TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025159589
公報種別
公開特許公報(A)
公開日
2025-10-21
出願番号
2024062276
出願日
2024-04-08
発明の名称
射出成形装置
出願人
トヨタ自動車株式会社
代理人
弁理士法人深見特許事務所
主分類
B29C
45/27 20060101AFI20251014BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】射出成形機から金型内に吐出された高温の樹脂が金型内において冷却されることを抑制することができる射出成形装置を提供する。
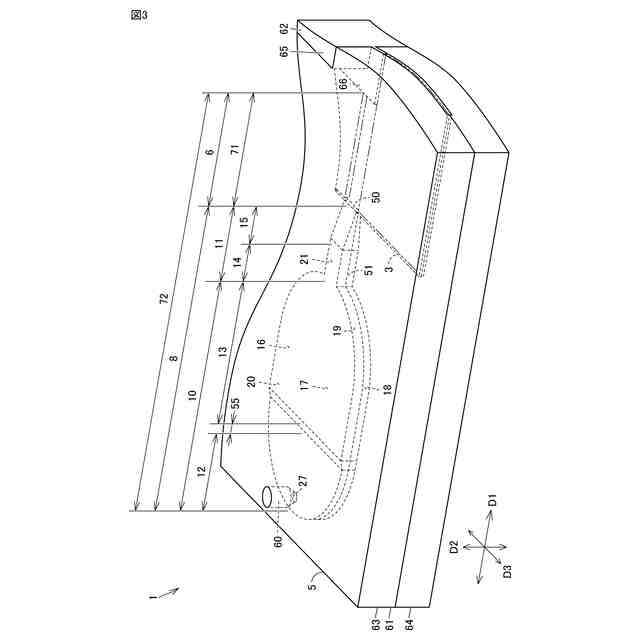
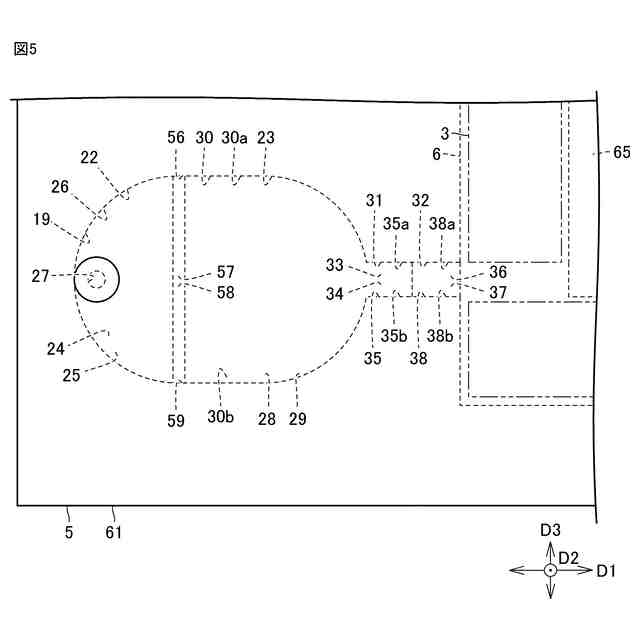
【解決手段】射出成形装置1は、内部に樹脂が注入される樹脂空間72が形成された金型5を含む。樹脂空間72は、第1方向D1に延びるように形成された注入空間8と、注入空間8に連通する共に、部品が形成される部品空間6とを含む。金型5は、注入空間8を規定する注入内表面16を含む。注入内表面16は、第1内表面20と、第2内表面21とを有し、第1内表面20は、供給内表面22と、隣接内表面23とを含む。第2方向D2における供給内表面22の間隔g1は、第2方向D2における隣接内表面23の間隔g2よりも狭く、第2方向D2における供給内表面の間隔g1は、第2方向D2における隣接内表面の間隔g2の半分の間隔よりも広い。
【選択図】図4
特許請求の範囲
【請求項1】
内部に樹脂が注入される樹脂空間が形成された金型を含む射出成形装置であって、
前記樹脂空間は、
第1方向に延びるように形成された注入空間と、
前記注入空間に連通する共に、部品が形成される部品空間とを含み、
前記金型は、前記注入空間を規定する注入内表面を含み、
前記注入内表面は、
前記樹脂が第2方向に注入される供給口が位置する第1空間を規定する第1内表面と、
前記第1空間および前記部品空間との間に位置する第2空間を規定する第2内表面とを有し、
前記第1内表面は、
前記供給口が位置する供給空間を規定する供給内表面と、
前記供給空間に対して前記第1方向に隣り合う隣接空間を規定する隣接内表面とを含み、
前記第2方向における前記供給内表面の間隔は、前記第2方向における前記隣接内表面の間隔よりも狭く、
前記第2方向における前記供給内表面の間隔は、前記第2方向における前記隣接内表面の間隔の半分の間隔よりも広い、射出成形装置。
続きを表示(約 240 文字)
【請求項2】
前記第2内表面は、
前記隣接空間に対して前記第1方向に隣り合う助走空間を規定する助走内表面と、
前記助走空間および前記部品空間との間に位置する射出空間を規定する射出内表面とを含み、
第3方向における前記助走内表面の間隔は、前記第3方向における前記隣接内表面の間隔と同じ、または、狭く、
前記第2方向における前記射出内表面の間隔は、前記助走空間から前記部品空間に向かうにつれて、狭くなる、請求項1に記載の射出成形装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、射出成形装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
例えば、特開2022-036538号公報には、電池用絶縁部材を製造する射出成形装置が記載されている。射出成形装置は、部品の形状に形成された部品空間が形成された金型を備え、部品空間に溶融した樹脂を流し込むことで、所定形状の部品を製造するための装置である。
【先行技術文献】
【特許文献】
【0003】
特開2022-036538号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
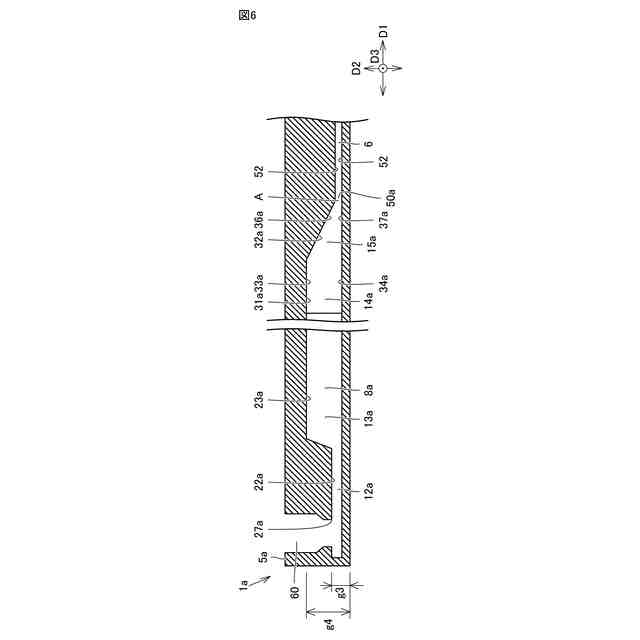
射出成形装置において、射出成形機から吐出された溶融樹脂は、ランナ等の通路を経て、部品空間に到達する。ランナサイズは、部品のサイズを考慮して決定される。小さく薄い部品を成形する金型に設けられるランナサイズは、大きな部品を成形する金型に設けられるランナサイズと比較して、狭く細い流路となる。これにより、ランナを通過する樹脂がランナを規定する内表面と接触する面積が大きくなり、樹脂が冷却され硬化しやすくなる。この結果、ショートショットやフローマークといった不具合が発生するおそれが高まるという課題が生じている。
【0005】
本開示は、上記課題を解決するためになされたものであり、その目的は、射出成形機から金型内に吐出された高温の樹脂が金型内において冷却されることを抑制できる射出成形装置を提供することである。
【課題を解決するための手段】
【0006】
本開示の第1の局面に係る射出成形装置は、内部に樹脂が注入される樹脂空間が形成された金型を含み、樹脂空間は、第1方向に延びるように形成された注入空間と、注入空間に連通する共に、部品が形成される部品空間とを含み、金型は、注入空間を規定する注入内表面を含み、注入内表面は、樹脂が第2方向に注入される供給口が位置する第1空間を規定する第1内表面と、第1空間および部品空間との間に位置する第2空間を規定する第2内表面とを有し、第1内表面は、供給口が位置する供給空間を規定する供給内表面と、供給空間に対して第1方向に隣り合う隣接空間を規定する隣接内表面とを含み、第2方向における供給内表面の間隔は、第2方向における隣接内表面の間隔よりも狭く、第2方向における供給内表面の間隔は、第2方向における隣接内表面の間隔の半分の間隔よりも広い。
【0007】
本開示の第1の局面に係る射出成形装置の第2内表面は、隣接空間に対して第1方向に隣り合う助走空間を規定する助走内表面と、助走空間および部品空間との間に位置する射出空間を規定する射出内表面とを含み、第3方向における助走内表面の間隔は、第3方向における隣接内表面の間隔と同じ、または、狭く、第2方向における射出内表面の間隔は、助走空間から部品空間に向かうにつれて、狭くなる。
【発明の効果】
【0008】
本開示に係る射出成形装置によれば、射出成形機から金型内に吐出された高温の樹脂が金型内において冷却されることを抑制することができる。
【図面の簡単な説明】
【0009】
本実施形態に係る射出成形装置の概略構成を示す平面図である。
本実施形態に係る射出成形装置が製造するスペーサの概略斜視図である。
図1の一部の拡大斜視図である。
図1のIV-IV断面の断面図である。
図1の一部を拡大した平面図である。
本開示の射出成形装置1の比較対象となる射出成形装置の断面図である。
射出成形装置1と、比較対象の射出成形装置1aとのA点における樹脂の温度変化を示した図である。
【発明を実施するための形態】
【0010】
以下、本開示の実施形態について、図面を参照しながら詳細に説明する。図中、同一または相当部分には同一符号を付してその説明は繰り返さない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
気泡緩衝材減容装置
27日前
東レ株式会社
吹出しノズル
10か月前
豊田鉄工株式会社
金型
2か月前
シーメット株式会社
光造形装置
9か月前
CKD株式会社
型用台車
10か月前
東レ株式会社
フィルムの製造方法
7か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
3か月前
日機装株式会社
加圧システム
6か月前
個人
樹脂可塑化方法及び装置
9か月前
東レ株式会社
フィルムの製造方法。
3か月前
株式会社FTS
ロッド
9か月前
東レ株式会社
複合成形体の製造方法
7日前
株式会社カワタ
計量混合装置
5か月前
東レ株式会社
樹脂フィルムの製造方法
5か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社漆原
シートの成形方法
4か月前
株式会社シロハチ
真空チャンバ
11か月前
株式会社FTS
成形装置
9か月前
トヨタ自動車株式会社
射出装置
7か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
6か月前
東レ株式会社
炭素繊維シートの製造方法
6か月前
株式会社不二越
射出成形機
1か月前
株式会社神戸製鋼所
混練機
8か月前
株式会社リコー
画像形成システム
10か月前
株式会社FTS
セパレータ
8か月前
株式会社コスメック
射出成形装置
4か月前
株式会社不二越
射出成形機
4か月前
株式会社不二越
射出成形機
6か月前
日東工業株式会社
インサート成形機
10か月前
トヨタ自動車株式会社
3Dプリンタ
10か月前
個人
ノズルおよび熱風溶接機
9か月前
三和合板株式会社
化粧板の製造装置
2か月前
コイト電工株式会社
フレーム成形品
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ


































