TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025174140
公報種別
公開特許公報(A)
公開日
2025-11-28
出願番号
2024080239
出願日
2024-05-16
発明の名称
射出成形機用ノズル、及び射出成形機
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/20 20060101AFI20251120BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】ノズルからの意図しない成形材料の漏れを抑制する、技術を提供する。
【解決手段】射出成形機用ノズルは、成形材料が後方から前方に流れる流路を内部に形成する。前記流路は、前記成形材料を前方に押すスクリュの前進限よりも前方に、後側から前側に向けて、第1狭窄部とストレート部と第2狭窄部と出口部とをこの順番で有する。前記第1狭窄部と前記第2狭窄部は前方に向けて穴径を狭め、前記ストレート部は前方に向けて穴径を維持し、前記出口部は前方に向けて穴径を広げるか又は維持する。射出成形機用ノズルは、前記第2狭窄部と前記出口部の境界よりも後方であって且つ前記ノズルを加熱する加熱器よりも前方に、前記ノズルにおける熱の移動を制限する断熱部と、前記ノズルを冷却する冷却部との少なくとも1つを備える。
【選択図】図5
特許請求の範囲
【請求項1】
成形材料が後方から前方に流れる流路を内部に形成する、射出成形機用ノズルであって、
前記流路は、前記成形材料を前方に押すスクリュの前進限よりも前方に、後側から前側に向けて、第1狭窄部とストレート部と第2狭窄部と出口部とをこの順番で有し、
前記第1狭窄部と前記第2狭窄部は前方に向けて穴径を狭め、前記ストレート部は前方に向けて穴径を維持し、前記出口部は前方に向けて穴径を広げるか又は維持し、
前記第2狭窄部と前記出口部の境界よりも後方であって且つ前記ノズルを加熱する加熱器よりも前方に、前記ノズルにおける熱の移動を制限する断熱部と、前記ノズルを冷却する冷却部との少なくとも1つを備える、射出成形機用ノズル。
続きを表示(約 410 文字)
【請求項2】
前記第1狭窄部の全体が、前記加熱器と前後方向にオーバーラップする、請求項1に記載の射出成形機用ノズル。
【請求項3】
前記第2狭窄部の全体が、前記加熱器の前方に位置する、請求項1に記載の射出成形機用ノズル。
【請求項4】
前記第1狭窄部の側面の勾配は、一定である、請求項1に記載の射出成形機用ノズル。
【請求項5】
前記第2狭窄部の側面の勾配は、前方に向かうほど急である、請求項1に記載の射出成形機用ノズル。
【請求項6】
前記第2狭窄部の前端での前記第2狭窄部の側面の勾配は、前記第1狭窄部の側面の勾配よりも急である、請求項1に記載の射出成形機用ノズル。
【請求項7】
請求項1~6のいずれか1項に記載のノズルと、前記ノズルを加熱する前記加熱器と、前記ノズルが取付けられるシリンダと、を備える、射出成形機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機用ノズル、及び射出成形機に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
特許文献1の図3には、射出成形機用ノズルが図示されている。ノズルは、成形材料を加熱するシリンダの前端に取付けられる。成形材料は、例えば樹脂を含む。シリンダは、成形材料を加熱して溶融させる。ノズルは、成形材料が後方から前方に流れる流路を内部に有する。
【先行技術文献】
【特許文献】
【0003】
特開平07-060795号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
図8及び図9に示すように、第1従来例のノズル320の流路321は、後側(図中右側)から前側(図中左側)に向けて、ストレート部A1と出口部A5とをこの順番で有する。ストレート部A1は、前方に向けて穴径を維持する。出口部A5は、前方に向けて穴径を広げる。出口部A5は、図示しないが前方に向けて穴径を維持してもよい。
【0005】
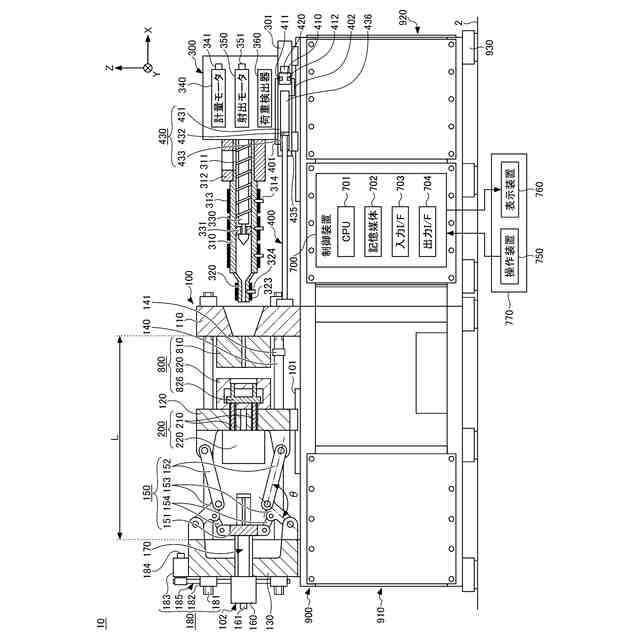
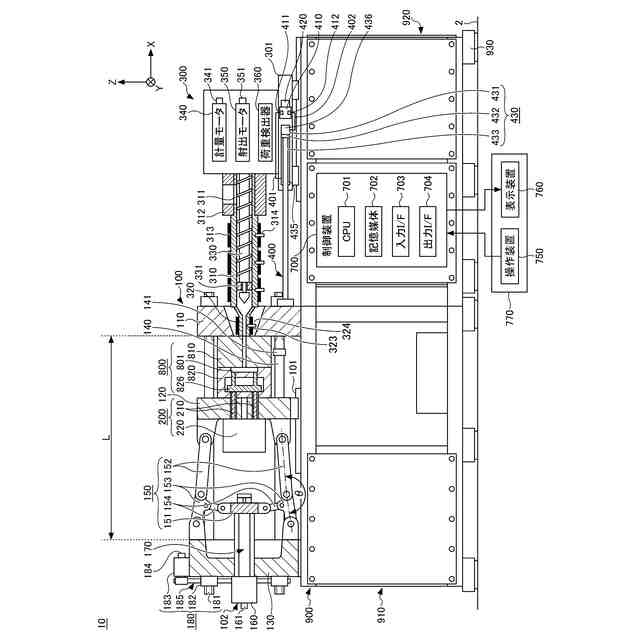
ノズル320の前端は、固定金型810に接触する。固定金型810と可動金型820とで金型装置800が構成される。型締時に、固定金型810と可動金型820の分割面にキャビティ空間801が形成される。キャビティ空間801は、成形品(製品)を成形する空間である。また、固定金型810には、スプルー空間802が形成される。
【0006】
図8に示すように型締時に、ノズル320から前方に射出された成形材料Mは、スプルー空間802を通り、キャビティ空間801に充填される。金型装置800の温度はノズル320の温度よりも低く、成形材料Mは金型装置800の内部で固化する。このとき、ノズル320の出口部A5の成形材料Mも固化する。
【0007】
その後、図9に示すように型開が行われる。固化した成形材料MAは、可動金型820と共に移動する。その後、固化した成形材料MAは、図示しないエジェクタ装置によって可動金型820から突き出される。
【0008】
図8及び図9に示すように、ストレート部A1と出口部A5の境界において、出口部A5の穴径はストレート部A1の穴径よりも小さく、流路321が急激に狭められる。これにより、型開時に、ストレート部A1と出口部A5の境界において、成形材料M、MAの伸長粘度が高く、応力緩和が制限され、成形材料M、MAが切れやすい。
【0009】
但し、図8及び図9に示すように、ストレート部A1と出口部A5の境界において流路321が急激に狭められると、領域Bにおいて成形材料Mの滞留が生じてしまう。成形材料Mの滞留は、成形材料Mの炭化(いわゆる焼け)につながる。炭化した成形材料Mが成形品に混入すると、成形品の品質が低下してしまう。
【0010】
図10に示すように、第2従来例のノズル320の流路321は、後側(図中右側)から前側(図中左側)に向けて、ストレート部A1と第1狭窄部A2と出口部A5とをこの順番で有する。第1狭窄部A2は、前方に向けて穴径を狭める。第1狭窄部A2の側面の勾配は、緩やかである。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
5か月前
グンゼ株式会社
ピン
11か月前
株式会社 型善
射出成形型
11日前
東レ株式会社
フィルムの製造方法
4か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社FTS
ロッド
10か月前
株式会社エフピコ
賦形シート
25日前
東レ株式会社
複合成形体の製造方法
1か月前
日機装株式会社
加圧システム
7か月前
個人
樹脂可塑化方法及び装置
10か月前
トヨタ自動車株式会社
射出装置
8か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
NOK株式会社
樹脂ゴム複合体
2か月前
株式会社FTS
成形装置
11か月前
株式会社漆原
シートの成形方法
6か月前
株式会社不二越
射出成形機
6か月前
株式会社コスメック
射出成形装置
6か月前
株式会社FTS
セパレータ
10か月前
株式会社日本製鋼所
監視システム
2日前
株式会社不二越
射出成形機
3か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
8か月前
株式会社リコー
画像形成システム
11か月前
株式会社神戸製鋼所
混練機
9か月前
トヨタ自動車株式会社
3Dプリンタ
12か月前
コイト電工株式会社
フレーム成形品
2か月前
足立建設工業株式会社
製管機
16日前
三和合板株式会社
化粧板の製造装置
3か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ