TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025159770
公報種別
公開特許公報(A)
公開日
2025-10-22
出願番号
2024062508
出願日
2024-04-09
発明の名称
フレキシブルプリント配線板を有するインサート成形品の製造方法、及びフレキシブルプリント配線板を有するインサート成形品
出願人
メクテック株式会社
代理人
弁理士法人秀和特許事務所
主分類
B29C
45/14 20060101AFI20251015BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】フレキシブルプリント配線板の両側に沿ってバリが長く伸びてしまうことを抑制可能なフレキシブルプリント配線板を有するインサート成形品の製造方法、及びフレキシブルプリント配線板を有するインサート成形品を提供する。
【解決手段】下型310と上型320とを有する金型300にFPC100を配置する配置工程と、金型300のキャビティCVに成形材料を充填した後に成形品の成形を行う成形工程と、を有するインサート成形品の製造方法であって、FPC100の幅方向の両側には、前記成形工程の際にキャビティCVから漏れ出る材料の進行を規制するバリ抑制用突出部101がそれぞれ設けられており、バリ抑制用突出部101は金型300内に配されることを特徴とする。
【選択図】図2
特許請求の範囲
【請求項1】
下型と上型とを有する金型にフレキシブルプリント配線板を配置する配置工程と、
前記金型のキャビティに成形材料を充填した後に成形品の成形を行う成形工程と、
を有するインサート成形品の製造方法であって、
前記フレキシブルプリント配線板の幅方向の両側には、前記成形工程の際に前記キャビティから漏れ出る材料の進行を規制するバリ抑制用突出部がそれぞれ設けられており、前記バリ抑制用突出部は前記金型内に配されることを特徴とするフレキシブルプリント配線板を有するインサート成形品の製造方法。
続きを表示(約 640 文字)
【請求項2】
前記下型のうち前記バリ抑制用突出部が配される部分の側面と、前記バリ抑制用突出部との間には隙間が設けられており、
前記上型には、前記バリ抑制用突出部を押圧して圧縮することで、前記隙間を縮める押圧突起が設けられていることを特徴とする請求項1に記載のフレキシブルプリント配線板を有するインサート成形品の製造方法。
【請求項3】
前記バリ抑制用突出部の内部には、金属箔が設けられていないことを特徴とする請求項1または2に記載のフレキシブルプリント配線板を有するインサート成形品の製造方法。
【請求項4】
フレキシブルプリント配線板をインサート部品として成形品が成形されることで得られるインサート成形品であって、
前記フレキシブルプリント配線板には、幅方向の両側に、前記成形品を成形する際に金型のキャビティから漏れ出る材料の進行を規制するバリ抑制用突出部がそれぞれ設けられていることを特徴とするフレキシブルプリント配線板を有するインサート成形品。
【請求項5】
前記バリ抑制用突出部は、前記成形品を挟んで両側にそれぞれ設けられていることを特徴とする請求項4に記載のフレキシブルプリント配線板を有するインサート成形品。
【請求項6】
前記バリ抑制用突出部の内部には、金属箔が設けられていないことを特徴とする請求項4または5に記載のフレキシブルプリント配線板を有するインサート成形品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、フレキシブルプリント配線板を有するインサート成形品の製造方法、及びフレキシブルプリント配線板を有するインサート成形品に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
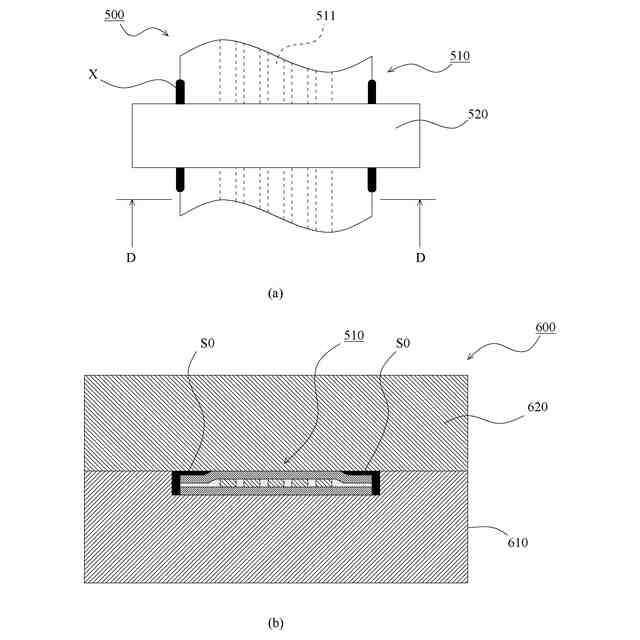
従来、フレキシブルプリント配線板(以下、「FPC」と称する)と、FPCに一体的に設けられる成形品(ガスケット等)とを備えるインサート成形品が知られている。このインサート成形品は、FPCをインサート部品として、インサート成形により成形品を成形することにより得ることができる。このようなインサート成形品においては、FPCの幅方向の両側付近でバリが生じ易い。この理由について、図5を参照して説明する。図5(a)はインサート成形品における成形品付近の平面図であり、同図(b)はインサート成形を行う際の金型の模式的断面図である。なお、図5(b)中のFPCの断面は、図5(a)中のDD断面図に相当する。
【0003】
インサート成形品500は、FPC510と、FPC510に一体的に設けられる成形品520とを備えている。インサート成形用の金型600は、下型610と上型620とを備えている。インサート成形を行う場合には、金型600にFPC510を配した状態で、金型600のキャビティ(不図示)に成形材料が充填された後に成形が行われる。FPC510は、キャビティを挟んで両側の部分が下型610と上型620に挟み込まれた状態でインサート成形が行われる。
【0004】
ここで、FPC510には、一般的に、その内部の幅方向の中央付近に回路として機能する導体層が設けられており、幅方向の両側付近には導体層が設けられていない。そのため、FPC510においては、幅方向の中央付近に比して、両側の厚みが薄くなるのが一般的である。また、金型内においては、FPC510を配置する部位には、FPC510と型との間にクリアランスが設けられる。これらのことから、金型600内において、FPC510の幅方向両側付近に隙間S0(図5(b)中、黒で塗りつぶした部分)が生じ易い。従って、成形時において、キャビティから成形材料が隙間S0に漏れ出てしまい、FPC510の幅方向両側にバリXが生じてしまう。このバリXはFPC510の両側に沿って伸びるように形成される。このバリXの長さが長くなると、品質などの観点からバリXを除去する後処理が必要になってしまうことがある。
【先行技術文献】
【特許文献】
【0005】
特許第5354281号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、フレキシブルプリント配線板の両側に沿ってバリが長く伸びてしまうことを抑制可能なフレキシブルプリント配線板を有するインサート成形品の製造方法、及びフレキシブルプリント配線板を有するインサート成形品を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、上記課題を解決するために以下の手段を採用した。
【0008】
すなわち、本発明のフレキシブルプリント配線板を有するインサート成形品の製造方法
は、
下型と上型とを有する金型にフレキシブルプリント配線板を配置する配置工程と、
前記金型のキャビティに成形材料を充填した後に成形品の成形を行う成形工程と、
を有するインサート成形品の製造方法であって、
前記フレキシブルプリント配線板の幅方向の両側には、前記成形工程の際に前記キャビティから漏れ出る材料の進行を規制するバリ抑制用突出部がそれぞれ設けられており、前記バリ抑制用突出部は前記金型内に配されることを特徴とする。
【0009】
本発明によれば、バリ抑制用突出部によって、フレキシブルプリント配線板の両側に沿ってバリが長く伸びてしまうことを抑制することができる。
【0010】
前記下型のうち前記バリ抑制用突出部が配される部分の側面と、前記バリ抑制用突出部との間には隙間が設けられており、
前記上型には、前記バリ抑制用突出部を押圧して圧縮することで、前記隙間を縮める押圧突起が設けられているとよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
11か月前
シーメット株式会社
光造形装置
11か月前
東レ株式会社
フィルムの製造方法
8か月前
グンゼ株式会社
ピン
11か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社 型善
射出成形型
3日前
東レ株式会社
フィルムの製造方法
4か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社カワタ
計量混合装置
6か月前
株式会社エフピコ
賦形シート
17日前
個人
樹脂可塑化方法及び装置
10か月前
東レ株式会社
フィルムの製造方法。
4か月前
株式会社FTS
ロッド
10か月前
日機装株式会社
加圧システム
7か月前
株式会社漆原
シートの成形方法
6か月前
東レ株式会社
樹脂フィルムの製造方法
6か月前
株式会社FTS
成形装置
11か月前
NOK株式会社
樹脂ゴム複合体
2か月前
トヨタ自動車株式会社
射出装置
8か月前
東レ株式会社
炭素繊維シートの製造方法
7か月前
株式会社コスメック
射出成形装置
5か月前
株式会社不二越
射出成形機
2か月前
株式会社不二越
射出成形機
7か月前
株式会社神戸製鋼所
混練機
9か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
7か月前
株式会社FTS
セパレータ
9か月前
株式会社リコー
画像形成システム
11か月前
三和合板株式会社
化粧板の製造装置
3か月前
東レ株式会社
繊維強化プラスチック構造体
3か月前
トヨタ自動車株式会社
真空成形装置
6か月前
ダイハツ工業株式会社
3Dプリンタ
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ