TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025159603
公報種別
公開特許公報(A)
公開日
2025-10-21
出願番号
2024062305
出願日
2024-04-08
発明の名称
成形型、ガスケットの製造方法およびガスケット
出願人
NOK株式会社
代理人
弁理士法人旺知国際特許事務所
主分類
B29C
45/26 20060101AFI20251014BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】成形型の湾曲部に起因したクセが低減されたガスケットを製造する。
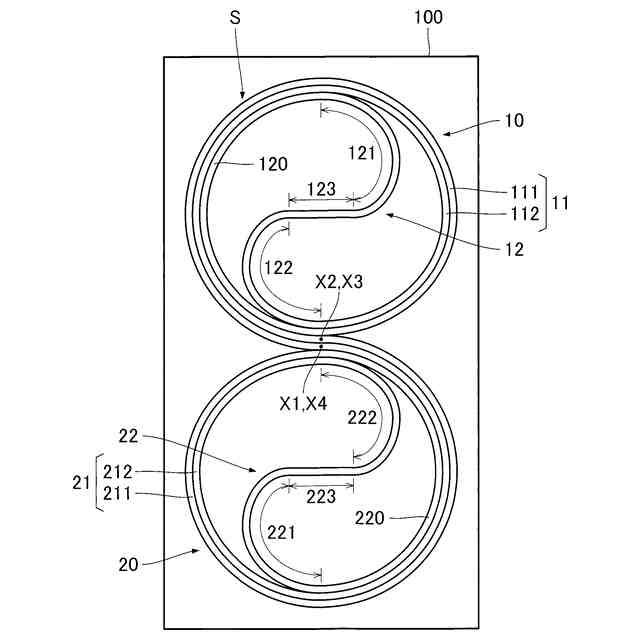
【解決手段】無端状のガスケットの成形型は、第1成形部と第2成形部とを含む。第1成形部は、第1成形溝と第2成形溝とが渦巻状に形成された第1渦巻部と、第1渦巻部の内側の第1反転部とを含む。第1反転部は、第1渦巻部に沿う第1円弧部と、第1円弧部の端部から円弧状に湾曲する第1湾曲部と、第2成形溝の内端部から第1湾曲部とは反対側に湾曲する第2湾曲部と、第1湾曲部と第2湾曲部とを連結する第1直線部とを含む。第2成形部は、第3成形溝と第4成形溝とが渦巻状に形成された第2渦巻部と、第2渦巻部の内側の第2反転部とを含む。第2反転部は、第2渦巻部に沿う第2円弧部と、第2円弧部の端部から円弧状に湾曲する第3湾曲部と、第4成形溝の内端部から第3湾曲部とは反対側に湾曲する第4湾曲部と、第3湾曲部と第4湾曲部とを連結する直線状の第2直線部とを含む。
【選択図】図1
特許請求の範囲
【請求項1】
無端状のガスケットを成形するための成形型であって、
第1成形部と第2成形部とを含む成形空間を有し、
前記第1成形部は、
相互に隣合う第1成形溝と第2成形溝とが渦巻状に形成された第1渦巻部と、
前記第1渦巻部の内側において前記第1成形溝の内端部と前記第2成形溝の内端部とを連結する第1反転部とを含み、
前記第1反転部は、
前記第1成形溝の内端部から前記第1渦巻部の内周に沿って延在する第1円弧部と、
前記第1円弧部の端部から前記第1円弧部よりも小径の円弧状に湾曲する第1湾曲部と、
前記第2成形溝の内端部から前記第1円弧部よりも小径の円弧状に前記第1湾曲部とは反対側に湾曲する第2湾曲部と、
前記第1湾曲部と前記第2湾曲部とを連結する直線状の第1直線部とを含み、
前記第2成形部は、
相互に隣合う第3成形溝と第4成形溝とが渦巻状に形成された第2渦巻部と、
前記第2渦巻部の内側において前記第3成形溝の内端部と前記第4成形溝の内端部とを連結する第2反転部とを含み、
前記第2反転部は、
前記第3成形溝の内端部から前記第2渦巻部の内周に沿って延在する第2円弧部と、
前記第2円弧部の端部から前記第2円弧部よりも小径の円弧状に湾曲する第3湾曲部と、
前記第4成形溝の内端部から前記第2円弧部よりも小径の円弧状に前記第3湾曲部とは反対側に湾曲する第4湾曲部と、
前記第3湾曲部と前記第4湾曲部とを連結する直線状の第2直線部とを含む
成形型。
続きを表示(約 1,600 文字)
【請求項2】
前記成形空間は、
前記第1成形部と前記第2成形部とを連結する直線状の連結部をさらに含む
請求項1の成形型。
【請求項3】
前記連結部は、前記第1成形部の中心と前記第2成形部の中心とを通過する直線に交差する
請求項2の成形型。
【請求項4】
前記第1直線部の長さは、前記第1湾曲部または前記第2湾曲部における曲率半径の1/5以上であり、
前記第2直線部の長さは、前記第3湾曲部または前記第4湾曲部における曲率半径の1/5以上である
請求項1から請求項3の何れかの成形型。
【請求項5】
前記第1直線部の長さは、10mm以上であり、
前記第2直線部の長さは、10mm以上である
請求項4の成形型。
【請求項6】
成形型を利用して無端状のガスケットを製造する
ガスケットの製造方法であって、
前記成形型は、第1成形部と第2成形部とを含む成形空間を有し、
前記第1成形部は、
相互に隣合う第1成形溝と第2成形溝とが渦巻状に形成された第1渦巻部と、
前記第1渦巻部の内側において前記第1成形溝の内端部と前記第2成形溝の内端部とを連結する第1反転部とを含み、
前記第1反転部は、
前記第1成形溝の内端部から前記第1渦巻部の内周に沿って延在する第1円弧部と、
前記第1円弧部の端部から前記第1円弧部よりも小径の円弧状に湾曲する第1湾曲部と、
前記第2成形溝の内端部から前記第1円弧部よりも小径の円弧状に前記第1湾曲部とは反対側に湾曲する第2湾曲部と、
前記第1湾曲部と前記第2湾曲部とを連結する直線状の第1直線部とを含み、
前記第2成形部は、
相互に隣合う第3成形溝と第4成形溝とが渦巻状に形成された第2渦巻部と、
前記第2渦巻部の内側において前記第3成形溝の内端部と前記第4成形溝の内端部とを連結する第2反転部とを含み、
前記第2反転部は、
前記第3成形溝の内端部から前記第2渦巻部の内周に沿って延在する第2円弧部と、
前記第2円弧部の端部から前記第2円弧部よりも小径の円弧状に湾曲する第3湾曲部と、
前記第4成形溝の内端部から前記第2円弧部よりも小径の円弧状に前記第3湾曲部とは反対側に湾曲する第4湾曲部と、
前記第3湾曲部と前記第4湾曲部とを連結する直線状の第2直線部とを含む
ガスケットの製造方法。
【請求項7】
無端状のガスケットであって、
当該ガスケットの周長を2等分する各箇所に位置する第1部分および第2部分を含み、
前記第1部分は、
当該ガスケットの外側に向けて凸状に湾曲する第1湾曲部と、
当該ガスケットの内側に向けて凸状に湾曲する第2湾曲部と、
前記第1湾曲部と前記第2湾曲部とを連結する直線状の第1直線部とを含み、
前記第2部分は、
当該ガスケットの外側に向けて凸状に湾曲する第3湾曲部と、
当該ガスケットの内側に向けて凸状に湾曲する第4湾曲部と、
前記第3湾曲部と前記第4湾曲部とを連結する直線状の第2直線部とを含む
ガスケット。
【請求項8】
前記第1直線部の長さは、前記第1湾曲部または前記第2湾曲部における曲率半径の1/5以上であり、
前記第2直線部の長さは、前記第3湾曲部または前記第4湾曲部における曲率半径の1/5以上である
請求項7のガスケット。
【請求項9】
前記第1直線部の長さは、10mm以上であり、
前記第2直線部の長さは、10mm以上である
請求項8のガスケット。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ガスケットの製造に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
周長が充分に長いガスケットを製品状態の平面形状(例えば環状)で成形型により成形するためには非常に大型の成形型が必要である。そこで、例えば特許文献1には、2個の渦巻状の成形部が形成された成形型を利用してガスケットを製造する技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2007-301874号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の構成において、渦巻状の各成形部の内側に位置する反転部は、相互に反対側に湾曲した円弧状の部分を連結したS字型である。したがって、成形型による成形後のガスケットのうち反転部に対応する箇所に強いクセが残留するという課題がある。以上の事情を考慮して、本開示のひとつの態様は、成形型の各湾曲部に起因したクセが低減されたガスケットを製造することを目的とする。
【課題を解決するための手段】
【0005】
以上の課題を解決するために、本開示のひとつの態様に係る成形型は、無端状のガスケットを成形するための成形型であって、第1成形部と第2成形部とを含む成形空間を有し、前記第1成形部は、相互に隣合う第1成形溝と第2成形溝とが渦巻状に形成された第1渦巻部と、前記第1渦巻部の内側において前記第1成形溝の内端部と前記第2成形溝の内端部とを連結する第1反転部とを含み、前記第1反転部は、前記第1成形溝の内端部から前記第1渦巻部の内周に沿って延在する第1円弧部と、前記第1円弧部の端部から前記第1円弧部よりも小径の円弧状に湾曲する第1湾曲部と、前記第2成形溝の内端部から前記第1円弧部よりも小径の円弧状に前記第1湾曲部とは反対側に湾曲する第2湾曲部と、前記第1湾曲部と前記第2湾曲部とを連結する直線状の第1直線部とを含み、前記第2成形部は、相互に隣合う第3成形溝と第4成形溝とが渦巻状に形成された第2渦巻部と、前記第2渦巻部の内側において前記第3成形溝の内端部と前記第4成形溝の内端部とを連結する第2反転部とを含み、前記第2反転部は、前記第3成形溝の内端部から前記第2渦巻部の内周に沿って延在する第2円弧部と、前記第2円弧部の端部から前記第2円弧部よりも小径の円弧状に湾曲する第3湾曲部と、前記第4成形溝の内端部から前記第2円弧部よりも小径の円弧状に前記第3湾曲部とは反対側に湾曲する第4湾曲部と、前記第3湾曲部と前記第4湾曲部とを連結する直線状の第2直線部とを含む。本開示のひとつの態様に係るガスケットの製造方法は、以上の態様に係る成形型を利用して無端状のガスケットを製造する。
【0006】
本開示のひとつの態様に係るガスケットは、無端状のガスケットであって、当該ガスケットの周長を2等分する各箇所に位置する第1部分および第2部分を含み、前記第1部分は、当該ガスケットの外側に向けて凸状に湾曲する第1湾曲部と、当該ガスケットの内側に向けて凸状に湾曲する第2湾曲部と、前記第1湾曲部と前記第2湾曲部とを連結する直線状の第1直線部とを含み、前記第2部分は、当該ガスケットの外側に向けて凸状に湾曲する第3湾曲部と、当該ガスケットの内側に向けて凸状に湾曲する第4湾曲部と、前記第3湾曲部と前記第4湾曲部とを連結する直線状の第2直線部とを含む。
【図面の簡単な説明】
【0007】
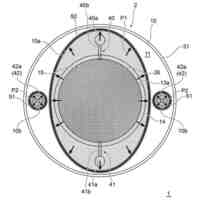
第1実施形態における成形型の平面図である。
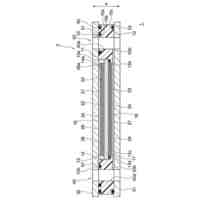
図1におけII-II線の断面図である。
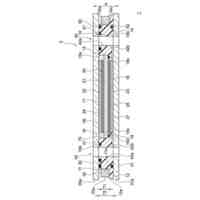
図1におけるIII-III線の断面図である。
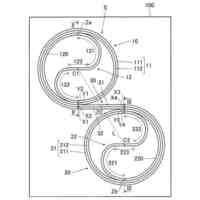
対比例における成形型の平面図である。
ガスケットの平面図である。
第2実施形態における成形型の平面図である。
第3実施形態における成形型の平面図である。
変形例における成形型の平面図である。
【発明を実施するための形態】
【0008】
本開示を実施するための形態について図面を参照して説明する。なお、各図面においては、各要素の寸法および縮尺が実際の製品とは相違する場合がある。また、以下に説明する形態は、本開示を実施する場合に想定される例示的な一形態である。したがって、本開示の範囲は、以下に例示する形態には限定されない。
【0009】
A:第1実施形態
A-1:成形型100
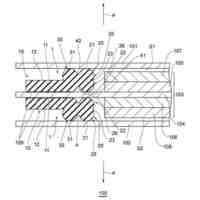
図1は、本開示の第1実施形態に係る成形型100の平面図である。成形型100は、無端状のガスケット50(図5参照)を射出成形により成形するための金型である。第1実施形態の成形型100は、例えば直径が500mm以上(さらには1000mm以上)の環状である大型のガスケット50の製造に利用される。
【0010】
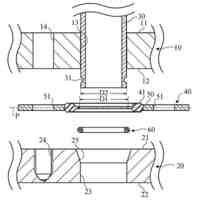
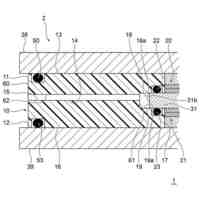
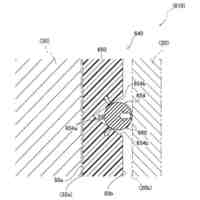
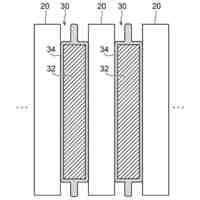
図2は、図1におけるII-II線の断面図である。図3は、図1におけるIII-III線の断面図である。図2および図3に例示される通り、成形型100は、第1分割型41と第2分割型42とで構成される。第1分割型41のうち第2分割型42との対向面には第1溝部411が形成される。第1溝部411は、断面形状が半円状の溝である。また、第2分割型42のうち第1分割型41との対向面には第2溝部421が形成される。第2溝部421は、断面形状が半円状の溝である。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
NOK株式会社
密封構造
27日前
NOK株式会社
混練装置
1か月前
NOK株式会社
吸音構造体
13日前
NOK株式会社
ガスケット
1か月前
NOK株式会社
ガスケット
1か月前
NOK株式会社
セルユニット
1か月前
NOK株式会社
遊星歯車機構
1か月前
NOK株式会社
セルユニット
1か月前
NOK株式会社
セルユニット
1か月前
NOK株式会社
セルユニット
1か月前
NOK株式会社
密封装置および密封構造
28日前
NOK株式会社
成形型、ガスケットの製造方法およびガスケット
28日前
NOKクリューバー株式会社
潤滑グリース組成物
2か月前
NOK株式会社
熱劣化判定方法、熱履歴推定方法、熱劣化判定装置、熱履歴推定装置
1か月前
NOK株式会社
密封装置、密封構造、密封構造の組み付け方法
27日前
NOK株式会社
バッテリー用緩衝材、バッテリー、およびバッテリー用緩衝材の弾性部材が発生させるガスを管理する方法
1か月前
東ソー株式会社
バイオマス由来の塩素化ポリエチレン
1か月前
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
シーメット株式会社
光造形装置
10か月前
CKD株式会社
型用台車
11か月前
東レ株式会社
フィルムの製造方法
8か月前
東レ株式会社
フィルムの製造方法
4か月前
グンゼ株式会社
ピン
11か月前
東レ株式会社
フィルムの製造方法
4か月前
日機装株式会社
加圧システム
6か月前
東レ株式会社
フィルムの製造方法。
3か月前
株式会社エフピコ
賦形シート
13日前
個人
樹脂可塑化方法及び装置
10か月前
株式会社カワタ
計量混合装置
5か月前
東レ株式会社
複合成形体の製造方法
1か月前
株式会社FTS
ロッド
9か月前
NOK株式会社
樹脂ゴム複合体
2か月前
東レ株式会社
樹脂フィルムの製造方法
5か月前
株式会社漆原
シートの成形方法
5か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ