TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025168638
公報種別
公開特許公報(A)
公開日
2025-11-11
出願番号
2025015142
出願日
2025-01-31
発明の名称
複合チャージのパンチ形成
出願人
ザ・ボーイング・カンパニー
代理人
個人
,
個人
,
個人
主分類
B29C
70/34 20060101AFI20251104BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】複合チャージをパンチ形成することを提供する。
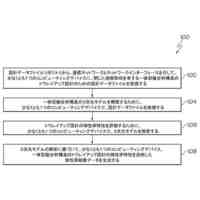
【解決手段】複合チャージをパンチ形成する方法が提示される。形成ツールが、複合チャージと接触して配置される。形成ツールに接続された複数のアクチュエータが、複合チャージに向かって形成ツールを駆動するために、同時に作動する。複数のアクチュエータは、複合チャージ内に可変断面を生成するために複数の速さで駆動する。複数のアクチュエータは同時に停止する。
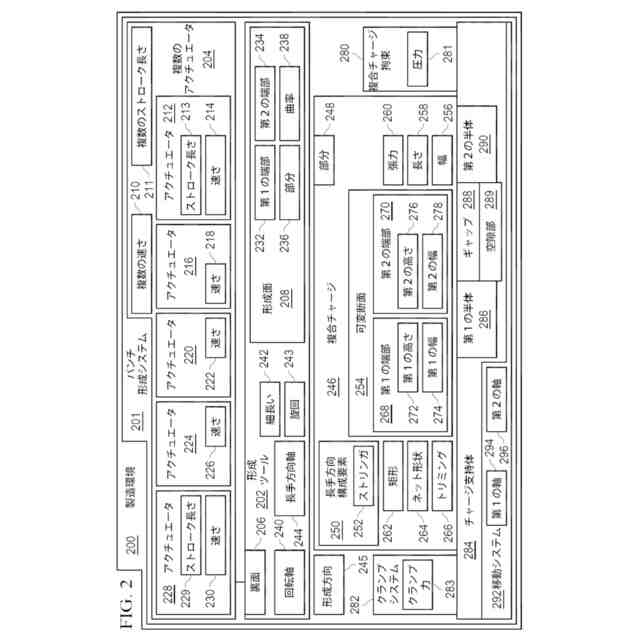
【選択図】図2
特許請求の範囲
【請求項1】
複合チャージ(246,704)をパンチ形成する方法(800)であって、
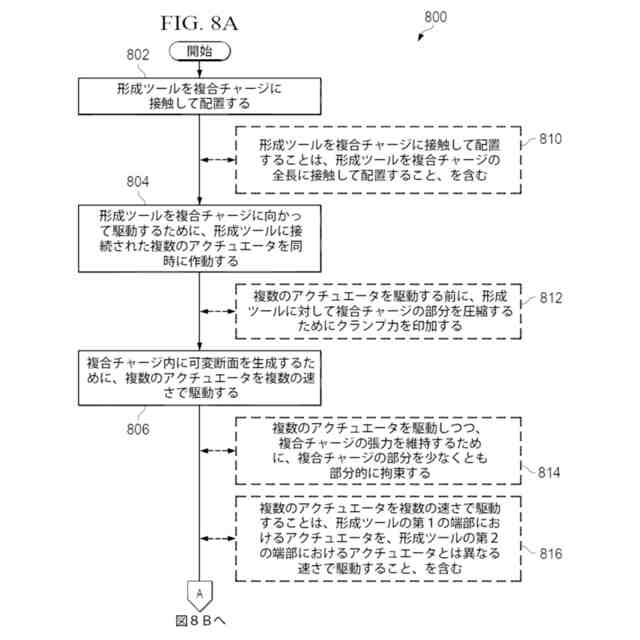
形成ツール(202,404,602,702)を複合チャージ(246,704)に接触して配置するステップ(802)と、
前記形成ツール(202,404,602,702)に接続された複数のアクチュエータ(204,402,714)を同時に作動させて前記形成ツール(202,404,602,702)を前記複合チャージ(246,704)に向かって駆動するステップ(804)と、
複数の前記アクチュエータ(204,402,714)を複数の速さ(210)で駆動して前記複合チャージ(246,704)内に可変断面(254)を生成するステップ(806)と、
複数の前記アクチュエータ(204,402,714)を同時に停止するステップ(808)と
を含む、方法。
続きを表示(約 2,100 文字)
【請求項2】
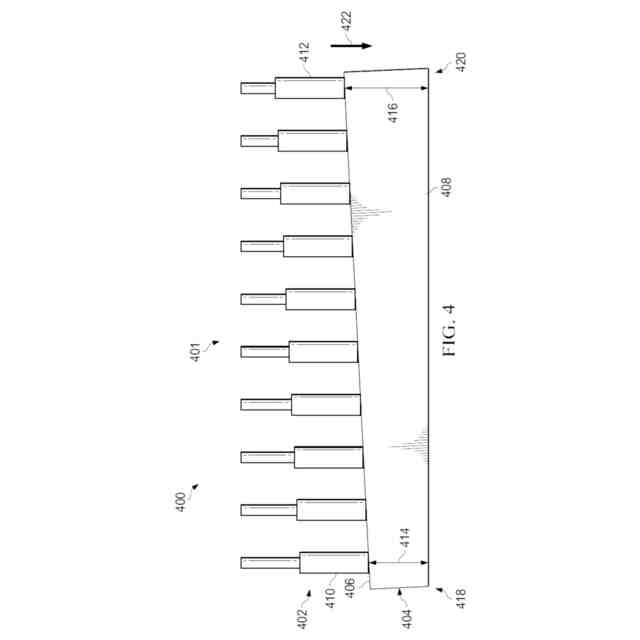
複数の前記アクチュエータ(204,402,714)を複数の前記速さ(210)で駆動するステップが、前記形成ツール(202,404,602,702)の第1の端部(232,418)における前記アクチュエータ(228,410)を、前記形成ツール(202,404,602,702)の第2の端部(234,420)におけるアクチュエータ(212,412)とは異なる速さ(230)で駆動するステップ(816)を含む、請求項1に記載の方法。
【請求項3】
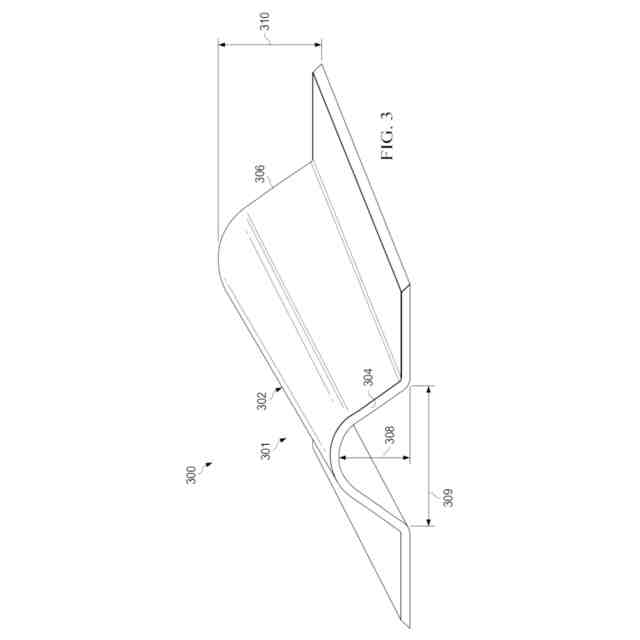
複数の前記アクチュエータ(204,402,714)を複数の前記速さ(210)で駆動して前記複合チャージ(246,704)内に前記可変断面(254)を生成するステップが、前記複合チャージ(246,704)を、第1の端部(268,304)において第1の高さ(272,308)をゆうしかつ第2の端部(270,306)において第2の高さ(276,310)を有する形状に形成するステップ(818)であって、前記第2の高さ(276,310)が、前記第1の高さ(272,308)とは異なる、ステップを含む、請求項1に記載の方法。
【請求項4】
複数の前記アクチュエータ(204,402,714)を複数の前記速さ(210)で駆動して前記複合チャージ(246,704)内に前記可変断面(254)を生成するステップが、前記複合チャージ(246,704)を、第1の端部(268,304)において第1の幅(274,309)を有しかつ第2の端部(270,306)において第2の幅(278)を有する形状に形成するステップであって、前記第2の幅(278)が、前記第1の幅(274,309)とは異なる、ステップを含む(820)、請求項1に記載の方法。
【請求項5】
前記形成ツール(202,404,602,702)を前記複合チャージ(246,704)に接触して配置するステップが、前記形成ツール(202,404,602,702)を前記複合チャージ(246,704)の全長(258)に接触して配置するステップ、を含む(810)、請求項1に記載の方法。
【請求項6】
複数の前記アクチュエータ(204,402,714)を駆動する前に、クランプ力(283)を印加して前記形成ツール(202,404,602,702)に対して前記複合チャージ(246,704)の部分(248)を圧縮するステップ(812)をさらに含む、請求項1に記載の方法。
【請求項7】
前記複合チャージ(246,704)の部分を少なくとも部分的に拘束し、複数の前記アクチュエータ(204,402,714)を駆動している間に前記複合チャージ(246,704)の張力(260)を維持するステップ(814)をさらに含む、請求項1に記載の方法。
【請求項8】
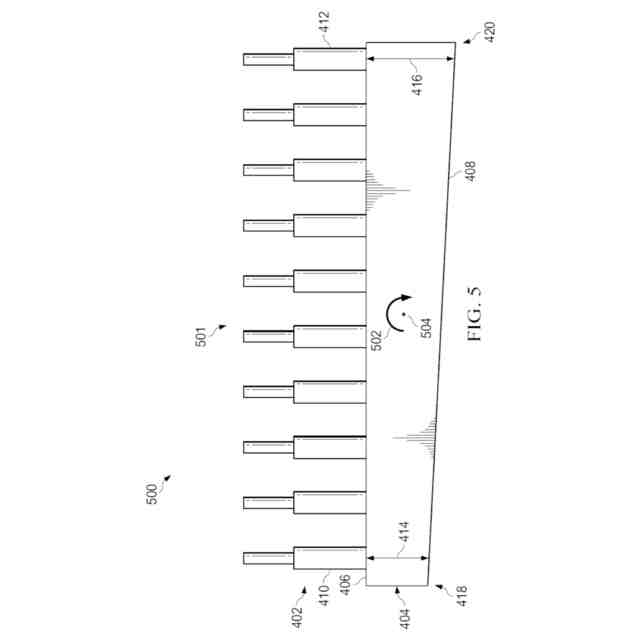
複数の前記アクチュエータ(204,402,714)を複数の速さ(210)で駆動して前記複合チャージ(246,704)内に前記可変断面(254)を生成するステップが、前記複合チャージ(246,704)の幅(256)に平行な回転軸(240,504)回りに前記形成ツール(202,404,602,702)を回転させるステップ(822)を含む、請求項1に記載の方法。
【請求項9】
複数の前記アクチュエータ(204,402,714)が、前記形成ツール(202,404,602,702)の長手方向軸(244)に沿って分布され、
複数の前記アクチュエータ(204,402,714)を複数の速さ(210)で駆動して前記複合チャージ(246,704)内に前記可変断面(254)を生成するステップが、前記長手方向軸(244)に沿って複数の前記アクチュエータ(204,402,714)を複数のストローク長さ(211)で駆動して前記複合チャージ(246,704)内に前記可変断面(254)を生成するステップ(824)を含む、請求項1に記載の方法。
【請求項10】
可変断面(254)のためのパンチ形成システム(201,282)であって、
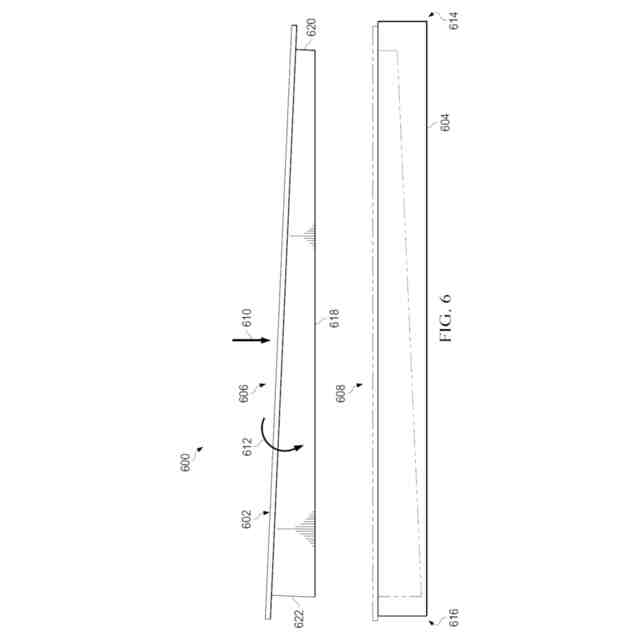
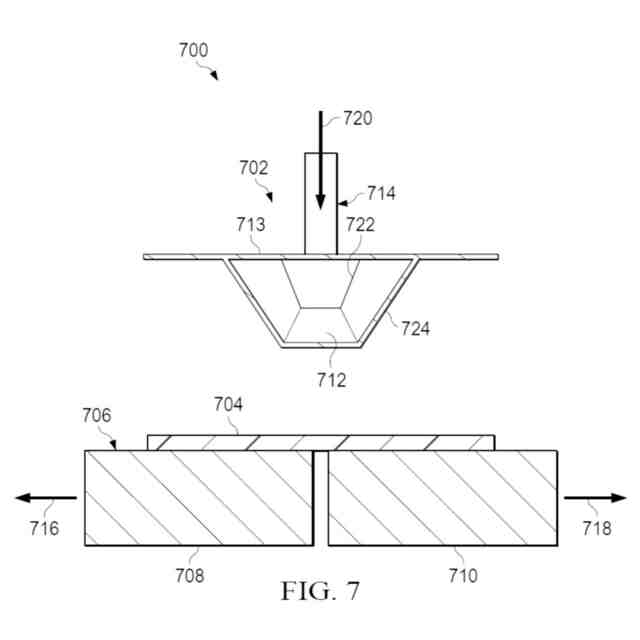
複合チャージ(246,704)の形成中に前記複合チャージ(246,704)を支持するチャージ支持体(284,604,706)と、
前記チャージ支持体(284,604,706)上に配置される形成ツール(202,404,602,702)であって、前記形成ツール(202,404,602,702)が、形成面(208,408,618,712)及び裏面(206,406,713)を備える、形成ツールと、
前記形成ツール(202,404,602,702)の前記裏面(206,406,713)に接続され、複数の速さ(210)で動作して前記形成面(208,408,618,712)と前記チャージ支持体(284,604,706)との間に前記複合チャージ(246,704)を形成する複数のアクチュエータ(204,402,714)と
を備える、パンチ形成システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、一般に、複合材製造に関し、より具体的には、可変断面を有する複合材構造を形成する方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
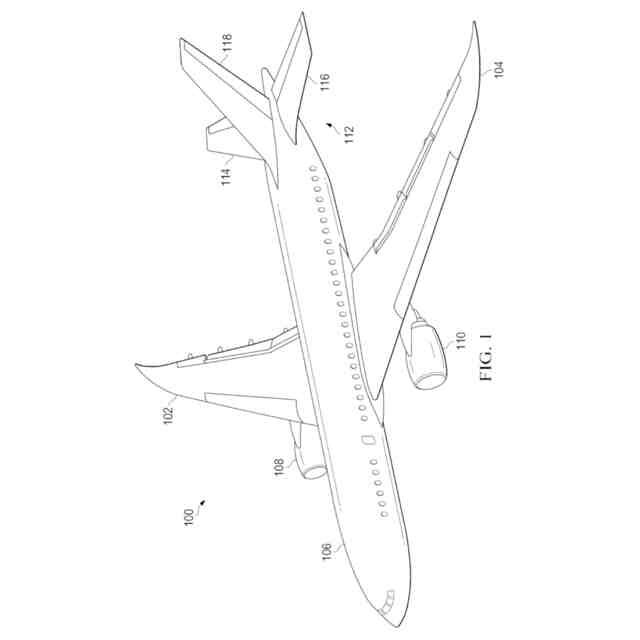
歴史的に、民間航空機用途の複合ストリンガは、翼長方向に沿って一定の断面で設計されてきた。一定断面の複合ストリンガは、パンチ形成の従来の方法を使用して作成することができる。
【0003】
将来の航空機の設計は、テーパ状ストリンガ断面から恩恵を受けることができる。テーパ状ストリンガ断面は、ストリンガの重量を低減すること、及び性能を改善することのうちの少なくとも一方を行うことができる。しかしながら、複合ストリンガパンチ形成の従来の方法は、断面のテーパを考慮していない。
【発明の概要】
【発明が解決しようとする課題】
【0004】
したがって、上記で述べた問題の少なくとも一部、並びに他の可能性のある問題を考慮に入れた方法及び装置を有することが望ましい。例えば、テーパ状断面を生成し得るパンチ形成方法を有することが望ましい。
【課題を解決するための手段】
【0005】
本開示の一実施形態は、複合チャージをパンチ形成する方法を提供する。形成ツールが、複合チャージと接触して配置される。形成ツールに接続された複数のアクチュエータが、複合チャージに向かって形成ツールを駆動するために、同時に作動する。複数のアクチュエータは、複合チャージ内に可変断面を生成するために複数の速さで駆動する。複数のアクチュエータは同時に停止する。
【0006】
本開示の一実施形態は、可変断面のためのパンチ形成システムを提供する。パンチ形成システムは、チャージ支持体と、形成ツールと、複数のアクチュエータと、を備える。チャージ支持体は、複合チャージの形成中に複合チャージを支持するように構成され、形成ツールは、チャージ支持体上に配置され、形成ツールは、形成面と、裏面と、を備え、複数のアクチュエータは、形成ツールの裏面に接続され、形成面とチャージ支持体との間に複合チャージを形成するために複数の速さで動作するように構成される。
【0007】
本開示のさらに別の実施形態は、複合チャージをパンチ形成する方法を提供する。
【0008】
複合チャージが、チャージ支持体上に配置される。形成ツールは、複合チャージ内に可変断面を生成するために、複数のアクチュエータを複数の速さで使用して、チャージ支持体に向かって複合チャージに対して駆動される。複数のアクチュエータは同時に停止する。
【0009】
本開示のさらに別の実施形態は、複合チャージをパンチ形成する方法を提供する。形成ツールが、複合チャージと接触して配置される。形成ツールに接続された複数のアクチュエータが、複合チャージに向かって形成ツールを駆動するために、同時に作動する。複数のアクチュエータは、複合チャージ内に可変断面を生成するために複数のストローク長さで駆動される。複数のアクチュエータは同時に停止する。
【0010】
特徴及び機能は、本開示の様々な実施形態において単独で達成することができ、さらに他の実施形態では組み合わされてもよく、さらなる詳細は、以下の説明及び図面を参照して理解することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ザ・ボーイング・カンパニー
複合チャージのパンチ形成
今日
ザ・ボーイング・カンパニー
閉じた端部形状を有する一体型複合材構造のトウレイアップ設計を解析するための方法
6日前
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
シーメット株式会社
光造形装置
10か月前
CKD株式会社
型用台車
10か月前
グンゼ株式会社
ピン
11か月前
東レ株式会社
フィルムの製造方法
7か月前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
4か月前
個人
樹脂可塑化方法及び装置
9か月前
東レ株式会社
複合成形体の製造方法
28日前
株式会社カワタ
計量混合装置
5か月前
日機装株式会社
加圧システム
6か月前
株式会社エフピコ
賦形シート
6日前
東レ株式会社
フィルムの製造方法。
3か月前
株式会社FTS
ロッド
9か月前
トヨタ自動車株式会社
射出装置
8か月前
株式会社FTS
成形装置
10か月前
NOK株式会社
樹脂ゴム複合体
2か月前
株式会社漆原
シートの成形方法
5か月前
東レ株式会社
樹脂フィルムの製造方法
5か月前
東レ株式会社
炭素繊維シートの製造方法
6か月前
株式会社不二越
射出成形機
7か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社コスメック
射出成形装置
5か月前
株式会社リコー
画像形成システム
11か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
5か月前
株式会社FTS
セパレータ
9か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
7か月前
個人
ノズルおよび熱風溶接機
10か月前
三和合板株式会社
化粧板の製造装置
2か月前
東レ株式会社
繊維強化プラスチック構造体
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ