から形成され、内部に多数の気泡が形成された内層と、
を備え、
前記外層の前記谷部の外周部は、前記外層用材料を含み、前記内層用材料を含まず、
前記外層の前記谷部と前記内層との間において、前記外層用材料及び前記内層用材料を含み、前記外層と前記内層とを溶融結合する結合部が形成されている被覆管。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被覆管、その製造方法及び製造装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
給水給湯用のパイプとして、内部に多数の気泡が形成された発泡層を備えるパイプが例えば、特許文献1に開示されている。特許文献1のパイプは、内管と、内管の外周に配置された被覆管とを備える複合管となっている。被覆管は、波形の外層と、発泡樹脂からなる内層とを備え、共押出により形成されている。
【先行技術文献】
【特許文献】
【0003】
特開2017-226144号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、特許文献1に記載の製造方法を用いた場合、外層用材料と内層用材料が押出ダイから押し出されると、外層の形状が安定していない状態で、内層用材料が発泡し、膨張するため、被覆管の形状が安定しない場合があった。
【0005】
本発明の目的は、発泡層を有する被覆管の好適な製造方法及び製造装置並びに発泡層を有する好適な被覆管を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決する被覆管の製造方法は、コルゲータ内において、外層用材料及び発泡剤を含む内層用材料を押し出すことにより、山部と谷部とが軸線方向に交互に設けられた波形の外層と、内部に多数の気泡が形成された内層とを備える被覆管を製造する製造方法であって、押出方向における第1位置において外層用吐出口から前記外層用材料を押し出し、前記第1位置よりも下流側の第2位置において内層用吐出口から前記内層用材料を押し出す多層押出工程を備える。
【0007】
上記被覆管の製造方法において、軸線方向に延びる貫通孔を有する外層用ダイが前記外層用吐出口を備え、内層用ダイが前記内層用吐出口を備え、前記多層押出工程は、第1温度で前記外層用材料を押し出し、前記第1温度よりも低い第2温度で前記内層用材料を押し出し、前記内層用ダイの内層用吐出口が前記外層用ダイの外層用吐出口よりも押出方向における下流側に位置し、かつ、前記内層用ダイの外周面と前記外層用ダイの内周面との間に隙間ができるように、前記内層用ダイを前記外層用ダイの前記貫通孔に配置する配置工程を備える。
【0008】
上記被覆管の製造方法において、前記第1温度で前記外層用材料を押し出す外層押出工程を備え、前記外層押出工程を開始した後に、前記配置工程及び前記多層押出工程を行う。
【0009】
上記課題を解決する被覆管の製造装置は、山部と谷部とが軸線方向に交互に設けられた波形の外層と、内部に多数の気泡が形成された内層とを備える被覆管を製造する製造装置であって、前記外層に波形を付けるコルゲータと、外層用材料が押し出される外層用吐出口と、発泡剤を含む内層用材料が押し出される内層用吐出口と、を備え、押出方向における第1位置において前記外層用吐出口から前記外層用材料を押し出し、前記第1位置よりも下流側の第2位置において前記内層用吐出口から前記内層用材料を押し出すことができる。
【0010】
上記被覆管の製造装置において、軸線方向に延びる貫通孔及び前記外層用吐出口を有する外層用ダイと、前記内層用吐出口を有する前記内層用ダイと、を備え、前記内層用ダイの内層用吐出口が前記外層用ダイの外層用吐出口よりも押出方向における下流側に位置し、かつ、前記内層用ダイの外周面と前記外層用ダイの内周面との間に隙間ができるように、前記内層用ダイを前記外層用ダイの前記貫通孔に配置することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社オンダ製作所
被覆管、その製造方法及び製造装置
2日前
株式会社オンダ製作所
管継手
今日
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
グンゼ株式会社
ピン
12か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
22日前
東レ株式会社
フィルムの製造方法
8か月前
株式会社エフピコ
賦形シート
1か月前
株式会社カワタ
計量混合装置
6か月前
日機装株式会社
加圧システム
7か月前
株式会社FTS
ロッド
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
個人
樹脂可塑化方法及び装置
10か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社漆原
シートの成形方法
6か月前
株式会社FTS
成形装置
11か月前
NOK株式会社
樹脂ゴム複合体
3か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
トヨタ自動車株式会社
射出装置
9か月前
株式会社FTS
セパレータ
10か月前
株式会社神戸製鋼所
混練機
10か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社日本製鋼所
監視システム
13日前
株式会社コスメック
射出成形装置
6か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
3か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
8か月前
コイト電工株式会社
フレーム成形品
3か月前
足立建設工業株式会社
製管機
27日前
株式会社バルカー
シートガスケット
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ