TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025172501
公報種別
公開特許公報(A)
公開日
2025-11-26
出願番号
2024078045
出願日
2024-05-13
発明の名称
熱プレス成形用の金型装置及び熱プレス成形方法
出願人
今泉工業株式会社
代理人
個人
主分類
B29C
43/58 20060101AFI20251118BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】熱可塑性合成樹脂などからなる板状をなす被加工部材の一部に、高精度にプレス成形部を設けることを可能とする。
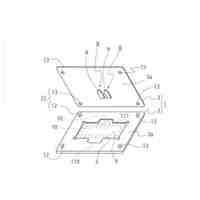
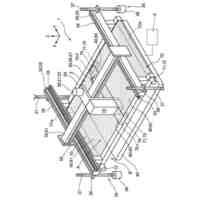
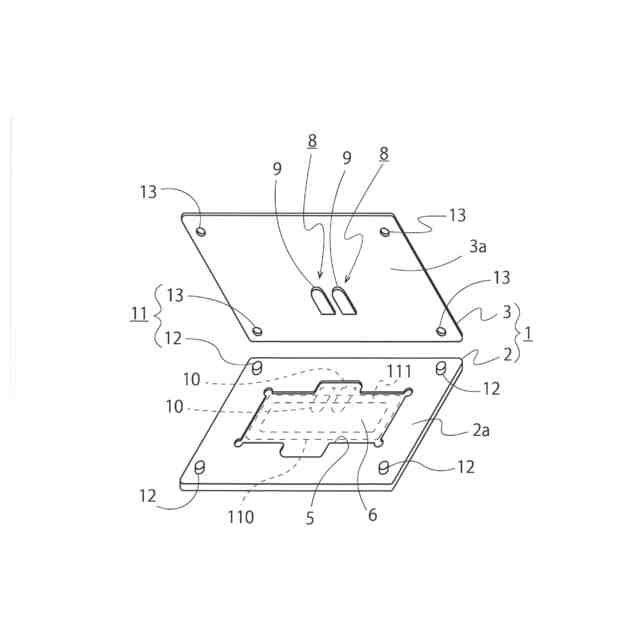
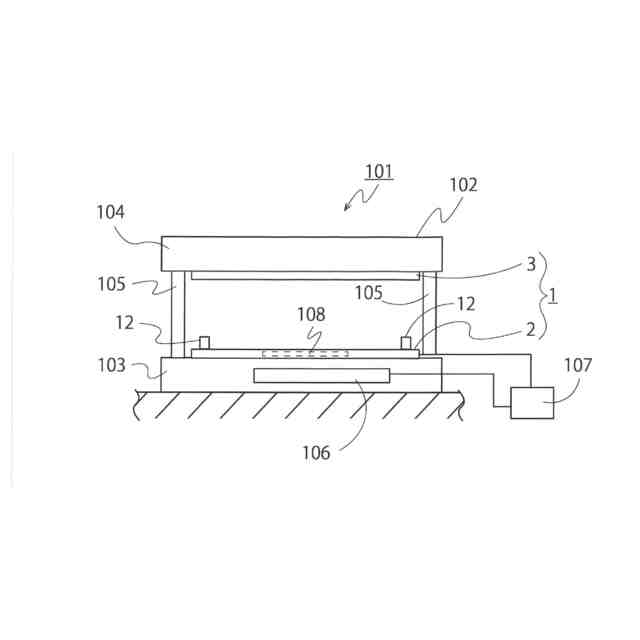
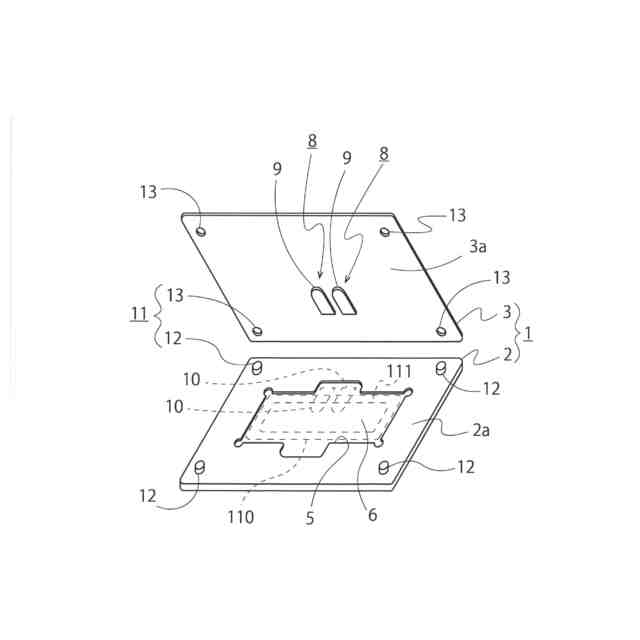
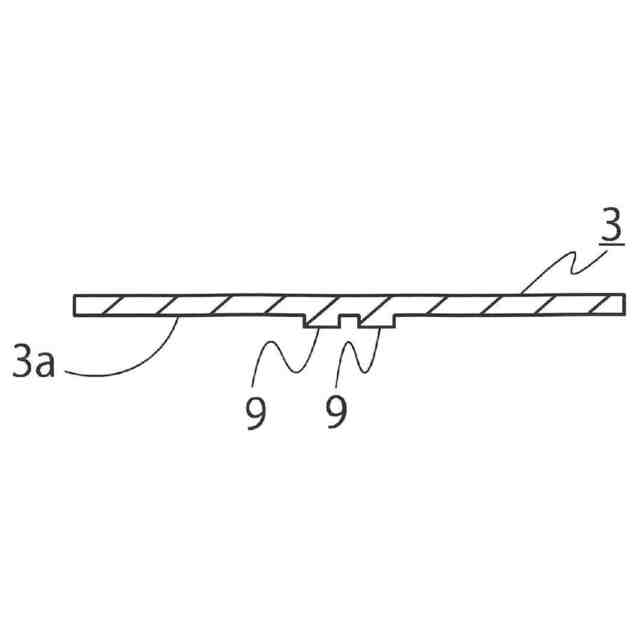
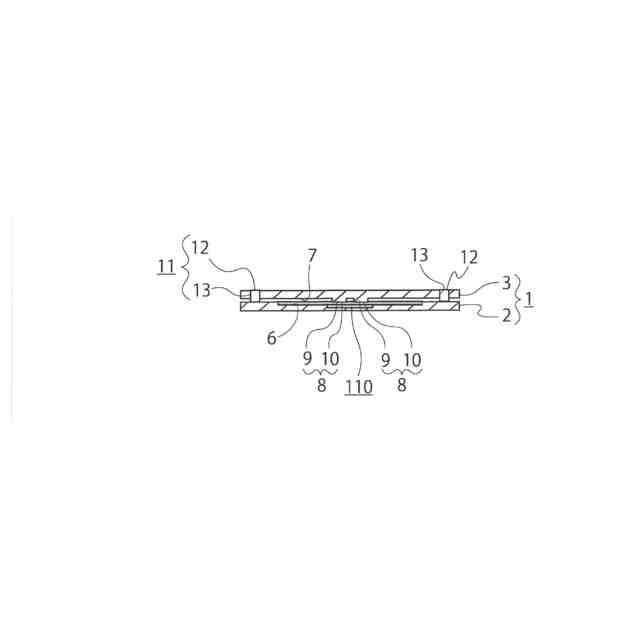
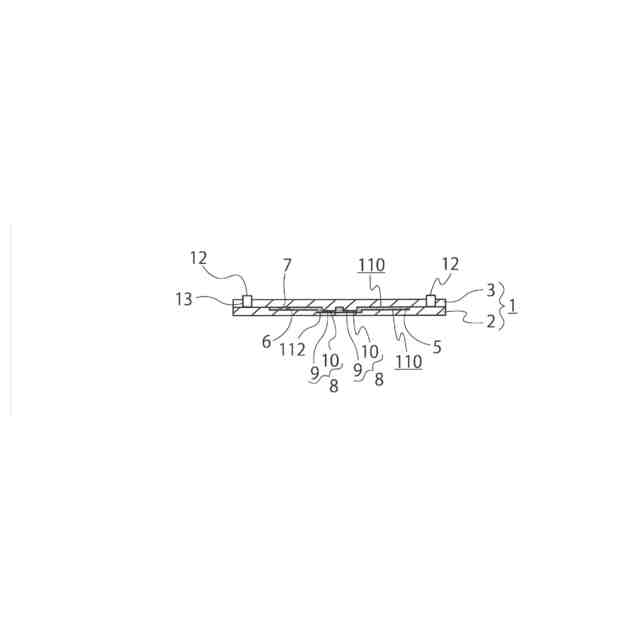
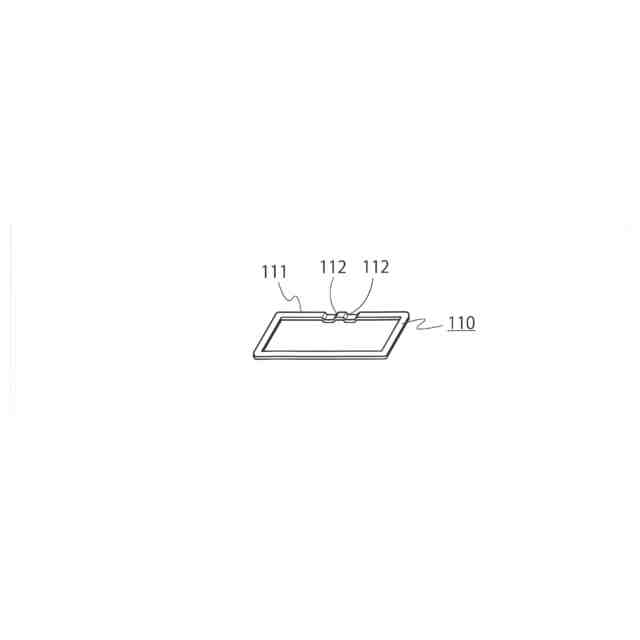
【解決手段】プレスブレーキ101に装着され、互いに位置決めして重ね合わさられて板状をなす被加工部材110に熱プレス成形を施す第1及び第2の金型2、3を備えてなる熱プレス成形用の金型装置1である。第1の金型の第2の金型との重ね合わせ面側に、被加工部材が装着される被加工部材装着部5が設けられるとともに、第1の金型と第2の金型との間に、被加工部材装着部に装着された被加工部材に被プレス成形部を形成するプレス成形部8が設けられ、さらに、互いに重ね合わされた第1の金型と第2の金型との間に支持された被加工部材の加熱温度を制御して加熱するシーズヒーター106、温度コントローラ107が設けられている。
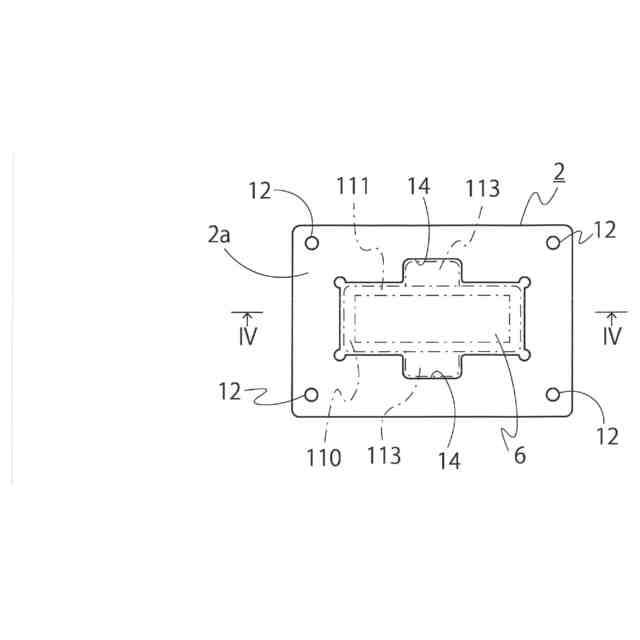
【選択図】図2
特許請求の範囲
【請求項1】
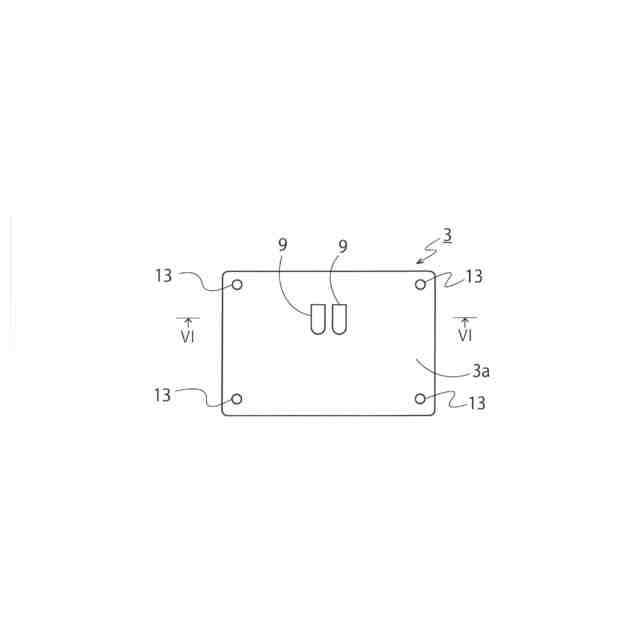
プレス装置に装着され、互いに位置決めして重ね合わさられて板状をなす被加工部材に熱プレス成形を施す第1及び第2の金型を備えてなる熱プレス成形用の金型装置であって、
前記第1の金型の前記第2の金型との重ね合わせ面側に、前記被加工部材が装着される被加工部材装着部が設けられるとともに、
前記第1の金型と前記第2の金型との間に、前記被加工部材装着部に装着された被加工部材に被プレス成形部を形成するプレス成形手段が設けられ、
さらに、互いに重ね合わされた前記第1の金型と前記第2の金型との間に支持された前記被加工部材の加熱温度を制御して加熱する加熱温度制御手段が設けられている
ことを特徴とする熱プレス成形用の金型装置。
続きを表示(約 1,400 文字)
【請求項2】
前記プレス成形手段は、前記1及び第2の金型の一方に設けた押し型と、前記第1及び第2の金型の他方に設けた前記押し型を支持する押し型受け部とからなることを特徴とする請求項1記載の熱プレス成形用の金型装置。
【請求項3】
前記プレス成形手段は、前記第1及び第2の金型の一方に設けた押し型と、前記第1及び第2の金型の他方に設けた前記押し型が嵌合する押し型受け部とからなることを特徴とする請求項1記載の熱プレス成形用の金型装置。
【請求項4】
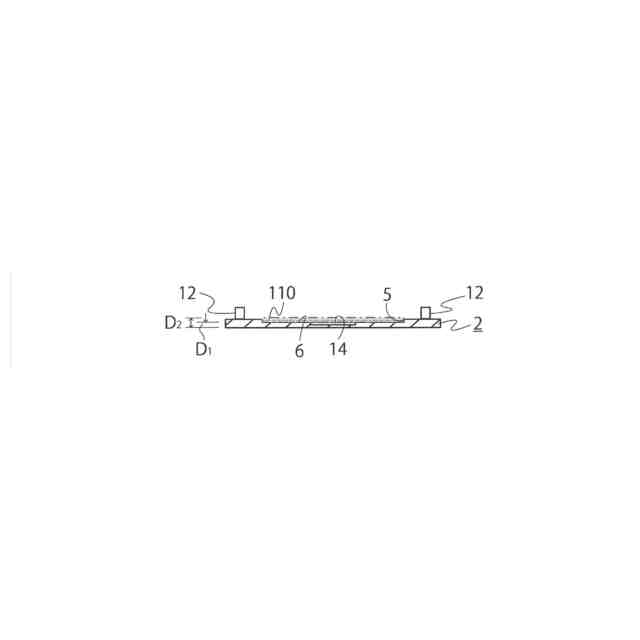
前記被加工部材装着部には、前記第1及び第2の金型間で熱プレス成形された前記被加工部材に生ずるバリを吸収するバリ吸収部が設けられていることを特徴とする請求項1記載の熱プレス成形用の金型装置。
【請求項5】
前記加熱温度制御手段は、前記第1の金型を加熱し、前記第1の金型と前記第2の金型間に支持された前記被加工部材を加熱することを特徴とする請求項1~4のいずれか1項記載の熱プレス成形用の金型装置。
【請求項6】
前記第1の金型は、前記被加工部材が装着される被加工部材装着部を構成する型枠と、前記型枠の一方の面に重ね合わせられて配設され前記被加工部材装着部の底部を構成するとともに前記第2の金型に設けた押し型により熱プレスされる前記被加工部材を支持する押し型を有する底板とからなることを特徴とする請求項1記載の熱プレス用の金型装置。
【請求項7】
プレス装置に装着され、互いに位置決めして重ね合わさられる第1の金型と第2の金型を備えるとともに加熱手段を備える金型装置により、板状をなす被加工部材に熱プレス成形を施す熱プレス成形方法であって、
前記第1の金型の前記第2の金型との重ね合わせ面側に設けた被加工部材装着部に板状をなす被加工部材を装着し、
次いで、前記第2の金型を前記第1の金型に重ね合わせ、
その後、前記加熱手段により、前記被加工部材装着部に装着された前記被加工部材を第1及び第2の金型とともに加熱し、
前記被加工部材を加熱した状態で、前記第2の金型を前記第1の金型に圧接し、前記第1の金型と前記第2の金型との間に設けられたプレス成形手段により前記被加工部材に熱プレス成形を施しプレス成形部を形成する
ことを特徴とする熱プレス成形方法。
【請求項8】
前記被加工部材は、熱可塑性の合成樹脂からなり、融点以下であってガラス転移点以上の温度に加熱されることを特徴とする請求項7記載の熱プレス成形方法。
【請求項9】
前記プレス成形手段は、前記1及び第2の金型の一方に設けた押し型と、前記第1及び第2の金型の他方に設けた前記押し型を支持する押し型受け部とを有し、
前記押し型と前記押し型支持部により、前記加熱された被加工部材の一部を加圧圧縮し、前記被加工部材にプレス成形部を成形することを特徴とする請求項7又は請求項8記載の熱プレス成形方法。
【請求項10】
前記プレス成形手段は、前記第1及び第2の金型の一方に設けた押し型と、前記第1及び第2の金型の他方に設けた前記押し型が嵌合する押し型受け部とからなり、
前記押し型を前記押し型受け部に嵌合し、前記加熱された被加工部材に、前記押し型が転写された被プレス成形部を成形することを特徴とする請求項7又は請求項8記載の熱プレス成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板状の被加工部材、特に熱可塑性の合成樹脂からなる板状の被加工部材の熱プレス成形に用いて有用な熱プレス成形用の金型装置及び熱プレス成形方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
従来、合成樹脂製のシートや、その他合成樹脂製の板状部材に所定の形状を付与した成形品を得る方法として、熱プレス成形法が用いられている(特許文献1)。
【0003】
また、炭素繊維強化プラスチック(CFRP)などの合成樹脂材料にプレス加工を施し、平板状の成形品を得る方法が提案されている(特許文献2)。
【先行技術文献】
【特許文献】
【0004】
特開2017-154409号公報
特開2022-104168号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来、提案されている熱プレス成形法、及びその成形法に用いる装置は、被加工部材である板状部材の全体に成形用金型の形状を転写成形し、あるいは被加工部材の全体を平坦化するものであって、被加工部材の一部に、所定形状を付与することが困難である。
【0006】
そこで、本発明の技術課題は、熱可塑性合成樹脂からなる板状をなす被加工部材の一部に、被プレス成形部を設けることを可能とする熱プレス成形用の金型装置及び熱プレス成形方法を提供することにある。
【0007】
また、本発明の技術課題は、熱可塑性合成樹脂などからなる板状をなす被加工部材の一部に、高精度にプレス成形部を設けることを可能とする熱プレス成形用の金型装置及び熱プレス成形方法を提供することにある。
【0008】
さらに、本発明の技術課題は、熱可塑性合成樹脂などからなる板状をなす被加工部材の一部に、多様な形状のプレス成形部を設けることを可能とする熱プレス成形用の金型装置及び熱プレス成形方法を提供することにある。
【0009】
さらに、本発明の技術課題は、以下に図面を参照して説明される実施の形態により一層明らかにされる。
【課題を解決するための手段】
【0010】
上述したような技術課題を解決するために提案される本発明は、プレス装置に装着され、互いに位置決めして重ね合わさられて板状をなす被加工部材に熱プレス成形を施す第1及び第2の金型を備えてなる熱プレス成形用の金型装置であって、前記第1の金型の前記第2の金型との重ね合わせ面側に、前記被加工部材が装着される被加工部材装着部が設けられるとともに、前記第1の金型と前記第2の金型との間に、前記被加工部材装着部に装着された被加工部材に被プレス成形部を形成するプレス成形手段が設けられ、さらに、互いに重ね合わされた前記第1の金型と前記第2の金型との間に支持された前記被加工部材の加熱温度を制御して加熱する加熱温度制御手段が設けられていることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
今泉工業株式会社
光発電装置及びその製造方法
1か月前
今泉工業株式会社
熱プレス成形用の金型装置及び熱プレス成形方法
12日前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
グンゼ株式会社
ピン
12か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
5か月前
株式会社 型善
射出成形型
19日前
個人
樹脂可塑化方法及び装置
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
日機装株式会社
加圧システム
7か月前
株式会社エフピコ
賦形シート
1か月前
株式会社FTS
ロッド
10か月前
株式会社カワタ
計量混合装置
6か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
トヨタ自動車株式会社
射出装置
9か月前
株式会社漆原
シートの成形方法
6か月前
NOK株式会社
樹脂ゴム複合体
3か月前
株式会社FTS
成形装置
11か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社不二越
射出成形機
8か月前
株式会社FTS
セパレータ
10か月前
株式会社コスメック
射出成形装置
6か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
8か月前
株式会社不二越
射出成形機
6か月前
株式会社日本製鋼所
監視システム
10日前
株式会社不二越
射出成形機
3か月前
ダイハツ工業株式会社
3Dプリンタ
1か月前
トヨタ自動車株式会社
真空成形装置
7か月前
コイト電工株式会社
フレーム成形品
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ