TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025165304
公報種別
公開特許公報(A)
公開日
2025-11-04
出願番号
2024069341
出願日
2024-04-22
発明の名称
金型装置、及び射出成形システム
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/37 20060101AFI20251027BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】型締方向と直交する方向における金型装置の冷却ムラを低減することができ、型締方向と直交する方向における成形品の収縮ムラを低減することができる、技術を提供する。
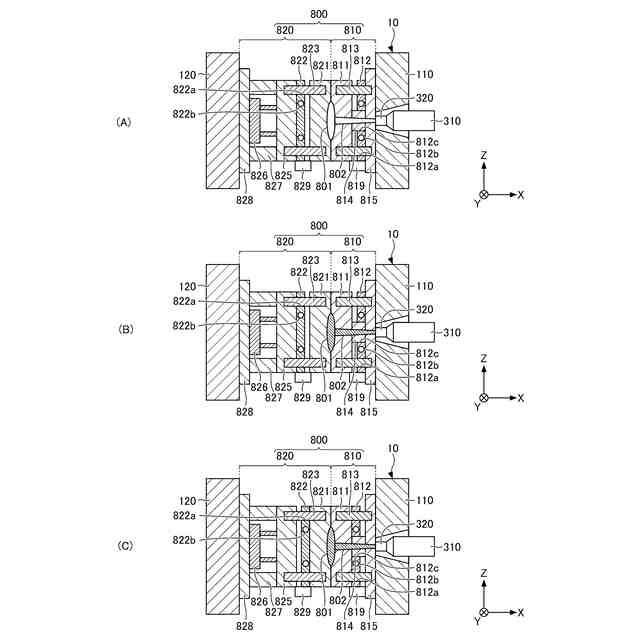
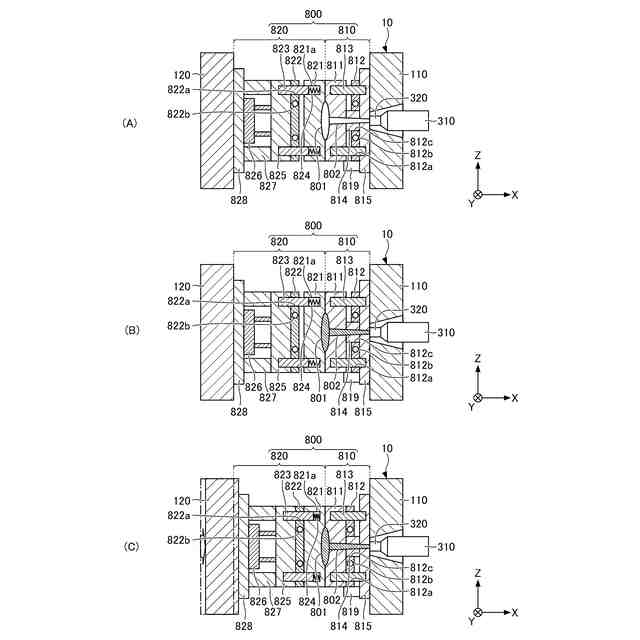
【解決手段】固定金型は、型締時に可動金型に接し、キャビティ空間の壁面の一部を形成する第1型部と、成形材料の充填時における前記第1型部の温度よりも低い温度に温度調節される第1冷却部と、前記第1冷却部と前記第1型部の一方を他方に対して相対的に移動可能に支持する第1支持部と、有する。前記第1冷却部と前記第1型部は、互いに離隔する位置と互いに接触する位置との間で、型開方向と型閉方向の両方向に相対的に移動可能である。
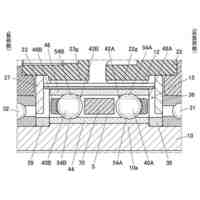
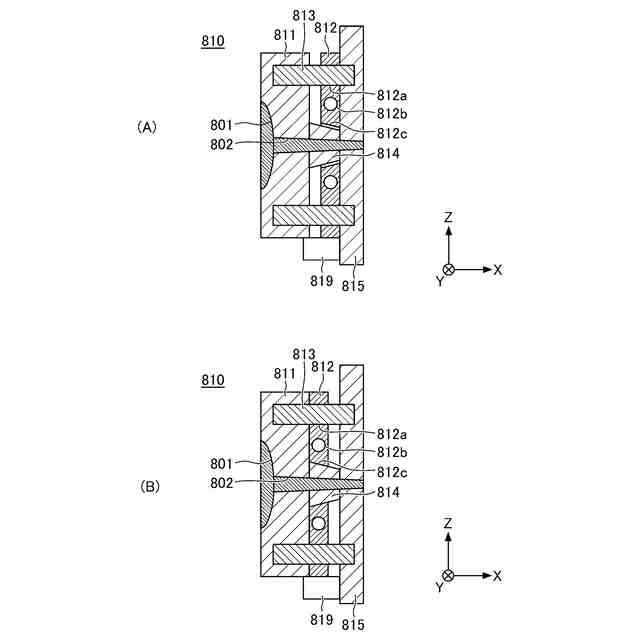
【選択図】図3
特許請求の範囲
【請求項1】
固定金型と可動金型を備え、型締時に前記固定金型と前記可動金型の間にキャビティ空間を形成する、金型装置であって、
前記キャビティ空間は、予め加熱された成形材料を充填する空間であって
前記固定金型は、前記型締時に前記可動金型に接し、前記キャビティ空間の壁面の一部を形成する第1型部と、前記成形材料の充填時における前記第1型部の温度よりも低い温度に温度調節される第1冷却部と、前記第1冷却部と前記第1型部の一方を他方に対して相対的に移動可能に支持する第1支持部と、有し、
前記第1冷却部と前記第1型部は、互いに離隔する位置と互いに接触する位置との間で、型開方向と型閉方向の両方向に相対的に移動可能であり、
前記可動金型は、前記型締時に前記固定金型に接し、前記キャビティ空間の壁面の一部を形成する第2型部と、前記成形材料の充填時における前記第2型部の温度よりも低い温度に温度調節される第2冷却部と、前記第2冷却部と前記第2型部の一方を他方に対して相対的に移動可能に支持する第2支持部と、を有し、
前記第2冷却部と前記第2型部は、互いに離隔する位置と互いに接触する位置との間で、型開方向と型閉方向の両方向に相対的に移動可能である、金型装置。
続きを表示(約 1,000 文字)
【請求項2】
前記可動金型は、前記第2冷却部と前記第2型部を相対的に移動させる第2駆動部を有する、請求項1に記載の金型装置。
【請求項3】
前記可動金型は、前記型締時に前記第2冷却部に対して前記第2型部を型閉方向に付勢する第2付勢部を有する、請求項1に記載の金型装置。
【請求項4】
前記第1支持部と前記第2支持部は、型締力を伝達する、請求項1~3のいずれか1項に記載の金型装置。
【請求項5】
前記固定金型は、前記キャビティ空間に前記成形材料を送るスプルーの一部が貫通する第1筒部を有し、
前記第1冷却部と前記第1型部が離隔する時に前記第1冷却部と前記第1筒部が離隔し、前記第1冷却部と前記第1型部が接触する時に前記第1冷却部と前記第1筒部が接触する、請求項1~3のいずれか1項に記載の金型装置。
【請求項6】
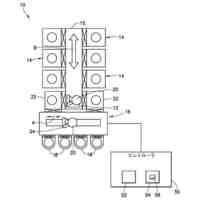
固定金型と可動金型を備え、型締時に前記固定金型と前記可動金型の間にキャビティ空間を形成する金型装置と、前記金型装置の前記キャビティ空間に予め加熱された成形材料を充填する射出成形機と、を備える、射出成形システムであって、
前記固定金型は、前記型締時に前記可動金型に接し、前記キャビティ空間の壁面の一部を形成する第1型部を有し、
前記固定金型又は前記射出成形機は、前記成形材料の充填時における前記第1型部の温度よりも低い温度に温度調節される第1冷却部と、前記第1冷却部と前記第1型部の一方を他方に対して相対的に移動可能に支持する第1支持部と、有し、
前記第1冷却部と前記第1型部は、互いに接触する位置と互いに離隔する位置との間で、型開方向と型閉方向の両方向に相対的に移動可能であり、
前記可動金型は、前記型締時に前記固定金型に接し、前記キャビティ空間の壁面の一部を形成する第2型部を有し、
前記固定金型又は前記射出成形機は、前記成形材料の充填時における前記第2型部の温度よりも低い温度に温度調節される第2冷却部と、前記第2冷却部と前記第2型部の一方を他方に対して相対的に移動可能に支持する第2支持部と、を有し、
前記第2冷却部と前記第2型部は、互いに離隔する位置と互いに接触する位置との間で、型開方向と型閉方向の両方向に相対的に移動可能である、射出成形システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型装置、及び射出成形システムに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1に記載の装置は、固定型と可動型とからなる金型と、金型を加熱または冷却するための温調ブロックと、温調ブロックの押圧機構と、を備える。温調ブロックは、型締方向と直交する方向に一対設けられる。押圧機構は、型締方向と直交する方向に温調ブロックを金型に押圧(密着)させる。押圧力(密着力)を制御することで、金型の温度を制御することができる。
【先行技術文献】
【特許文献】
【0003】
特開平10-315292号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
金型装置は、固定金型と可動金型を備え、型締時に固定金型と可動金型の間にキャビティ空間を形成する。キャビティ空間は、予め加熱された成形材料を充填する空間である。キャビティ空間内において成形材料を冷却し固化することで、成形品を得ることができる。
【0005】
金型装置の温度が低過ぎると、充填時の成形材料の流動性が悪く、キャビティ空間の形状および寸法が成形品に転写され難い。そのため、金型装置の温度が低過ぎると、金型装置の転写性が悪い。一方、金型装置の温度が高過ぎると、キャビティ空間内において成形材料が冷め難い。そのため、成形材料が金型装置から取り出し可能な程度に固化するまでの冷却時間が長過ぎ、成形品の生産効率が悪い。
【0006】
金型装置の転写性を向上すると共に、冷却時間を短縮すべく、特許文献1に記載の技術を使用することが考えられる。しかしながら、特許文献1では、型締方向と直交する方向に温調ブロックを金型に押圧(密着)させるので、型締方向と直交する方向に金型の冷却ムラが生じやすい。その結果、型締方向と直交する方向に成形品の収縮ムラが生じやすい。なお、型締方向は、型開閉方向と一致する。
【0007】
多くの成形品は、型締方向に直交する方向の寸法が、型締方向に沿う方向の寸法よりも大きい。例えば、レンズ、コネクタ、容器の蓋などは、型締方向に直交する方向の寸法が、型締方向に沿う方向の寸法よりも大きい。それゆえ、型締方向と直交する方向における成形品の収縮ムラは、成形品の寸法精度の低下につながってしまう。
【0008】
本発明の一実施形態は、型締方向と直交する方向における金型装置の冷却ムラを低減することができ、型締方向と直交する方向における成形品の収縮ムラを低減することができる、技術を提供する。
【課題を解決するための手段】
【0009】
本発明の一実施形態に係る金型装置は、固定金型と可動金型を備え、型締時に前記固定金型と前記可動金型の間にキャビティ空間を形成する。前記キャビティ空間は、予め加熱された成形材料を充填する空間である。前記固定金型は、前記型締時に前記可動金型に接し、前記キャビティ空間の壁面の一部を形成する第1型部と、前記成形材料の充填時における前記第1型部の温度よりも低い温度に温度調節される第1冷却部と、前記第1冷却部と前記第1型部の一方を他方に対して相対的に移動可能に支持する第1支持部と、有する。前記第1冷却部と前記第1型部は、互いに離隔する位置と互いに接触する位置との間で、型開方向と型閉方向の両方向に相対的に移動可能である。前記可動金型は、前記型締時に前記固定金型に接し、前記キャビティ空間の壁面の一部を形成する第2型部と、前記成形材料の充填時における前記第2型部の温度よりも低い温度に温度調節される第2冷却部と、前記第2冷却部と前記第2型部の一方を他方に対して相対的に移動可能に支持する第2支持部と、を有する。前記第2冷却部と前記第2型部は、互いに離隔する位置と互いに接触する位置との間で、型開方向と型閉方向の両方向に相対的に移動可能である。
【発明の効果】
【0010】
本発明の一実施形態によれば、型締方向と直交する方向における金型装置の冷却ムラを低減することができ、型締方向と直交する方向における成形品の収縮ムラを低減することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
住友重機械工業株式会社
熱伝導機構
19日前
住友重機械工業株式会社
熱伝導機構
19日前
住友重機械工業株式会社
撓み噛合い式歯車装置
3日前
住友重機械工業株式会社
建設機械及び管理装置
18日前
住友重機械工業株式会社
産業機械管理装置及びシステム
10日前
住友重機械工業株式会社
作業機械用の遠隔操作システム
1か月前
住友重機械工業株式会社
ショベル、ショベルの操作システム
26日前
住友重機械工業株式会社
射出成形機用ノズル、及び射出成形機
10日前
住友重機械工業株式会社
射出成形機
12日前
住友重機械工業株式会社
GaAs半導体デバイス製造装置、GaAs半導体デバイス製造方法
18日前
パーシモン テクノロジーズ コーポレイション
磁気によりガイドされた材料取扱いロボット
26日前
個人
気泡緩衝材減容装置
2か月前
豊田鉄工株式会社
金型
4か月前
シーメット株式会社
光造形装置
11か月前
CKD株式会社
型用台車
11か月前
株式会社 型善
射出成形型
19日前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
5か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
12か月前
株式会社FTS
ロッド
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社カワタ
計量混合装置
6か月前
日機装株式会社
加圧システム
7か月前
株式会社エフピコ
賦形シート
1か月前
個人
樹脂可塑化方法及び装置
10か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社漆原
シートの成形方法
6か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社FTS
成形装置
11か月前
NOK株式会社
樹脂ゴム複合体
3か月前
トヨタ自動車株式会社
射出装置
9か月前
株式会社コスメック
射出成形装置
6か月前
株式会社不二越
射出成形機
6か月前
株式会社日本製鋼所
監視システム
10日前
株式会社FTS
セパレータ
10か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ