TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025156534
公報種別
公開特許公報(A)
公開日
2025-10-14
出願番号
2025130834,2021018426
出願日
2025-08-05,2021-02-08
発明の名称
摩擦攪拌ツールの制御方法及び摩擦攪拌装置
出願人
川崎重工業株式会社
代理人
弁理士法人三協国際特許事務所
主分類
B23K
20/12 20060101AFI20251002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】センサ類を用いることなく、ツールのワークへの圧入量を的確に制御する。
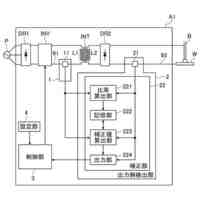
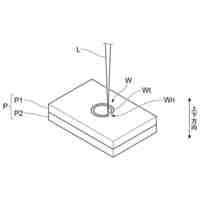
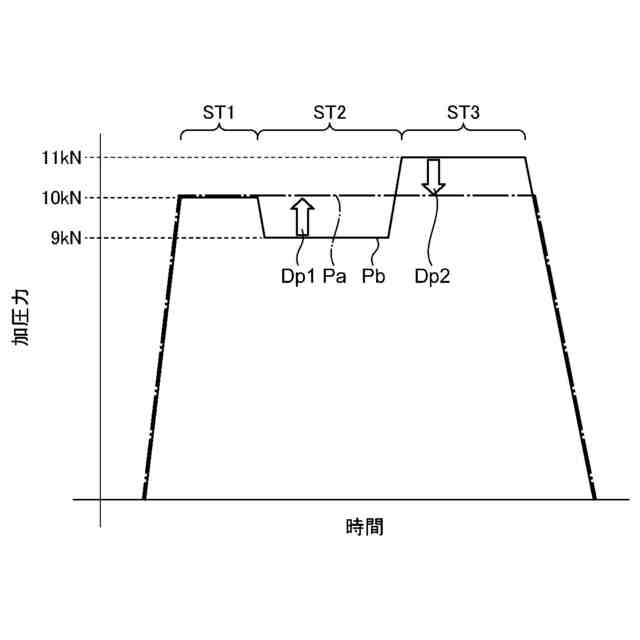
【解決手段】ワークとしての重なり部30に圧入され摩擦攪拌を行うツール1の駆動源に所要の駆動電流を与えてツール1の動作を制御する。ツール1の重なり部30への圧入時における加圧力として定められる設定加圧力Paと、設定加圧力Paを発生させる駆動電流を前記駆動源に与えて実際に重なり部30へ圧入させた際の実加圧力Pbとを比較することによって、摩擦攪拌動作のステージ毎に加圧力変化比率Dp1、Dp2を予め求めておく。そして、設定加圧力Paに実加圧力Pbが近づくよう、加圧力変化比率Dp1、Dp2に応じて前記駆動電流を補正して前記駆動源を駆動する。
【選択図】図6
特許請求の範囲
【請求項1】
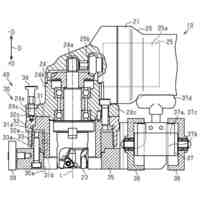
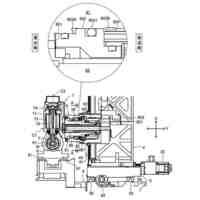
摩擦攪拌を行うツールと、前記ツールを収容する筐体部と、前記筐体部と連結される基端部と前記基端部から前記ツールの下方まで延び出した先端部とを有するC型フレームと、前記ツールの下端面に対向して配置され前記C型フレームの先端部にて保持されるバックアップ部材と、を含む摩擦攪拌装置において、前記ツールの駆動源に所要の駆動電流を与えて前記ツールの動作を制御する制御方法であって、
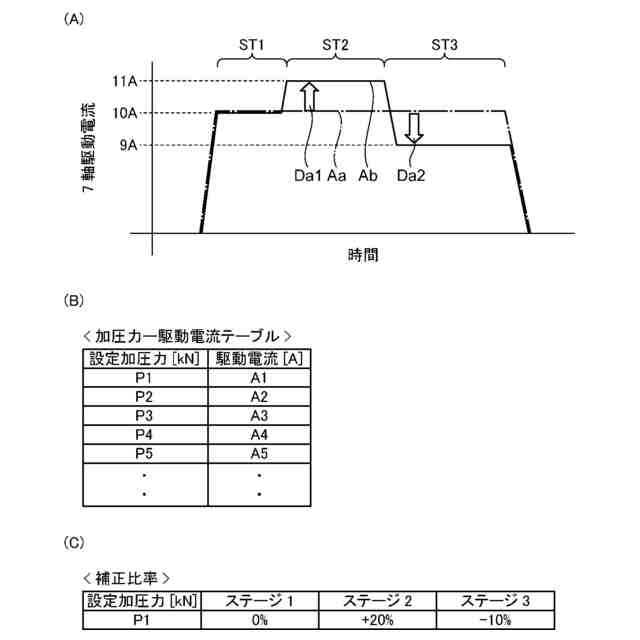
前記ツールのワークへの圧入時における加圧力として定められる設定加圧力と、前記設定加圧力を発生させる駆動電流を前記駆動源に与えて実際に前記ワークへ圧入させた際の実加圧力と、を比較することによって加圧力変化比率を求め、
前記駆動電流と前記加圧力との関係を示すテーブルを求め、
前記テーブルに基づき前記設定加圧力から第1駆動電流を算出し、
前記加圧力変化比率に基づき前記第1駆動電流を補正することにより第2駆動電流を求め、
前記第2駆動電流により前記駆動源を動作させて前記ワークに対して前記ツールを作用させ、当該駆動源に実際に流れた第3駆動電流を求め、
前記第3駆動電流を、前記加圧力変化比率に基づき逆補正を行って第4駆動電流を求め、
前記テーブルを参照して、前記逆補正した前記第4駆動電流から換算される算出加圧力を求め、
前記算出加圧力に基づいて、前記C型フレームの撓みに応じた前記駆動電流の補正を行う、摩擦攪拌ツールの制御方法。
続きを表示(約 2,200 文字)
【請求項2】
請求項1に記載の摩擦攪拌ツールの制御方法において、
前記ツールが、
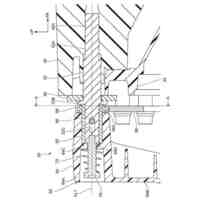
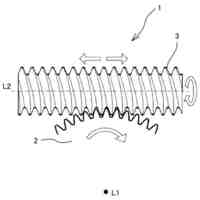
軸線回りに回転し、当該軸線方向に沿って上下に移動可能な円柱状のピン部材と、
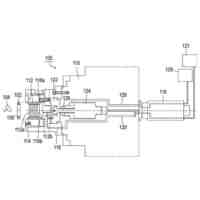
前記ピン部材の外周を覆うように位置し、当該ピン部材と同一の軸線回りに回転すると共に前記軸線方向に沿って上下に移動可能な円筒状のショルダ部材と、を含む複動式の摩擦攪拌点接合用のツールであって、
前記ピン部材が前記ワークに対して上昇する方向に向かう上昇工程における、前記設定加圧力と前記実加圧力とから得られる第1加圧力変化比率と、
前記ピン部材が前記ワークに対して下降する方向に向かう下降工程における、前記設定加圧力と前記実加圧力とから得られる第2加圧力変化比率と、を予め求め、
前記上昇工程では、前記第1加圧力変化比率に応じて前記駆動電流を増加させるように補正し、
前記下降工程では、前記第2加圧力変化比率に応じて前記駆動電流を減少させるように補正する、摩擦攪拌ツールの制御方法。
【請求項3】
請求項2に記載の摩擦攪拌ツールの制御方法において、
複動式の摩擦攪拌点接合用のツールは、
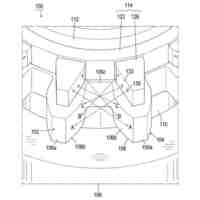
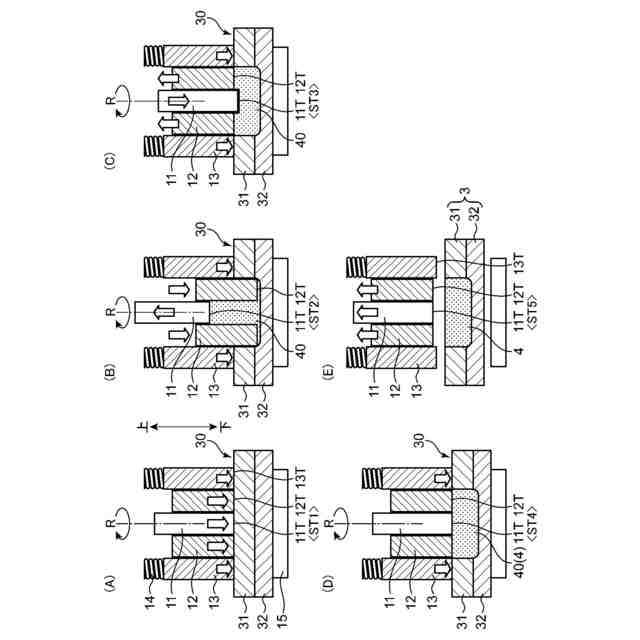
前記ピン部材及び前記ショルダ部材を前記ワークの表面に当接させると共に軸線回りに回転させ、当該ワークを予熱する予熱工程と、
前記ショルダ部材を下降させて前記ワークに圧入させる一方で、前記ピン部材を上昇させる圧入工程と、
前記ショルダ部材を上昇させて前記ワークから退避させる一方で、前記ピン部材を下降させる埋め戻し工程と、を実行するように使用され、
前記予熱工程では、前記駆動電流を補正せず、
前記圧入工程では、前記上昇工程に応じた前記駆動電流の増加補正を行い、
前記埋め戻し工程では、前記下降工程に応じた前記駆動電流の減少補正を行う、摩擦攪拌ツールの制御方法。
【請求項4】
請求項1に記載の摩擦攪拌ツールの制御方法において、
前記ツールが、円柱状に形成され、軸線回りの回転と当該軸線に沿った方向への進退移動とが可能な単軸ツールを備えた単動式の摩擦攪拌点接合用のツールであって、
前記単軸ツールが前記ワークへ圧入されている期間における、前記設定加圧力と前記実加圧力とから得られる加圧力低下比率を予め求め、
前記単軸ツールを前記ワークへ圧入させる際、前記加圧力低下比率に応じて前記駆動電流を増加させるように補正する、摩擦攪拌ツールの制御方法。
【請求項5】
摩擦攪拌を行うツールと、
前記ツールを収容する筐体部と、
前記筐体部と連結される基端部と、前記基端部から前記ツールの下方まで延び出した先端部と、を有するC型フレームと、
前記ツールの下端面に対向して配置され、前記C型フレームの先端部にて保持されるバックアップ部材と、
所要の駆動電流を与えられて前記ツールを駆動する駆動源と、
前記駆動源を制御する制御部と、
前記ツールのワークへの圧入時における加圧力として定められる設定加圧力と、前記設定加圧力を発生させる駆動電流を前記駆動源に与えて実際に前記ワークへ圧入させた際の実加圧力と、を比較することによって求めた加圧力変化比率を記憶する記憶部と、を備え、
前記記憶部は、前記駆動電流と前記加圧力との関係を示すテーブルを記憶し、
前記制御部は、
前記テーブルに基づき前記設定加圧力から第1駆動電流を算出し、
前記加圧力変化比率に基づき前記第1駆動電流を補正することにより第2駆動電流を求め、
前記第2駆動電流により前記駆動源を動作させて前記ワークに対して前記ツールを作用させ、当該駆動源に実際に流れた第3駆動電流を求め、
前記第3駆動電流を、前記加圧力変化比率に基づき逆補正を行って第4駆動電流を求め、
前記テーブルを参照して、前記逆補正した前記第4駆動電流から換算される算出加圧力を求め、
前記算出加圧力に基づいて、前記C型フレームの撓みに応じた前記駆動電流の補正を行う、摩擦攪拌装置。
【請求項6】
請求項5に記載の摩擦攪拌装置において、
前記ツールが、
軸線回りに回転し、当該軸線方向に沿って上下に移動可能な円柱状のピン部材と、
前記ピン部材の外周を覆うように位置し、当該ピン部材と同一の軸線回りに回転すると共に前記軸線方向に沿って上下に移動可能な円筒状のショルダ部材と、を含む複動式の摩擦攪拌点接合用のツールであって、
前記記憶部は、
前記ピン部材が前記ワークに対して上昇する方向に向かう上昇工程における、前記設定加圧力と前記実加圧力とから得られる第1加圧力変化比率と、
前記ピン部材が前記ワークに対して下降する方向に向かう下降工程における、前記設定加圧力と前記実加圧力とから得られる第2加圧力変化比率と、を予め記憶しており、
前記制御部は、
前記上昇工程では、前記第1加圧力変化比率に応じて前記駆動電流を増加させるように補正し、
前記下降工程では、前記第2加圧力変化比率に応じて前記駆動電流を減少させるように補正する、摩擦攪拌装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークに圧入され摩擦攪拌を行うツールの制御方法、及び、前記ツールを備えた摩擦攪拌装置に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
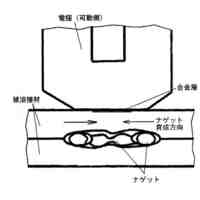
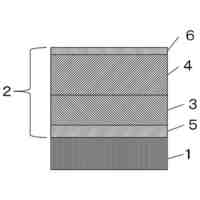
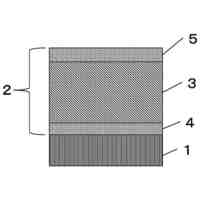
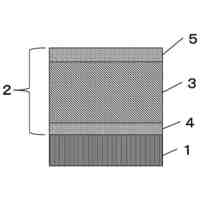
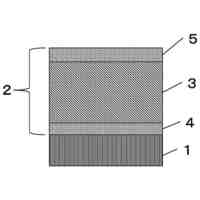
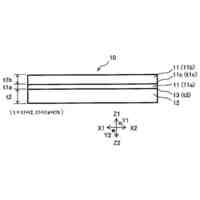
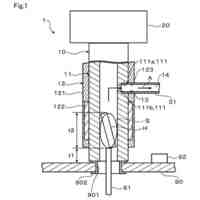
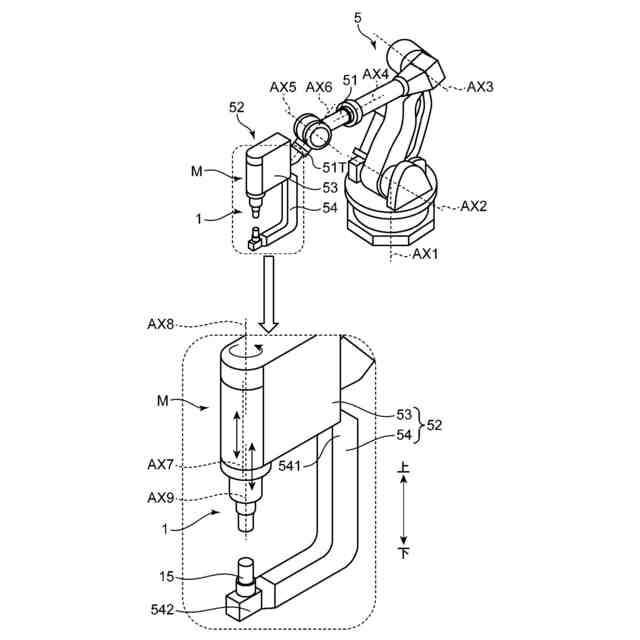
航空機、鉄道車両又は自動車などの構造物の構成部材として、金属部材、樹脂部材、繊維強化材が混合された熱可塑性樹脂部材などが用いられている。前記構造物の製造に際しては、二以上の部材を重ね合わせての接合が必要となる場合がある。この接合の手法として、摩擦攪拌接合が知られている。摩擦攪拌接合では、高速で回転しながらワークに圧入されるツールが用いられる。このツールに対向してバックアップ部材が配置される。バックアップ部材で背面支持されたワークに対して、前記ツールが圧入される。前記ツールは、例えばロボットアームの先端に取り付けられる。また、前記バックアップ部材も、例えばC型フレームを用いてロボットアームの先端に取り付けられる。
【0003】
摩擦攪拌接合においては、予め定めた圧入深さ(押し込み量)までツールをワークに圧入させて、摩擦攪拌動作を行わせることが肝要となる。特許文献1には、前記ツールのワークへの押し込み量を検出するセンサを備えた摩擦攪拌装置が開示されている。この装置では、前記センサの検出結果に基づいて、摩擦攪拌の接合時間を補正する。
【先行技術文献】
【特許文献】
【0004】
特開2006-187778号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
予めワーク種に応じて設定された設定加圧力通りに、ツールがワークに圧入されたならば、ツールをワークへ所要の圧入量で圧入させて摩擦攪拌を行うことができる。しかし、実際にツールがワークに加える実加圧力は、種々の要因により設定加圧力と差異が生じることがある。前記要因は、例えば、前記C型フレームの撓み、ワークへの圧入抵抗等である。設定加圧力と実加圧力とに乖離があると、的確な摩擦攪拌が行えない場合が生じる。
【0006】
前記実加圧力は、例えばロードセルを前記バックアップ部材側に配置すれば検出可能である。そして、前記ロードセルの検出値に基づき、ツールをフィードバック制御すれば、前記齟齬を解消した制御が可能である。しかし、ロードセルのようなセンサの適用は、摩擦攪拌装置のコストアップを招来するほか、ノイズの影響による誤動作が問題となる。
【0007】
本発明は、センサ類を用いることなく、ツールのワークへの圧入量を的確に制御できる摩擦攪拌ツールの制御方法、及びこの方法が適用された摩擦攪拌装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
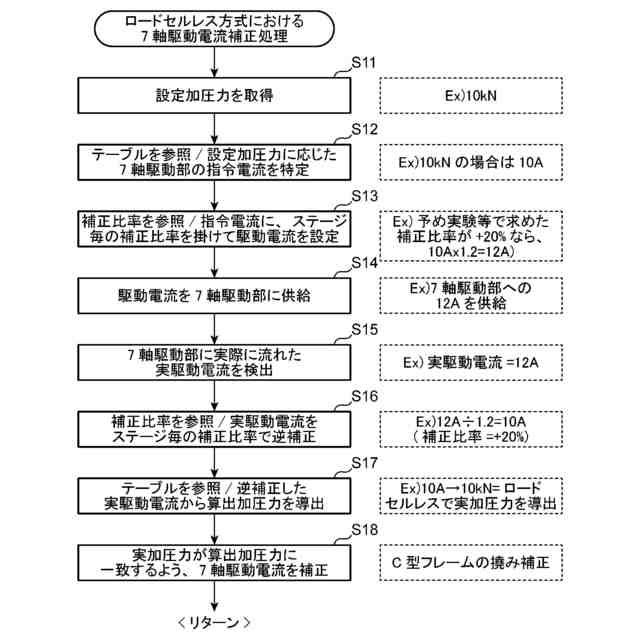
本発明の一の局面に係る摩擦攪拌ツールの制御方法は、摩擦攪拌を行うツールと、前記ツールを収容する筐体部と、前記筐体部と連結される基端部と前記基端部から前記ツールの下方まで延び出した先端部とを有するC型フレームと、前記ツールの下端面に対向して配置され前記C型フレームの先端部にて保持されるバックアップ部材と、を含む摩擦攪拌装置において、前記ツールの駆動源に所要の駆動電流を与えて前記ツールの動作を制御する制御方法であって、前記ツールのワークへの圧入時における加圧力として定められる設定加圧力と、前記設定加圧力を発生させる駆動電流を前記駆動源に与えて実際に前記ワークへ圧入させた際の実加圧力と、を比較することによって加圧力変化比率を求め、前記駆動電流と前記加圧力との関係を示すテーブルを求め、前記テーブルに基づき前記設定加圧力から第1駆動電流を算出し、前記加圧力変化比率に基づき前記第1駆動電流を補正することにより第2駆動電流を求め、前記第2駆動電流により前記駆動源を動作させて前記ワークに対して前記ツールを作用させ、当該駆動源に実際に流れた第3駆動電流を求め、前記第3駆動電流を、前記加圧力変化比率に基づき逆補正を行って第4駆動電流を求め、前記テーブルを参照して、前記逆補正した前記第4駆動電流から換算される算出加圧力を求め、前記算出加圧力に基づいて、前記C型フレームの撓みに応じた前記駆動電流の補正を行うことを特徴とする。
【0009】
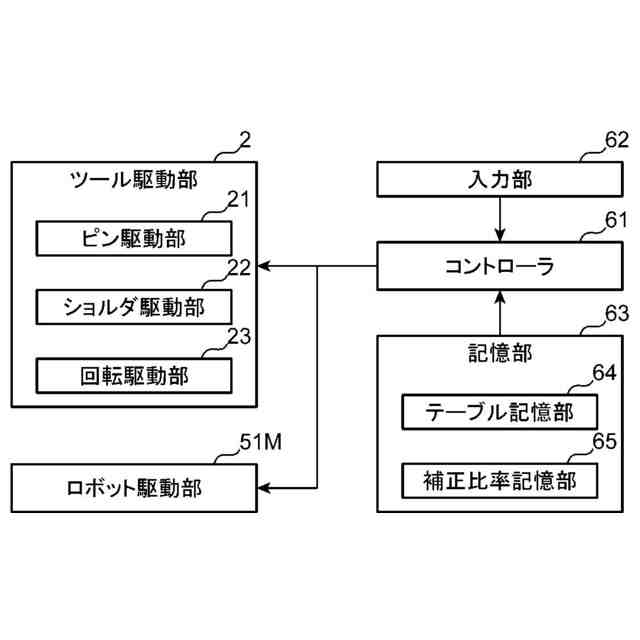
本発明の他の局面に係る摩擦攪拌装置は、摩擦攪拌を行うツールと、前記ツールを収容する筐体部と、前記筐体部と連結される基端部と、前記基端部から前記ツールの下方まで延び出した先端部と、を有するC型フレームと、前記ツールの下端面に対向して配置され、前記C型フレームの先端部にて保持されるバックアップ部材と、所要の駆動電流を与えられて前記ツールを駆動する駆動源と、前記駆動源を制御する制御部と、前記ツールのワークへの圧入時における加圧力として定められる設定加圧力と、前記設定加圧力を発生させる駆動電流を前記駆動源に与えて実際に前記ワークへ圧入させた際の実加圧力と、を比較することによって求めた加圧力変化比率を記憶する記憶部と、を備え、前記記憶部は、前記駆動電流と前記加圧力との関係を示すテーブルを記憶し、前記制御部は、前記テーブルに基づき前記設定加圧力から第1駆動電流を算出し、前記加圧力変化比率に基づき前記第1駆動電流を補正することにより第2駆動電流を求め、前記第2駆動電流により前記駆動源を動作させて前記ワークに対して前記ツールを作用させ、当該駆動源に実際に流れた第3駆動電流を求め、前記第3駆動電流を、前記加圧力変化比率に基づき逆補正を行って第4駆動電流を求め、前記テーブルを参照して、前記逆補正した前記第4駆動電流から換算される算出加圧力を求め、前記算出加圧力に基づいて、前記C型フレームの撓みに応じた前記駆動電流の補正を行うことを特徴とする。
【0010】
上記の摩擦攪拌ツールの制御方法及び摩擦攪拌装置によれば、加圧力変化比率に応じてツールの駆動源の駆動電流が補正されることによって、実加圧力が設定加圧力に近づけられる。このため、ワークについて前記加圧力変化比率を予め求めておけば、摩擦攪拌ツールの運転時においてセンサ類を用いて実際に実加圧力を計測せずとも、実加圧力を設定加圧力に近づける制御が可能となる。すなわち、センサレスでの摩擦攪拌ツールを制御し、設定通りにツールをワークに圧入させて摩擦攪拌を行わせることができる。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
ダイニチ工業株式会社
配膳治具
22日前
キヤノン電子株式会社
加工装置
19日前
日東精工株式会社
ねじ整列トレー
14日前
中国電力株式会社
養生シート
1か月前
睦月電機株式会社
金属表面処理方法
19日前
株式会社富田製作所
支持構造
27日前
株式会社向洋技研
スタッドの製造方法
21日前
株式会社ダイヘン
溶接装置
今日
有限会社TNE
電気抵抗溶接方法
28日前
株式会社不二越
歯車加工装置
14日前
株式会社不二越
歯車加工装置
14日前
株式会社不二越
歯車加工装置
14日前
工機ホールディングス株式会社
作業機
19日前
キヤノン電子株式会社
固定装置及び加工装置
19日前
オークマ株式会社
主軸旋回装置
1か月前
宮川工業株式会社
切削加工装置
27日前
トヨタ自動車株式会社
レーザ加工装置
7日前
大和ハウス工業株式会社
溶接方法
1か月前
Astemo株式会社
接合方法、構造物
6日前
四国溶材株式会社
高能率アーク溶接方法
1か月前
株式会社不二越
噛み込み検知装置
27日前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
株式会社ダイヘン
熱加工用電源装置
28日前
津田駒工業株式会社
工作機械用の回転割出し装置
29日前
スター精密株式会社
工作機械
22日前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
株式会社プロテリアル
アルミニウム銅クラッド材
1か月前
株式会社ダイヘン
熱加工用電源装置
1か月前
三菱マテリアル株式会社
表面被覆切削工具
1か月前
日本製鉄株式会社
溶接継手
1か月前
本田技研工業株式会社
スポット溶接方法
20日前
トヨタ自動車株式会社
歯面磨き加工装置
6日前
株式会社デンソー
はんだ付け装置
1か月前
トヨタ自動車株式会社
歯面磨き加工装置
6日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ