TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025169926
公報種別
公開特許公報(A)
公開日
2025-11-14
出願番号
2025076147
出願日
2025-05-01
発明の名称
射出成形金型用スライダーアセンブリ
出願人
コメルシアル・デ・ウティレス・イ・モルデス・ソシエダッド・アノニマ
,
COMERCIAL DE UTILES Y MOLDES, S.A.
代理人
個人
,
個人
主分類
B29C
33/00 20060101AFI20251107BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】従来のスライダーアセンブリよりも省スペースで、移動の少ない射出成形金型用スライダーアセンブリを提供する。
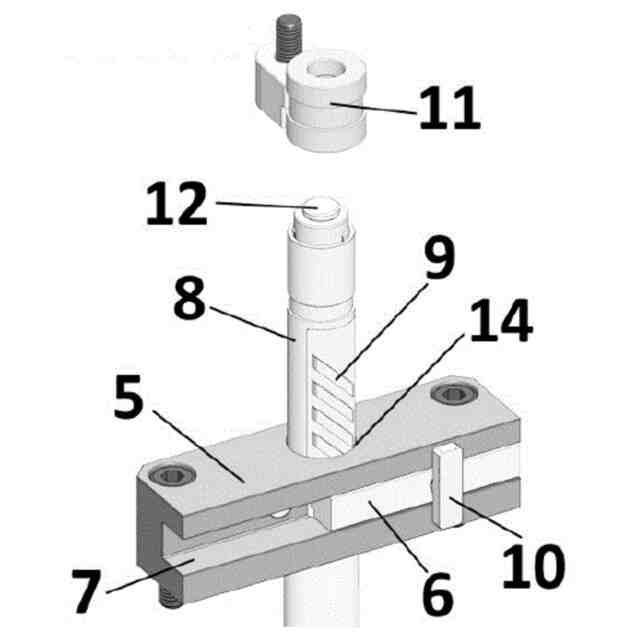
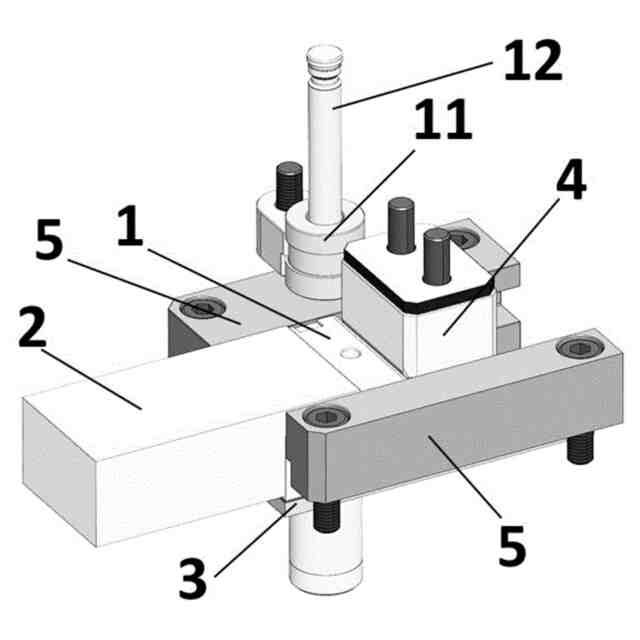
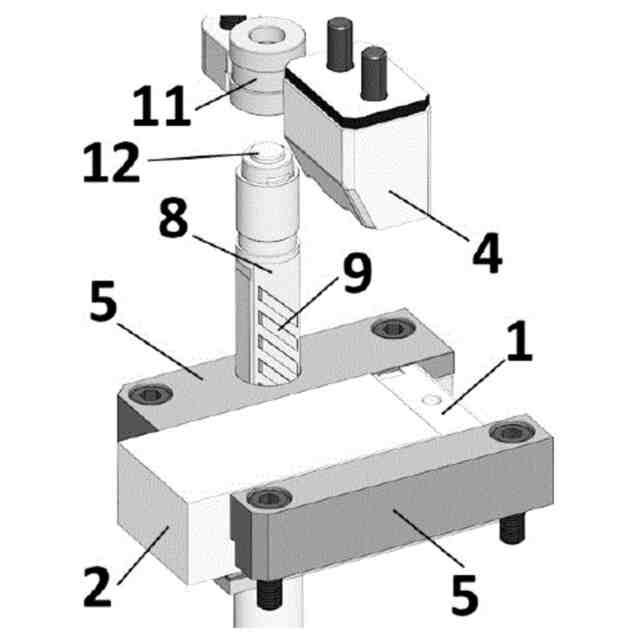
【解決手段】射出成形金型用スライダーアセンブリであって、スライダー本体と、スライダー本体に連結された形状インサートと、スライダー本体に取り付けられたラック(6)が沿って移動するスライダーレール(5)と、押圧要素(8)を移動させる牽引要素(11)と、を含む。押圧要素(8)は、ラック(6)と係合する歯(9)を有しており、牽引要素(11)の移動により、ラック(6)および押圧要素(8)を介して、スライダー本体の移動が生じる。これにより、従来のスライダーアセンブリに比べ、移動が少なく、省スペースな射出成形金型用スライダーアセンブリを提供することができる。
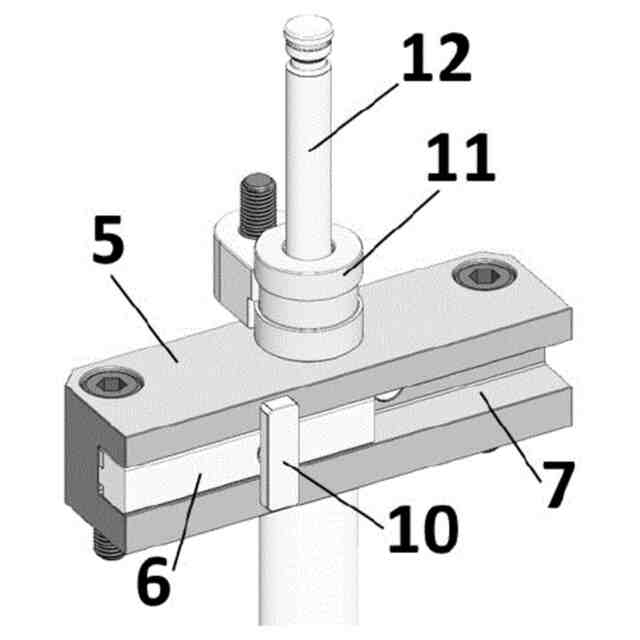
【選択図】図5
特許請求の範囲
【請求項1】
射出成形金型用スライダーアセンブリであって、
スライダー本体(1)と、
前記スライダー本体(1)に連結された形状インサート(2)と、
前記スライダー本体(1)に取り付けられたラック(6)が沿って移動するスライダーレール(5)と、を含み、
前記射出成形金型用スライダーアセンブリは、
押圧要素(8)を移動させる牽引要素(11)をさらに含み、
前記押圧要素(8)は、前記ラック(6)と係合する歯(9)を有しており、前記牽引要素(11)の移動により、前記ラック(6)および前記押圧要素(8)を介して、前記スライダー本体(1)の移動が生じることを特徴とする射出成形金型用スライダーアセンブリ。
続きを表示(約 540 文字)
【請求項2】
前記ラック(6)および前記押圧要素(8)は、互いに直交している請求項1に記載の射出成形金型用スライダーアセンブリ。
【請求項3】
前記押圧要素(8)および前記牽引要素(11)をシャフト(12)が貫通しており、
前記押圧要素(8)および前記牽引要素(11)は、前記シャフト(12)に沿って移動可能である請求項1または2に記載の射出成形金型用スライダーアセンブリ。
【請求項4】
前記スライダーレール(5)は、スロット(7)を含み、前記ラック(6)が前記スロット(7)内を移動する請求項1ないし3のいずれかに記載の射出成形金型用スライダーアセンブリ。
【請求項5】
前記ラック(6)は、フック(10)を含む請求項1ないし4のいずれかに記載の射出成形金型用スライダーアセンブリ。
【請求項6】
前記牽引要素(11)は、ブッシュである請求項1ないし5のいずれかに記載の射出成形金型用スライダーアセンブリ。
【請求項7】
前記スライダーレール(5)は、前記押圧要素(8)およびシャフト(12)が貫通する穴(14)を含む請求項1ないし6のいずれかに記載の射出成形金型用スライダーアセンブリ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形金型用スライダーアセンブリ(slider assembly for injection molds)に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
射出成形金型の分野において、スライダーアセンブリが製品の側面を成形するために用いられ、従来の金型の伝統的なシステムでは複製(reproduce)不可能な外形形状(figure shapes)が製造される。なぜならば、従来の金型は、基本的にモールドプレート(mold plate)とキャビティプレート(cavity plate)により形成され、すべての加工部品が金型の開方向に離型される(demolded)単一の開動作しか有していないからである。
【0003】
従来の手順によっては離型できない形状を有する部品を製造する必要がある金型には、スライダーと呼ばれる機構を適用する必要がある。スライダーは、開閉工程の間に、金型の開口に対して垂直方向の変位(displacements)を伝達する役割を有し、これにより金型を開く工程の間、かつ、射出された製品を離型する工程へ進む前に、前述のネガティブ形状(negatives)を垂直方向に離型することが可能となる。
【0004】
したがって、スライダーは、対象の形状を金型から取り外せるようにするために、それぞれの特定のケースにおいて通過すべき経路を定めるガイドまたはレール上を移動しなければならない。
【0005】
長い離型経路、すなわち25ミリメートル以上の経路が実行される場合、傾斜ガイド(inclined guide)の使用は次第に困難となり、35ミリメートル以上の場合、その使用は最適ではないと考えられている。
【0006】
金型を機械に固定するためのマグネットプレート(magnetic plates)やロボットの使用は、ますます重要性を増しており、日々多くの企業が、設備の性能向上を図るために、これらの新技術を導入している。
【0007】
これらの新技術の導入により、製造工程において経済的な改善がもたらされる一方で、同時に、新たな解決すべき予期せぬ問題が発生する。
【0008】
第一に、機械に取り付けられたマグネットプレートは、金型を機械に取り付ける際に大幅な時間短縮をもたらすが、1つの金型につき2枚のマグネットプレートを使用するため、マグネットプレート(各プレートで1つ分)の厚さの分だけ、開口経路(opening path)が減少する。その結果、長いストロークのスライダー(long-stroke sliders)を有するすべての金型に困難さが生じ、多くの場合、スペースの不足によりロボットの使用を断念せざるを得なくなる。
【0009】
上述の欠点に加えて、長い経路を有するスライダーを必要とする金型内において、作業用ロボットの使用を優先する場合には、傾斜ガイドは使用できず、代わりに、空気圧(pneumatic)または油圧(hydraulic)による変位が用いられるが、その適用には、多くの不都合が伴い、その応用を必要とする。
【発明の概要】
【0010】
したがって、本発明の目的は、従来のスライダーアセンブリよりも省スペースで、移動(movement)の少ない射出成形金型用スライダーアセンブリを提供することである。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
シーメット株式会社
光造形装置
10か月前
CKD株式会社
型用台車
11か月前
東レ株式会社
フィルムの製造方法
4か月前
グンゼ株式会社
ピン
11か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
8か月前
株式会社 型善
射出成形型
1日前
株式会社カワタ
計量混合装置
6か月前
個人
樹脂可塑化方法及び装置
10か月前
株式会社FTS
ロッド
10か月前
株式会社エフピコ
賦形シート
15日前
日機装株式会社
加圧システム
7か月前
東レ株式会社
複合成形体の製造方法
1か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社FTS
成形装置
10か月前
株式会社漆原
シートの成形方法
5か月前
トヨタ自動車株式会社
射出装置
8か月前
NOK株式会社
樹脂ゴム複合体
2か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
7か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社FTS
セパレータ
9か月前
株式会社リコー
画像形成システム
11か月前
株式会社コスメック
射出成形装置
5か月前
株式会社不二越
射出成形機
5か月前
トヨタ自動車株式会社
真空成形装置
6か月前
トヨタ自動車株式会社
3Dプリンタ
11か月前
東レ株式会社
溶融押出装置および押出方法
10か月前
三和合板株式会社
化粧板の製造装置
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































