TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025158876
公報種別
公開特許公報(A)
公開日
2025-10-17
出願番号
2024061815
出願日
2024-04-06
発明の名称
発泡プラスチックの原料充填機
出願人
有限会社ベステック
代理人
個人
主分類
B29C
44/44 20060101AFI20251009BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】 発泡プラスチックの製品の成形において、傾斜や曲面のある部分で原料充填を行う場合、その金型形状に合わせた前端形状の原料充填機が必要であり、従来は主管部と基幹部が一体形のものが使われていた。
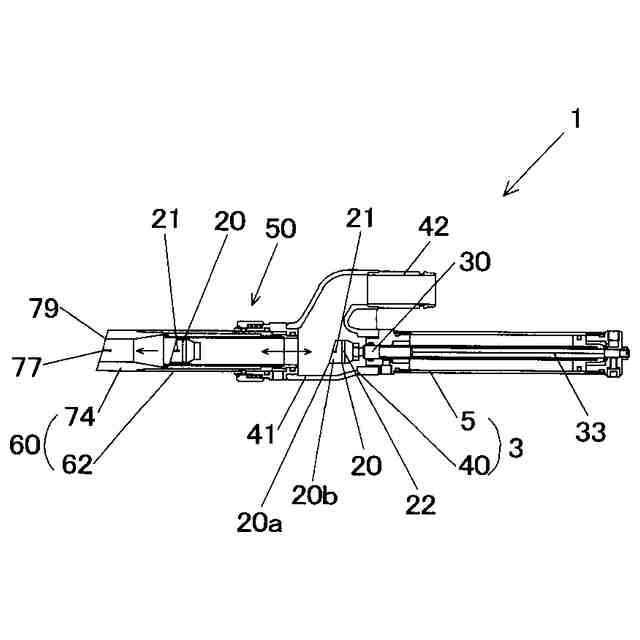
【構成】 本発明の原料充填機は、主管部と基幹部とが分割出来かつ形状が維持できる様に各機能部分である接続カプラ(主管部)、シリンダー(駆動部)に回動を固定する構成を備えたことを特徴とする、形状合わせ分割式発泡プラスチックビーズの原料充填機である。
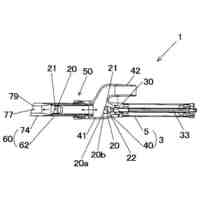
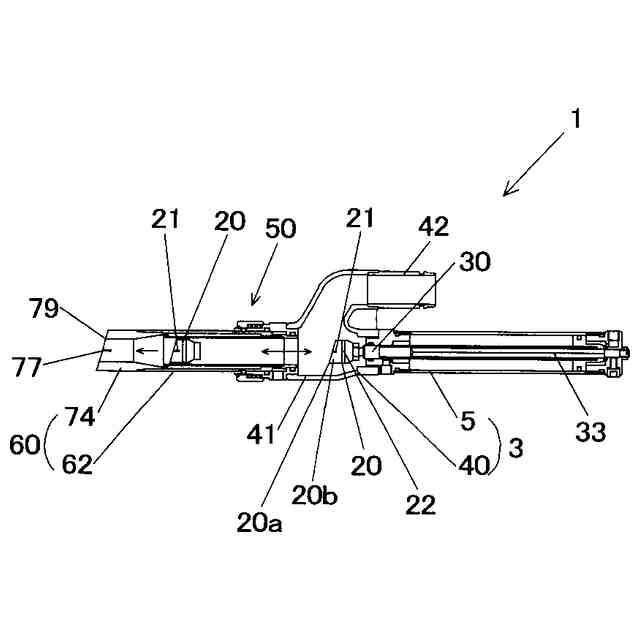
【選択図】図1
特許請求の範囲
【請求項1】
発泡プラスチック成形用金型のキャビティ及びコアへ吐出口から加圧気体を介して原料を充填する発泡プラスチックの原料充填機であって、
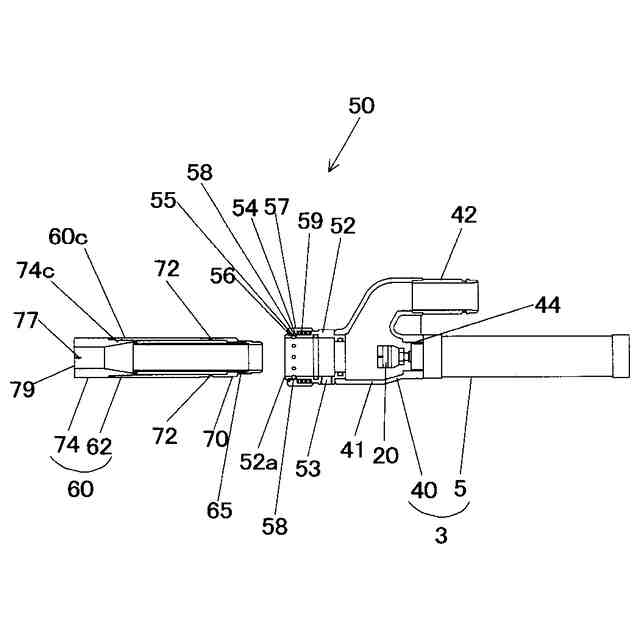
円筒シャフトの先端に連接したプランジャーを主管部の内部において前後動可能で、原料供給口を備えた継手部の後端に連接した駆動部を備えた基幹部と、前記吐出口を備えた前記主管部がカプラを介在して脱着自在とし、
前記継手部には前記カプラのケースが嵌合され、前記ケースの内周面に設けた保持溝に球を出没自在に保持し、前記主管部の外周面には球状凹部を備え、前記主管部が前記ケースに挿入され、前記球の一部が前記球状凹部に球面嵌合することにより、前記主管部と前記基幹部が連接接合され、
前記主管部の前端面及び前記プランジャーの前端面を湾曲形状又は傾斜形状とし、
前記主管部の前記吐出口を前記プランジャーで封止した状態においては、前記主管部の前記前端面と前記プランジャーの前記前端面が面一となり、
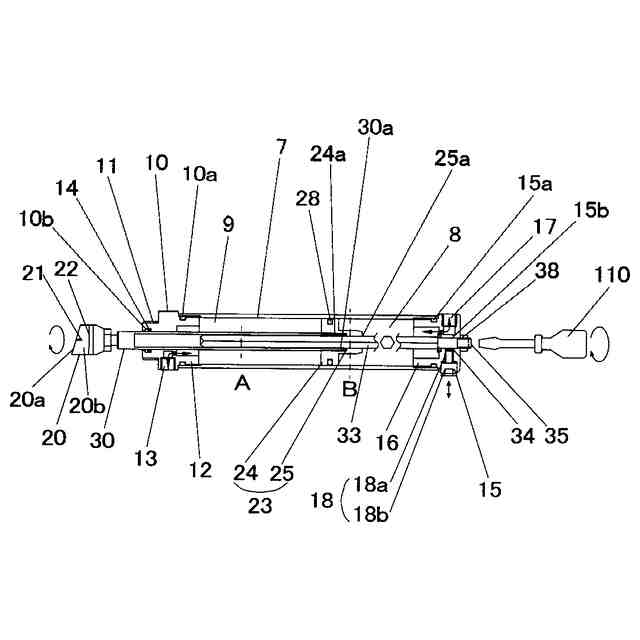
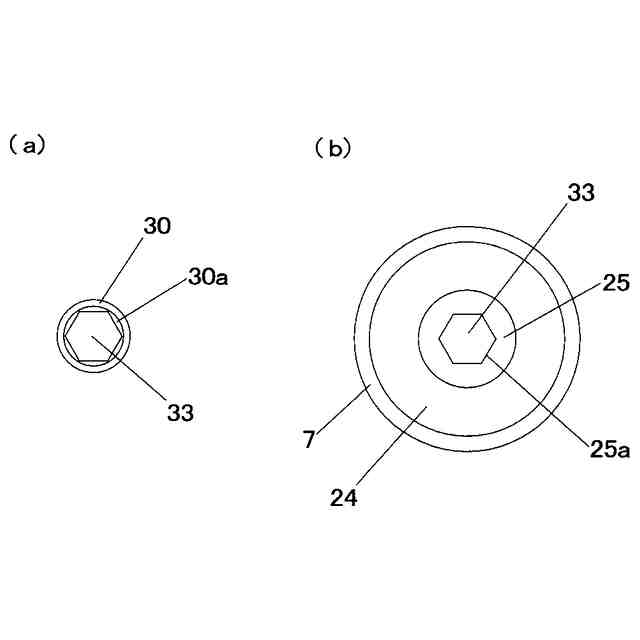
前記駆動部には、ピストン体を介して前記円筒シャフトに挿入した回り止め芯を挿通固定部材で押圧することによって、前記プランジャーを連接した前記円筒シャフトの回動を固定する回動固定部を備えたことを特徴とした、発泡プラスチックの原料充填機。
続きを表示(約 1,400 文字)
【請求項2】
発泡プラスチック成形用金型のキャビティ及びコアへ吐出口から加圧気体を介して原料を充填する発泡プラスチックの原料充填機であって、
円筒シャフトの先端に連接したプランジャーを主管部の内部において前後動可能で、原料供給口を備えた継手部の後端に連接した駆動部を備えた基幹部と、前記吐出口を備えた前記主管部がカプラを介在して脱着自在とし、
前記継手部には前記カプラのケースが嵌合され、前記ケースの内周面に設けた保持溝に球を出没自在に保持し、前記主管部の外周面には球状凹部を備え、前記主管部が前記ケースに挿入され、前記球の一部が前記球状凹部に球面嵌合することにより、前記主管部と前記基幹部が連接接合され、
前記主管部の前端面及び前記プランジャーの前端面を平坦形状とし、前記主管部の前端面から外周面にかけて外側蒸気溝が形成され、前記プランジャーの前端面から外周面にかけて内側蒸気溝が形成され、
前記主管部の前記吐出口を前記プランジャーで封止した状態においては、前記主管部の前記前端面と前記プランジャーの前記前端面が面一となり、かつ、前記外側蒸気溝と前記内側蒸気溝が直線状に連通し蒸気通路が形成され、
前記駆動部には、ピストン体を介して前記円筒シャフトに挿入した回り止め芯を挿通固定部材で押圧することによって、前記プランジャーを連接した前記円筒シャフトの回動を固定する回動固定部を備えたことを特徴とした、発泡プラスチックの原料充填機。
【請求項3】
前記主管部の前端面から外周面にかけて外側蒸気溝が形成され、前記プランジャーの前端面から外周面にかけて内側蒸気溝が形成され、前記外側蒸気溝と前記内側蒸気溝が直線状に連通し蒸気通路が形成されたことを特徴とした、請求項1に記載の発泡プラスチックの原料充填機。
【請求項4】
前記球状凹部を前記球の数より多く設けたことを特徴とした、請求項1又は請求項2に記載の発泡プラスチックの原料充填機。
【請求項5】
前記球状凹部を前記球の数より多く設けたことを特徴とした、請求項3に記載の発泡プラスチックの原料充填機。
【請求項6】
前記回動固定部を備えた前記駆動部を分解すること無く外部から簡単に前記円筒シャフトを回動調整出来、
全てのシールパッキンが一般的な円形状の物が使われたことを特徴とした、請求項1又は請求項2に記載の発泡プラスチックの原料充填機。
【請求項7】
前記回動固定部を備えた前記駆動部を分解すること無く外部から簡単に前記円筒シャフトを回動調整出来、
全てのシールパッキンが一般的な円形状の物が使われたことを特徴とした、請求項3に記載の発泡プラスチックの原料充填機。
【請求項8】
前記回動固定部を備えた前記駆動部を分解すること無く外部から簡単に前記円筒シャフトを回動調整出来、
全てのシールパッキンが一般的な円形状の物が使われたことを特徴とした、請求項4に記載の発泡プラスチックの原料充填機。
【請求項9】
前記回動固定部を備えた前記駆動部を分解すること無く外部から簡単に前記円筒シャフトを回動調整出来、
全てのシールパッキンが一般的な円形状の物が使われたことを特徴とした、請求項5に記載の発泡プラスチックの原料充填機。
発明の詳細な説明
【技術分野】
【0001】
本発明は、発泡プラスチック成形用金型のキャビティ内及びコア内に圧縮空気によって発泡プラスチックの原料を充填し蒸気加熱する、基幹部(本体部)と主管部(管部)が分割式で、基幹部と主管部の回動を固定する回動固定機構を備えた発泡プラスチックの原料充填機に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
発泡プラスチック(発泡スチロール、発泡ポリプロピレン、発泡ポリエチレン等)の成形は、発泡プラスチックの原料を発泡プラスチックの原料充填機(以下、「原料充填機」という)で発泡プラスチック成形用金型(以下、「金型」という)のキャビティ及びコア内に充填することにより行われている。原料充填機の一例としては、シリンダーのピストンに固設するシャフトの先端に、管部内を前後動するプランジャーが取付けられており、管部の吐出口から金型内への原料の充填が完了すると、シリンダーのピストンを前進させて管部の吐出口をプランジャーで封止して、金型への原料の供給を停止させる。そして、その後の成形工程において、金型内に充填した発泡樹脂粒子を加熱融着するため、金型に穿設した水蒸気を通す多数の蒸気孔から、金型の蒸気室(チャンバー)に供給された水蒸気を金型内に導入し、この蒸気によって発泡樹脂粒子を加熱して樹脂製品を成形することが行われている。
【0003】
成形される樹脂成品としては、多種多様な形状を備えるものが多く、樹脂製品や樹脂製品を成形する金型によっては湾曲した箇所や傾斜(テーパー)した箇所があり、金型に取付けて原料を吐出する原料充填機の管部の前端面及びプランジャーの前端面も金型や樹脂製品の形状に対応させる必要がある。
【0004】
発泡樹脂材のビーズを注入するフィーダが金型や樹脂製品の形状に対応させた発明として特許文献1がある。この特許文献1に係る発明は、固定型と移動型の間に、樹脂材料が充填されるキャビティを設け、該キャビティ内に、複数の仕切板を出没可能に設け、固定型と移動型の何れか一方に仕切板を出没させるシリンダ機構を設け、仕切板にて仕切られるキャビティ内の隣り合った空間に、互いに異種の樹脂材料を充填して成形する成形装置であって、仕切板とシリンダ機構の間には、仕切板をキャビティに向けて付勢するバネ機構が設けられ、仕切板は、固定型と移動型の型締め時に、該バネ機構の圧縮により、先端部が固定型又は移動型に押圧力を持って接する第1の位置と、型締め後、固定型と移動型を僅かに離した際に、バネ機構により第1の位置よりも先端部が更に押された第2の位置の間を往復動可能に設けられたことを特徴とする成形装置である。
【0005】
金型内に蒸気を導入する発明としては、様々な種類のものが知られているが、方法の発明として、例えば、特許文献2に記載の「成形金型の水蒸気導入方法」がある。特許文献2に係る発明は、雌雄一対の金型のキャビティに臨んだ側の型壁に蒸気孔が穿設され、一方の金型の上記型壁に充填ガンの先端口部が接続されている成形金型を用い、この成形金型のチャンバーに供給された水蒸気を前記蒸気孔からキャビティに導入する以外に該水蒸気を、充填ガンの先端口部側周面部と上記型壁との間に形成された通気溝と上記先端口部を閉塞するプランジャーの前面部に設けたスリットを通して、充填ガンの先端口部前面からキャビティに導入することを特徴とする。
【0006】
すなわち、射出管41の先端口部42側周面部上には、該先端口部42の口縁42aから切込んで固定金型10のチャンバー10a内と連通ずる複数個の通気溝46を設ける一方、プランジャー44の前面部44aには、該プランジャー44が前進して射出管41の先端口部42を閉塞したときに、上記各通気溝46とそれぞれ連通するスリット47を放射状に設けて、チャンバー10aに供給された水蒸気が通気溝46とスリット47を通ってキャビティ30に導入するように構成されている(特許文献1第2頁左下欄から右下欄)。このことから、充填ガンの先端口部に臨んだ部分のキャビティに存在する発泡樹脂粒子に対し直接水蒸気を噴射できるため、該部分の発泡樹脂粒子は他の部分に存在する発泡樹脂粒子と同様に水蒸気加熱が十分に行なわれ、融着強度が弱いといった不具合を全面的に解消でき、均一な融着強度を有する品質の良好な多孔質成形品を製造する上に極めて有効である(同第3頁[発明の効果])。
【0007】
また、物の発明として、例えば、特許文献3に記載の「型内発泡成形方法及びそれに用いる予備発泡ビ-ズ充填装置」がある。特許文献3に係る発明は、外筒内に内筒シリンダーと、該内筒シリンダーに連接されたシャフトと、該シャフトに連接された作動シリンダーとを収容するとともにビーズ入口を備えてなる予備発泡ビーズ充填装置において、前記内筒シリンダー、又は内筒シリンダーと外筒に金型の蒸気チャンバーに連通する金型内面に開口した蒸気溝及び/又は蒸気孔を設けており、外筒の先端部及び内筒シリンダー先端部に、金型の蒸気チャンバーに連通する複数の蒸気溝を設けたことを特徴とする。
【0008】
すなわち、外筒(21)の先端部及び内筒シリンダー(22)先端部にそれぞれ複数の蒸気溝(24)、(25)を刻設してなり、蒸気溝(24)、(25)は各々直線状に連通し、放射状に配設されている。蒸気孔(24)は金型の蒸気チャンバー(26)に連通している(特許文献2第2頁左下欄)。この構成により、充填装置の成形体との接触部分から蒸気が供給され、成形体を十分に加熱することが出来るので、融着不良や過剰加熱に起因する様々な問題点を解消できるとともに、成形時間を短縮できるので生産性を向上させることができる(同第3頁「作用・効果」)。
【0009】
特開2008-207503号公報
特開平1-139244号公報
特開昭62-271731号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
管部と本体部が脱着自在の分割式の原料充填機は、原料を吐出する側の管部と、原料を供給し、プランジャーを主管部内において前後動させるシリンダーを備えた本体部との連接及び分離が容易となるため便利であるが、管部と本体部が回動したり、また、シリンダーの作用によってプランジャーが前後動するとプランジャー自体が回動したりする場合がある。そうとすると、管部の吐出口をプランジャーで封止した状態において管部の前端面とプランジャーの前端面が面一とならず、金型や樹脂製品の形状との齟齬が生じるため、この状態で蒸気加熱等を行うと樹脂製品が部分的にいびつな形状となり、樹脂製品としての体をなさないこととなる。この点、上記特許文献1に記載の発明に関しては、図1等で図示されているように、フィーダ(42)の先端面が湾曲しているため、上記のような課題があり得る。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
有限会社ベステック
発泡プラスチックの原料充填機
15日前
個人
気泡緩衝材減容装置
1か月前
東レ株式会社
吹出しノズル
11か月前
豊田鉄工株式会社
金型
3か月前
CKD株式会社
型用台車
10か月前
シーメット株式会社
光造形装置
10か月前
東レ株式会社
フィルムの製造方法
7か月前
グンゼ株式会社
ピン
10か月前
東レ株式会社
フィルムの製造方法
3か月前
東レ株式会社
フィルムの製造方法
4か月前
株式会社FTS
ロッド
9か月前
個人
樹脂可塑化方法及び装置
9か月前
東レ株式会社
フィルムの製造方法。
3か月前
株式会社カワタ
計量混合装置
5か月前
日機装株式会社
加圧システム
6か月前
東レ株式会社
複合成形体の製造方法
18日前
トヨタ自動車株式会社
射出装置
7か月前
東レ株式会社
樹脂フィルムの製造方法
5か月前
株式会社漆原
シートの成形方法
5か月前
NOK株式会社
樹脂ゴム複合体
1か月前
株式会社FTS
成形装置
10か月前
株式会社FTS
セパレータ
9か月前
株式会社神戸製鋼所
混練機
8か月前
株式会社コスメック
射出成形装置
5か月前
東レ株式会社
炭素繊維シートの製造方法
6か月前
株式会社不二越
射出成形機
5か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
7か月前
株式会社不二越
射出成形機
6か月前
株式会社不二越
射出成形機
2か月前
株式会社リコー
画像形成システム
11か月前
ダイハツ工業株式会社
3Dプリンタ
10日前
トヨタ自動車株式会社
真空成形装置
6か月前
トヨタ自動車株式会社
3Dプリンタ
11か月前
東レ株式会社
繊維強化プラスチック構造体
2か月前
株式会社バルカー
シートガスケット
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ