TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025165007
公報種別
公開特許公報(A)
公開日
2025-11-04
出願番号
2024068836
出願日
2024-04-22
発明の名称
成形品管理装置
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/76 20060101AFI20251027BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂の廃棄量を正確に管理する、技術を提供する。
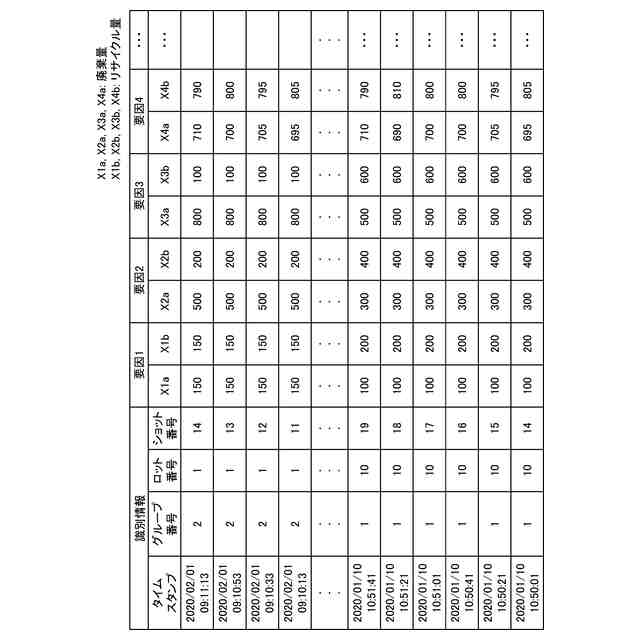
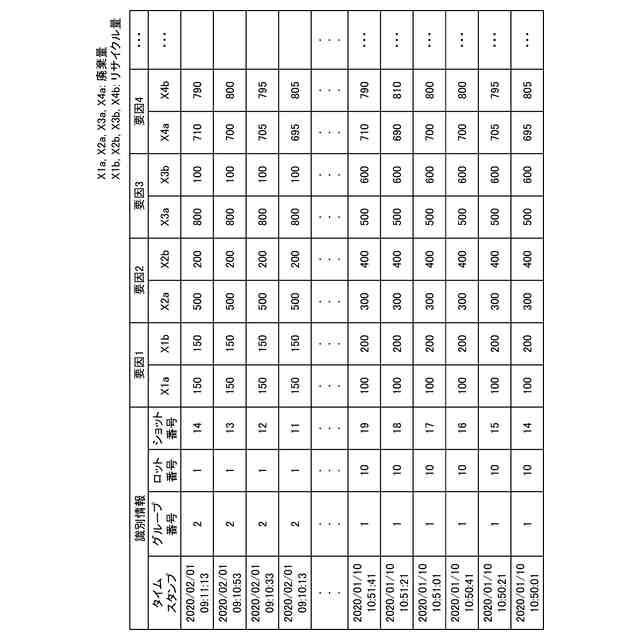
【解決手段】成形品管理装置は、射出成形機で製造する個々の成形品の識別情報と、設定期間に製造された前記成形品1個当たりの材料ロス量と、を紐付けて記憶するデータ記憶部を有する。前記材料ロス量は、前記設定期間に前記射出成形機から射出される樹脂量のうち、前記成形品とはならなかった樹脂量である。前記データ記憶部は、前記材料ロス量を廃棄量とリサイクル量に分けて記憶する。
【選択図】図5
特許請求の範囲
【請求項1】
射出成形機で製造する個々の成形品の識別情報と、設定期間に製造された前記成形品1個当たりの材料ロス量と、を紐付けて記憶するデータ記憶部を有し、
前記材料ロス量は、前記設定期間に前記射出成形機から射出される樹脂量のうち、前記成形品とはならなかった樹脂量であり、
前記データ記憶部は、前記材料ロス量を廃棄量とリサイクル量に分けて記憶する、成形品管理装置。
続きを表示(約 360 文字)
【請求項2】
前記データ記憶部は、前記材料ロス量の発生する要因別に、前記材料ロス量を前記廃棄量と前記リサイクル量に分けて記憶する、請求項1に記載の成形品管理装置。
【請求項3】
前記設定期間は、前記要因別に決められる、請求項2に記載の成形品管理装置。
【請求項4】
前記設定期間は、前記成形品の生産計画の実行開始から実行終了までの期間、前記射出成形機の立ち上げから立ち下げまでの期間、複数の成形品で構成されるロットを製造する期間、又は個々の前記成形品を製造する期間である、請求項3に記載の成形品管理装置。
【請求項5】
前記データ記憶部で記憶する前記廃棄量を基にCO
2
排出量を算出する算出部を有する、請求項1~4のいずれか1項に記載の成形品管理装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形品管理装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1に記載の材料ロス管理システムは、成形機で発生した材料ロス量を算出する材料ロス量算出部と、材料ロス発生要因を特定する要因特定部と、集計期間を入力する集計期間入力装置と、集計期間にわたって材料ロス量の集計を行う材料ロス量集計手段と、材料ロス量の集計結果を出力する集計結果出力装置と、を備える。
【0003】
特許文献2には、射出成形機の全体の稼働率、消費電力、消費樹脂量、良品率、不良品率、作業時間等の情報を表示することが開示されている。また、成形工程内不良率と、検査不良率と、材料不良率とを算出することが開示されている。さらに、材料良品率の算出に際して、良品の重量と不良品の重量の合計に対して、成形工程開始時に成形が安定するまでに捨て打ちされた材料の重量や廃棄された成形品の重量を加算してもよいことが開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2006-264112号公報
特開2022-181871号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
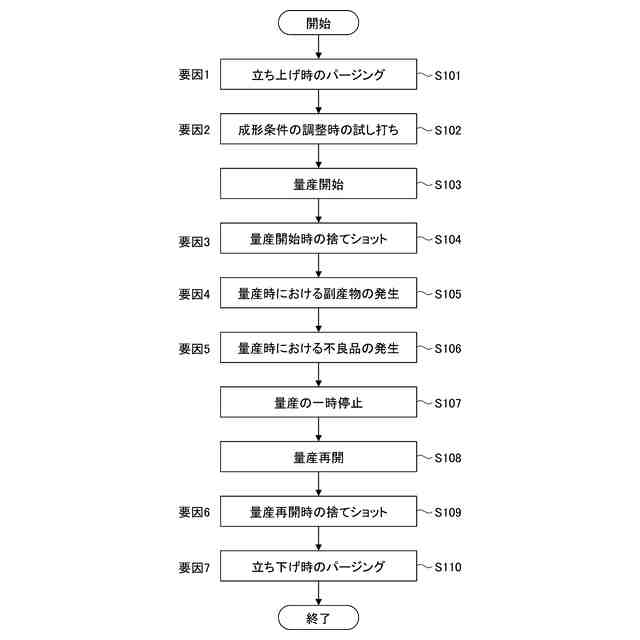
従来から、成形品を製造する過程で生じる材料ロス量を算出することが検討されている。材料ロス量は、射出成形機から射出される樹脂量のうち、成形品(より詳細には良品)とはならなかった樹脂量のことである。材料ロス量の発生する要因としては、射出成形機の立ち上げ時のパージング、成形条件の調整時の試し打ち、量産開始時の捨てショット、量産時における副産物の発生、量産時における不良品の発生、量産再開時の捨てショット、及び射出成形機の立ち下げ時のパージング等が挙げられる。
【0006】
射出成形機から射出される樹脂のうち、成形品とはならなかった樹脂の一部は、破砕機などで破砕され、成形材料としてリサイクルされることがある。それゆえ、材料ロス量は、廃棄量とは必ずしも一致しない。従って、従来、廃棄量を正確に管理できていなかった。その結果、例えばGHG(温室効果ガス)プロトコルに定められているScope3のCategory5のCO
2
排出量を正確に算出できていなかった。Scope3のCategory5のCO
2
排出量は、射出成形機の運用を見直すことで削減可能なCO
2
排出量である。
【0007】
本発明の一実施形態は、樹脂の廃棄量を正確に管理することができる、技術を提供する。
【課題を解決するための手段】
【0008】
本発明の一実施形態に係る成形品管理装置は、射出成形機で製造する個々の成形品の識別情報と、設定期間に製造された前記成形品1個当たりの材料ロス量と、を紐付けて記憶するデータ記憶部を有する。前記材料ロス量は、前記設定期間に前記射出成形機から射出される樹脂量のうち、前記成形品とはならなかった樹脂量である。前記データ記憶部は、前記材料ロス量を廃棄量とリサイクル量に分けて記憶する。
【発明の効果】
【0009】
本発明の一実施形態によれば、樹脂の廃棄量を正確に管理することができる。
【図面の簡単な説明】
【0010】
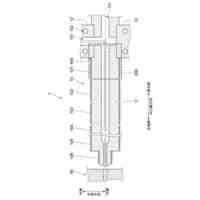
図1は、一実施形態に係る射出成形機の型開完了時の状態を示す図である。
図2は、一実施形態に係る射出成形機の型締時の状態を示す図である。
図3は、射出成形機の立ち上げから立ち下げまでの材料ロス量の発生する要因の一例を示すフローチャートである。
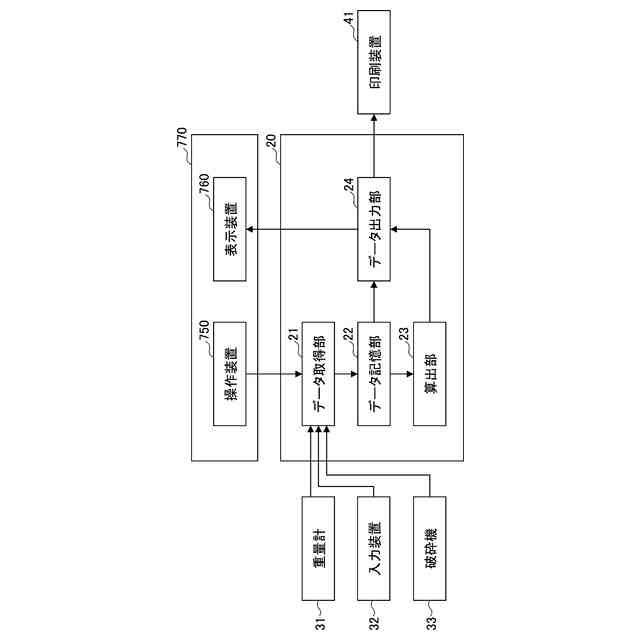
図4は、成形品管理装置の構成要素の一例を機能ブロックで示す図である。
図5は、データ記憶部に記憶されるデータの一例を示す図である。
図6は、要因別に採用し得る設定期間の一例を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
住友重機械工業株式会社
熱伝導機構
今日
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
10か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社 型善
射出成形型
今日
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
11か月前
株式会社エフピコ
賦形シート
14日前
日機装株式会社
加圧システム
7か月前
東レ株式会社
フィルムの製造方法。
3か月前
株式会社カワタ
計量混合装置
6か月前
個人
樹脂可塑化方法及び装置
10か月前
株式会社FTS
ロッド
9か月前
東レ株式会社
複合成形体の製造方法
1か月前
NOK株式会社
樹脂ゴム複合体
2か月前
トヨタ自動車株式会社
射出装置
8か月前
株式会社FTS
成形装置
10か月前
株式会社漆原
シートの成形方法
5か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
2か月前
株式会社FTS
セパレータ
9か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
7か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社リコー
画像形成システム
11か月前
株式会社不二越
射出成形機
5か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社コスメック
射出成形装置
5か月前
トヨタ自動車株式会社
真空成形装置
6か月前
トヨタ自動車株式会社
3Dプリンタ
11か月前
足立建設工業株式会社
製管機
5日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ